KE 2050 2060说明书.pdf - 第196页
第4章 生产程序制作 Rev00 4) 激光高度 设置激光定心时的测量高度。输入从吸嘴顶端到激光照射到的测量位置的距离。 虽然根据元件高度与元件种类将自动决定初始值,但有时根据元件的不同(激光测定位置为圆 筒形或透明时等),需要改变初始值。请设置可进行稳定识别的高度。 激光 元件 吸嘴 +Z 激光 高 吸嘴 高 度 0 -Z -Z -Z 吸嘴 元件 激光 激光高度 吸嘴高度 ◆ 默认值 激光高度的默认值有时根据元件的种类和高度来设置。下…
第4章 生产程序制作 Rev00
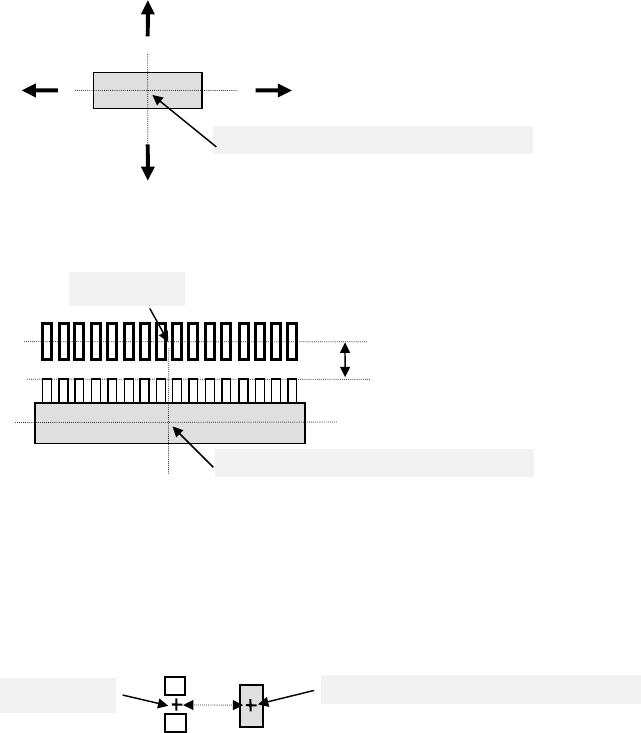
注 1) “贴片偏移”值,请输入从激光定心的中心位置到贴片坐标点的距离。值的符号如下(箭头
为到贴片坐标点的距离)
激光定心的中心位置
贴片坐标点
激光定心的中心位置
激光定心的中心位置
贴片坐标点
例) 按下图贴片时,将贴片偏移输入为“X=0,Y=+3”。
3
-Y
+Y
-X
+X
注 2) 偏移值以贴片角度“0”为基准输入。
例) 元件的贴片角度为“90”时,假定贴片角度为“0”,输入“贴片偏移值”。在下列情况
时(贴片角度“90”),输入“X=0、Y=2”。
2
注 3) 偏移值的输入方法有如本书所述的从“元件数据”的“贴片偏移”输入偏移值和在“贴片
数据”的“X、Y 坐标”上调整偏移值两种方法。
但贴片数据中需要输入各个贴片点的偏移值。因此,当 1 种元件的贴片点数量很多时,或
不想变更贴片数据时,请用“元件数据”的“贴片偏移”输入偏移值。
