00194439-10_SM_X-Serie_Kunde_de.pdf - 第339页
Einstellarbeiten 5.4.5 Laser-Lichtschranke für di e Stopperposition einst ellen Ein stellungen am Transport Serviceanleitung SIPLACE X-Serie 339 Überblick Laser-Lichtschranke 1. Laserempfänger 2. Laserd iode 3. Einstells…
Einstellarbeiten
Einstellungen am Transport 5.4.5 Laser-Lichtschranke für die Stopperposition einstellen
338 Serviceanleitung SIPLACE X-Serie
5.4.4.1
5.4.4.1 Einstellung des Endschalters für die Initialisierung der Verstelleinheit
Einstellung des Endschalters für die Initialisierung der Verstelleinheit
5.4.5
5.4.5 Laser-Lichtschranke für die Stopperposition einstellen
Laser-Lichtschranke für die Stopperposition einstellen
Hilfsmittel
▪ [00369205-xx] Einstelllehre Laserlichtschranke / adjustment gauge laser light barrier
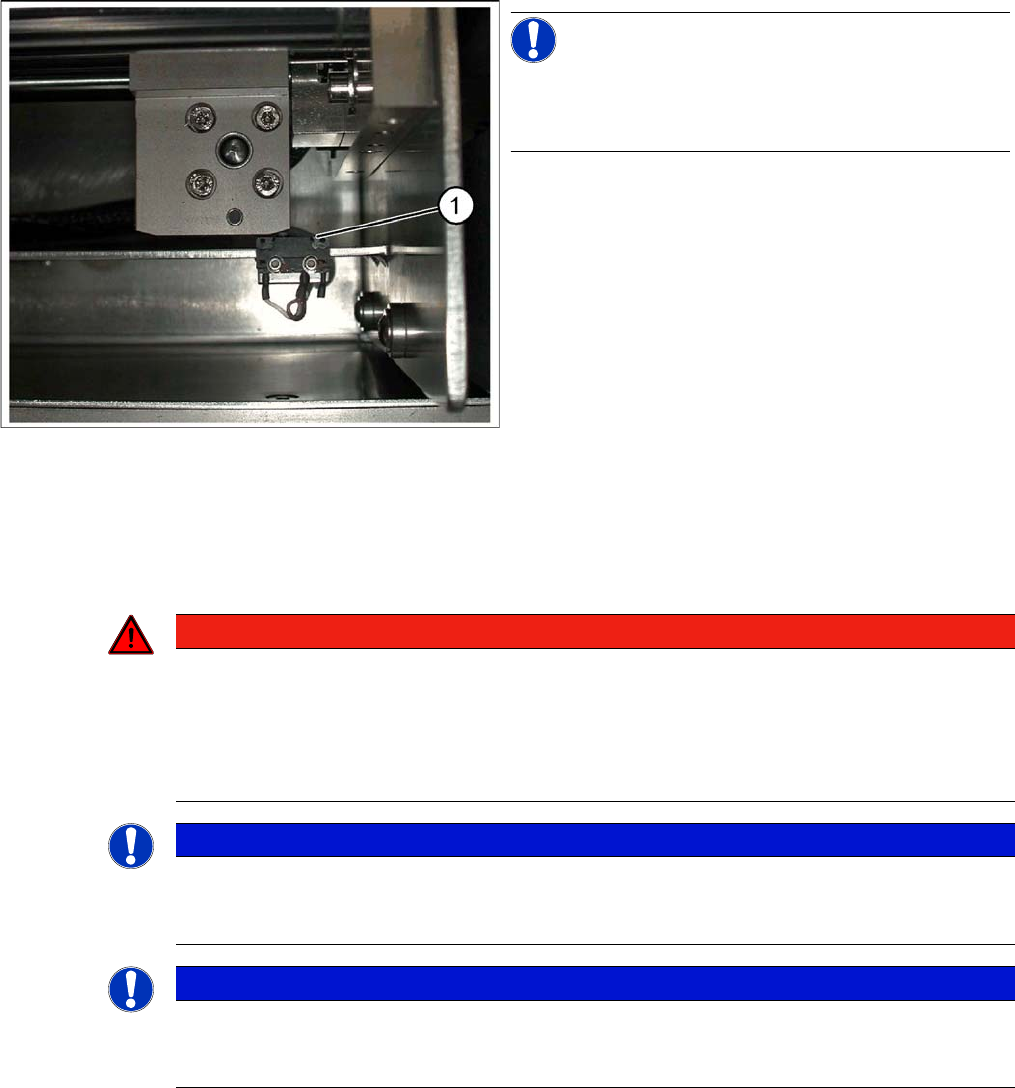
End-Referenzschalter für Verstelleinheit
HINWEIS!
Diese Einstellung ist nur nach Ersetzen des Schalters
oder anderen Fehlfunktionen im Breitenverstell-Refe-
renzlauf nötig.
► Bewegen Sie die Verstelleinheit für die Breitenver-
stellung von Hand (per Zahnriemen) an die Trans-
portwange.
