KE 2050 2060说明书.pdf - 第254页
第4章 生产程序制作 Rev00 4-5-2-2 坐标的示教 4-5-2-2-1 XY 轴的示教 <步骤> ① 将光标移动到想要示教的数据位置。 图 4-5- 14坐标示教(1) ※ 当为 XY 轴示教时, 如在 X、 Y 其中任何 1 个位置进行示教, 则可输入 X、 Y 轴两个方向的坐 标。 ② 使用 HOD 的装置选择键,选择示教中使用的装置(CAMERA 等)。 若预先输如入坐标,则所选择的装置移动到该坐标值处。 若…
第4章 生产程序制作 Rev00
4-5-2 示教
示教是指一边直接看贴片位置等的图像一边进行位置调整。
示教分为X、Y坐标的示教、Z轴示教、标记形状的示教,使用HOD进行。
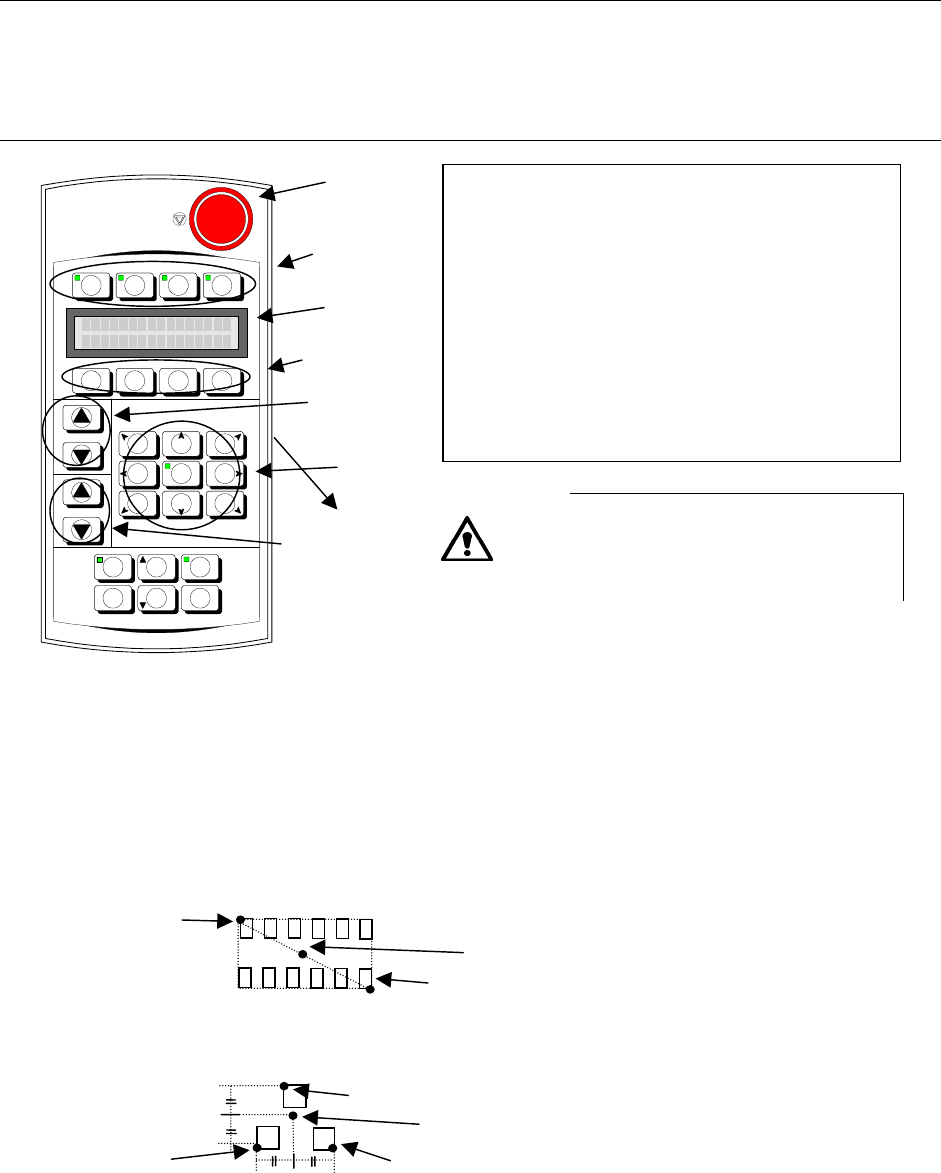
4-5-2-1 HOD(手动操作设备)的使用方法
<操作步骤>
① 使用跟踪球,选择示教位置。
② 按下“设备选择键”,选择示教的设备。
③ 在 LCD 上显示子设备。按“功能键”,选择子
设备(贴片头时、为 L1 贴片头等)。
④ 选择摄象机时,图像监视器上显示摄象机拍
摄的图像。一边看着监视器,一边操作“移
动键”,调整位置。
-X+Y +Z+Y +X+Y
-
θ
-X +
θ
+X
-X-Y -Z-Y +X-Y
FAST
DEV.NAME
No.