注 4) 根据元件不同,通过变更“元件数据”—“扩展”的“激光高度”,有可能改变定心的中心
位置。因此,有时不输入“贴片偏移”值,改变“激光高度”也能调整贴片位置。但这种
情况下需要在能稳定定心的位置上设置“激光高度”。
4-51
第4章 生产程序制作 Rev00
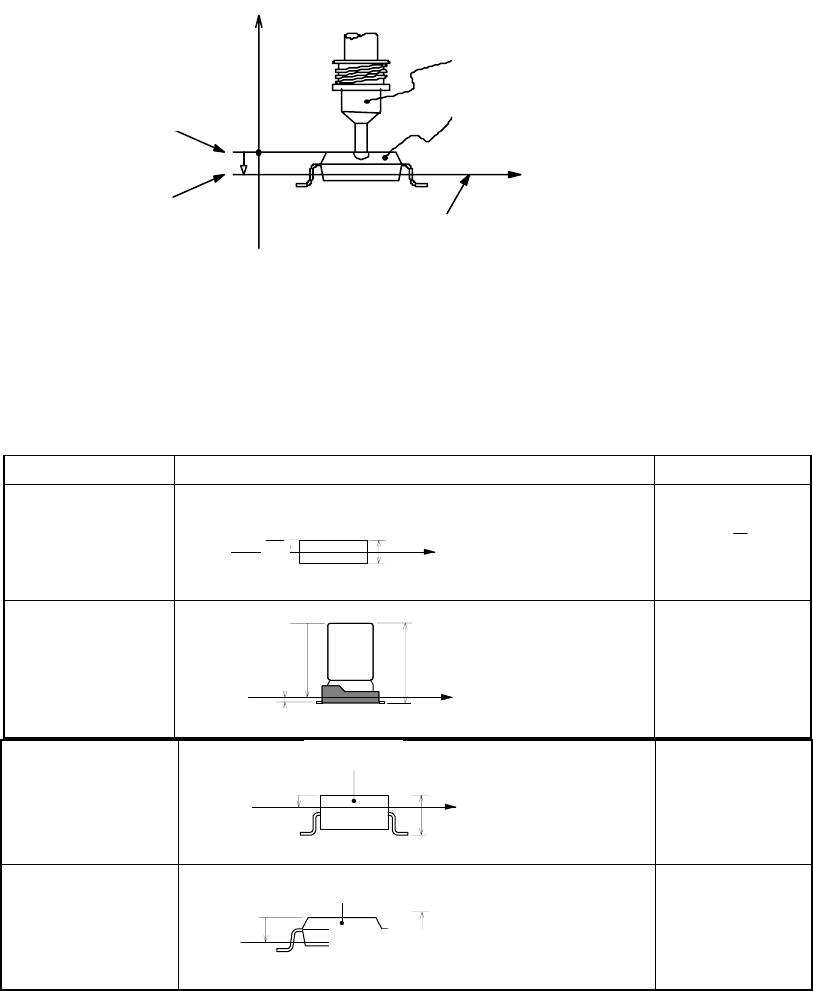
4) 激光高度
设置激光定心时的测量高度。输入从吸嘴顶端到激光照射到的测量位置的距离。
虽然根据元件高度与元件种类将自动决定初始值,但有时根据元件的不同(激光测定位置为圆
筒形或透明时等),需要改变初始值。请设置可进行稳定识别的高度。
激光
元件
吸嘴
+Z
激光高
吸嘴高度
0
-Z
-Z
-Z
吸嘴
元件
激光
激光高度
吸嘴高度
◆ 默认值
激光高度的默认值有时根据元件的种类和高度来设置。下表给出了元件种类和激光高度的默
认值的关系。
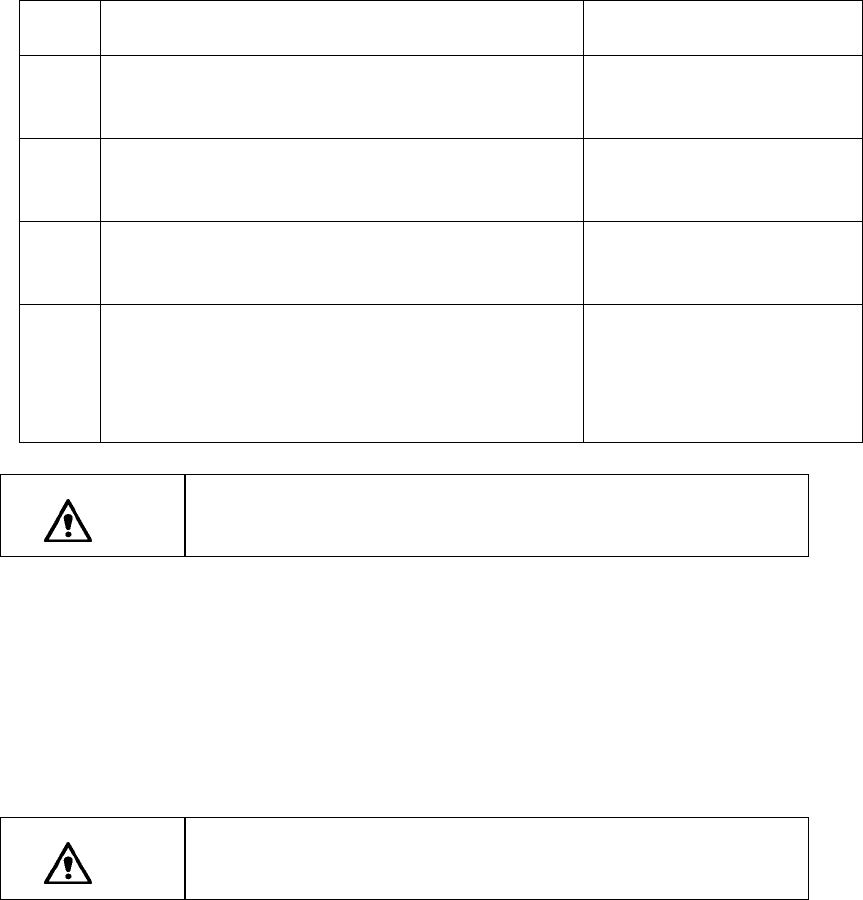
表 4-3-5-2-4 元件种类和激光高度的默认值的关系
SOT
レーザ測定位置
モールド部
部品高さ
t
-γ
-r
r=0.25
SOP
HSOP
レーザ測定位置
モールド部
部品高さ
t
-0.7t
-0.7×t
元件种类 测定位置 测定高度(mm)
方形芯片
レーザ測定位置
部品高さ
t
t
--
2
2
t
-
-
铝电解电容器
レーザ測定位置
部
t
品高さ
β
-(t-β)
-(t-β)
β=0.45
元件高度
模部
β
β
2
-(t-β)
t
激光测定位置