► Lösen Sie die beiden Schrauben des
Endschalters (1)
► Verschieben Sie den Endschalter im Langloch in
Richtung Verstelleinheit genau soweit, dass der End-
schalter sicher eingeschaltet wird.
► Überprüfen Sie hierzu den Schaltzustand der
zugehörigen LED (H11 bei TSP 201) (H41 bei
TSP 301) an der Transportsteuerung.
► Befestigung Sie den Endschalter in dieser Position.
► Kalibrieren Sie die Transportbreite über SITEST.
GEFAHR
Laserklasse 2
Am Sender der Laserlichtschranken treten Laserstrahlen der Laserklasse 2 aus, Sie benötigen
daher keine zusätzlichen Schutzmaßnahmen!
► Bringen Sie jedoch niemals Ihre Augen in den Laserstrahl!
► Arbeiten Sie nur von der LASER-Dioden-Rückseite (linke Maschinenseite) aus!
HINWEIS
Maximale Transportbreite einstellen
Da sich bei maximaler Transportbreite die Abweichung des Laserstrahls am meisten auswirkt,
empfiehlt sich der Abgleich bei maximaler Transportbreite.
HINWEIS
LP-Referenz-Ecke
Nach Einstellung der Laser-Lichtschranke muss die LP-Referenz-Ecke überprüft bzw. neu ge-
teacht werden!
Einstellarbeiten
5.4.5 Laser-Lichtschranke für die Stopperposition einstellen Einstellungen am Transport
Serviceanleitung SIPLACE X-Serie 339
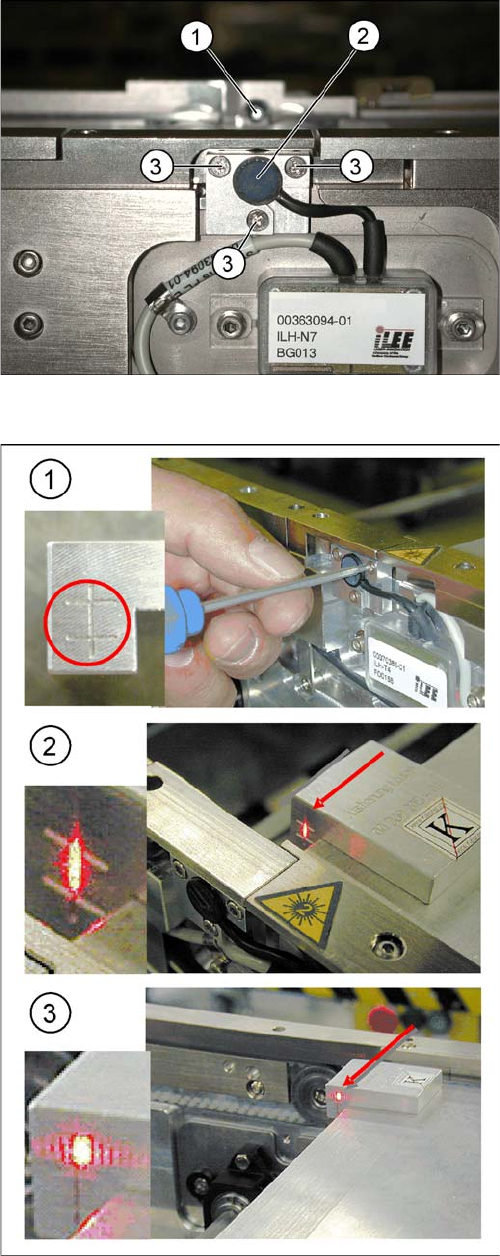
Überblick
Laser-Lichtschranke
1. Laserempfänger
2. Laserdiode
3. Einstellschrauben (3x)
Fokussierung des Laserstrahls
1. Laserlichtschranke einstellen
2. minimale Breite
3. maximale Breite
Vorgehensweise
► Stellen Sie die maximale Transportbreite ein.
► Wählen Sie Sicherheitsmodus einschalten.
► Aktivieren Sie die entsprechende Laserdiode über
die Ein-/Ausgabe-Funktionen in der Stationssoft-
ware.
► Prüfen Sie mit Hilfe der Lehre den Verlauf des Laser-
strahls.
► Stellen Sie ggf. mit Hilfe der drei Einstellschrauben
den Laserstrahl auf die Mitte des Kreuzes der Lehre
ein (1).
► Stellen Sie nun den Transport auf die minimale Breite
(2) und Überprüfen die Einstellung,
► Überprüfen Sie die LP-Referenz-Ecke und teachen
Sie diese ggf. neu.
Einstellarbeiten
Einstellungen am Transport 5.4.6 Funktionsablauf Leiterplattenklemmung
340 Serviceanleitung SIPLACE X-Serie
5.4.6
5.4.6 Funktionsablauf Leiterplattenklemmung
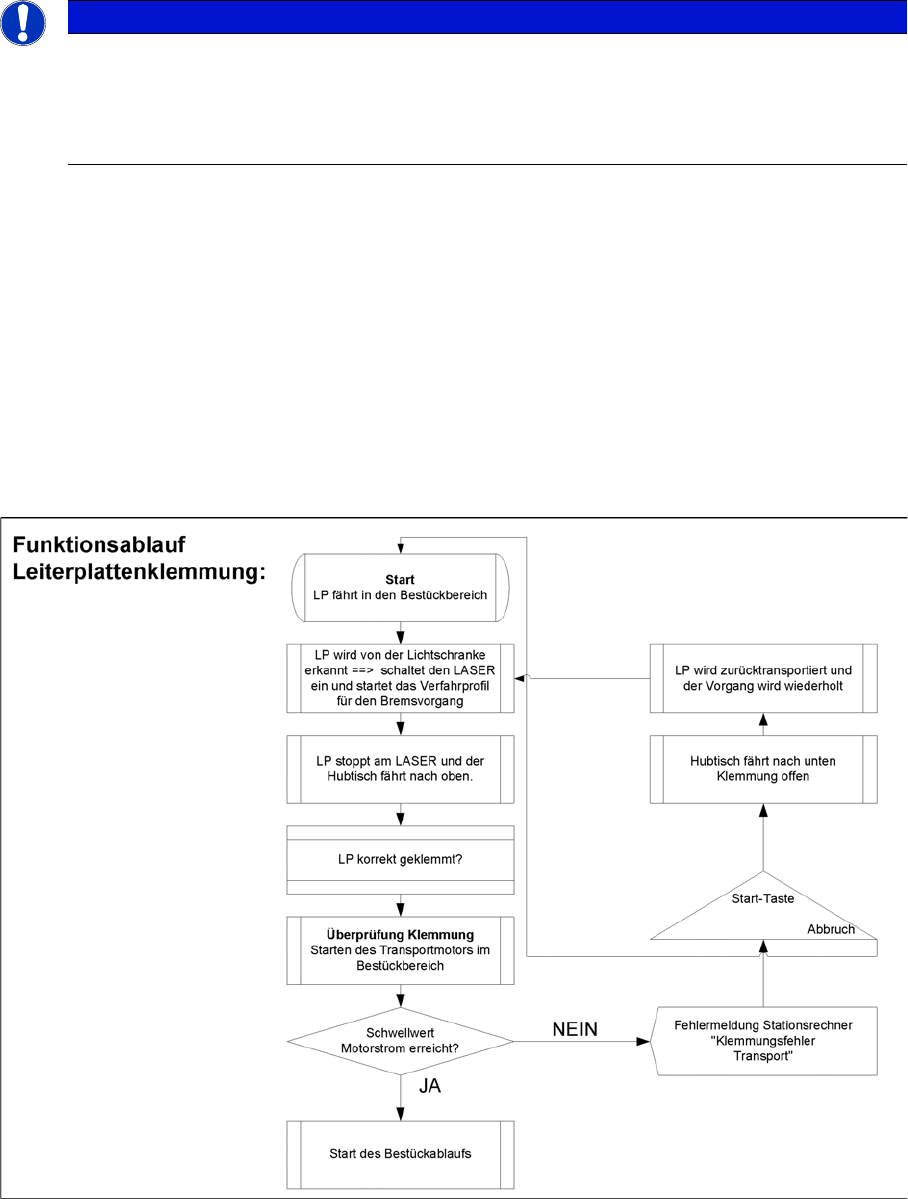
Funktionsablauf Leiterplattenklemmung
Funktionsbeschreibung:
▪ LP fährt in den Bestückbereich, LP wird von der Lichtschranke erkannt und am Laser gestoppt, der
Hubtisch fährt nach oben.
▪ Überprüfung LP-Klemmung: Der Transportmotor im Bestückbereich wird wieder gestartet. Ist die LP
geklemmt, steigt der Motorstrom über einen bestimmten Schwellwert an. Wurde die Leiterplatte kor-
rekt geklemmt, wird der Bestückprozess gestartet.
▪ Wird dieser Schwellwert nicht erreicht, wird davon ausgegangen, dass sich die LP in Richtung Zwi-
schenband bzw. Ausgabeband bewegt hat und somit nicht korrekt geklemmt wurde.
▪ Am Stationsrechner erfolgt eine Fehlermeldung "LP nicht richtig geklemmt BB1 (BB2)" und mit der
"Start-Taste" kann der Vorgang wiederholt werden.
▪ Der Hubtisch fährt nach unten, die Leiterplatte wird zurück transportiert und fährt die Stopperposition
erneut an.
HINWEIS
Die Überprüfung, ob eine Leiterplatte korrekt geklemmt wurde, wird über die Addition der
Ströme des Transportmotors in einem definierten Zeitintervall kontrolliert. Zur Überprüfung der
Funktion kann ein Distanzstück unterhalb der Seitenwange den Hubtisch am Hochfahren hin-
dern.
Die Überprüfung findet nicht statt, wenn die Option "Vacuum Tooling" installiert ist.