2
t
元件高度 t
激光测定位置
激光测定位置
元件高度 t
元件高度
模部
激光测定位置
激光测定位置
4-52
第4章 生产程序制作 Rev00
5)激光识别十进制
激光识别用十进制可以指定。主要用途如下。
参见“激光线定心的流动”。
十进
制
操作 用 途
1 阴幅最小的边(第1最小阴 A)检测,从最小幅边
向 +90°位置旋转,最小幅(第2最小阴 B)检测,
位置偏移,开始角度校正,贴片。
芯片元件
2 阴幅最小的边(第1最小阴 A)检测,从最小幅边
向 + 方向用激光让其旋转,最小幅(第2最小阴 B)
检测,位置偏移,开始角度校正,贴片。
SOP 等带导线的元件
3 吸取姿势检测阴(第1最小阴 A)し,检测的边向
+90°位置旋转,最小幅(第2最小阴 B)检测,开
始位置偏移校正,贴片。
用在没有角的圆筒形元件。
这种情况下,忽略角度(忽
略极限),指追求元件中心。
0 激光定心不实施(只确认是否有元件),吸取姿势旋
转贴片角度贴片。
激光定心是不安定的元件
(极端薄小的元件)中使用
的。定心不实施贴片。由此,
贴片位置给吸取位置带来影
响
注意
十进制由元件种类决定初始值。通常变更带来更高的错误发生率。
特殊情况以外一定不要变更。
6)角度
吸取的激光识别元件在定心前旋转多少(角度)的设定。
外形尺寸初始输入时设定初始值。外形尺寸变更时,初始值不设定。
初始值 30°(0603 元件才有 40°)设定。变更后定心的安定性改变(大多数情况下,定心变
得不安定)。
注意
影响贴片精度只要没有从 JUKI 来的指示一定不要变更。
4-53