J U K I
F1 F2 F3 F4
NEXT
PREVIOUS PAUSEWINDOW
CANCEL ENTER
HMS CAMERA
VACUUM
ON/OFF
HEAD
LCD
装置选择键
移动键
No.键
装置名键
功能键
异常停止
注意
为了避免人身伤害,在进行 HOD
操作过程中,切勿将手放入装置内
部,也不要将脸和头靠近装置。
※ 用“设备选择键”选择“贴片头”后,可选择“No”键和“设备名称键”。
◆ No键:Z、θ示教时选择。
◆ 设备名称键:选择支撑台、坏板标记、KE-2030的R1~R4贴片头时使用。
※ 用“装置选择键”选择摄象机后,可选择 1POINT、2POINT、3POINT 及 WINDOW。通常使用 1POINT
进行示教。请根据需要选择。
◆ 2POINT:指定2点,取此2点的中央坐标。
※ 在不能完全进入监视
器的大元件(6mm 以上)
的示教时使用。
第1点
第2点
中央的坐标
◆ 指定3点,可将X坐标、Y坐标及最大值和最小值的中间值作为坐标。
第2点
第1点第1点
中央的坐标
3点
◆ WINDOW:取由四方形框包围的中央坐标。如选择WINDOW,将在图像监视器上显示四方形框。
操作X、Y的方向键,首先调整左边和上边的位置,然后按下ENTER键。接着调整右边和下
边的位置,然后按下ENTER键,最后再按下ENTER键进行确定。
4-108
第4章 生产程序制作 Rev00
4-5-2-2 坐标的示教
4-5-2-2-1 XY 轴的示教
<步骤>
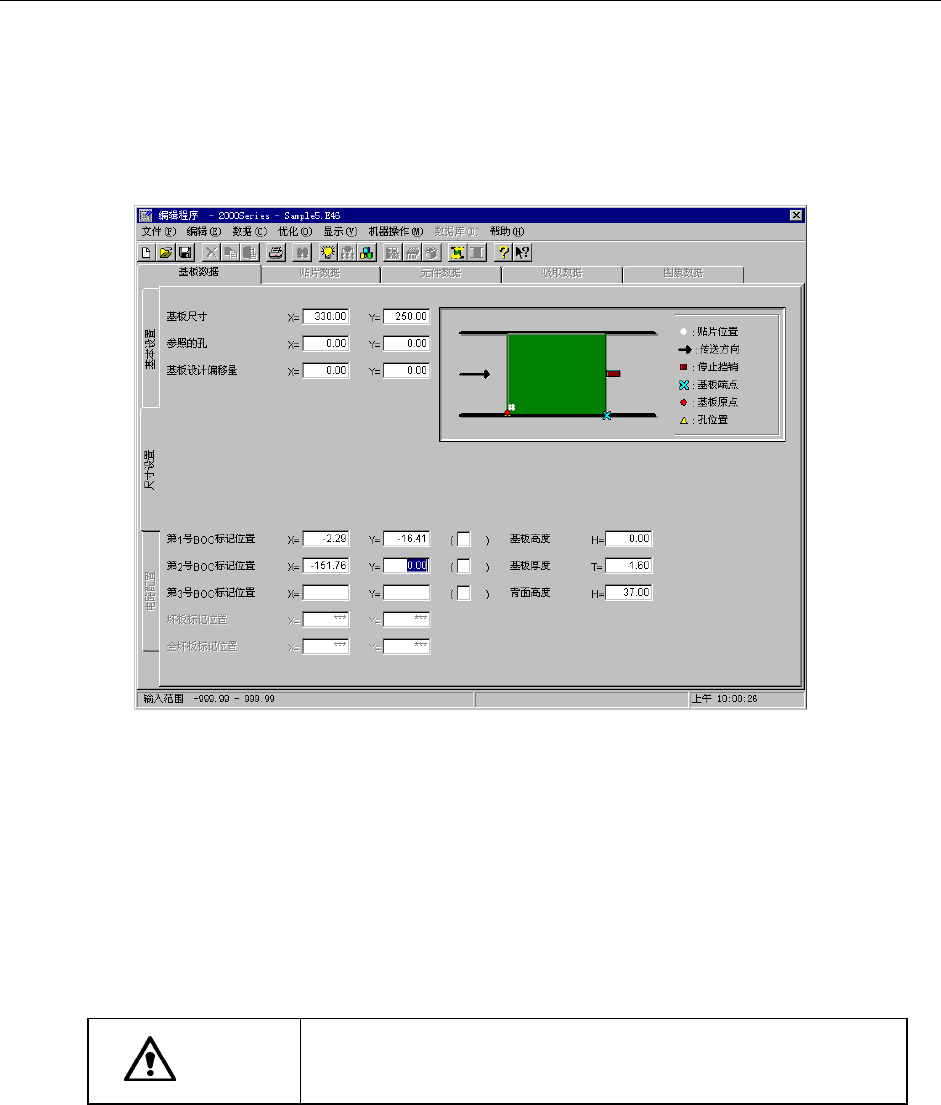
① 将光标移动到想要示教的数据位置。
图 4-5- 14坐标示教(1)
※ 当为 XY 轴示教时,如在 X、Y 其中任何 1 个位置进行示教,则可输入 X、Y 轴两个方向的坐
标。
② 使用 HOD 的装置选择键,选择示教中使用的装置(CAMERA 等)。
若预先输如入坐标,则所选择的装置移动到该坐标值处。
若未输入,则装置不移动。
注意
为了避免人身伤害,在 HOD 运行过程中,切勿将手放入装置内
部,也不要将脸和头靠近装置。
4-109
第4章 生产程序制作 Rev00
③ 边看监视器,边按“移动键”,将十字光标对准坐标中心。
此时,移动装置,画面上显示的数值(坐标值等)将发生变化。
此外,移动的装置到达移动界限时,发出报错声,通知操作人员无法移动。
每按 1 次“移动键”,移动 0.01mm。选择正中的“FAST”后,每按 1 次“移动
键”,移动 0.03mm。如按住不放,则移动更快。可在 LCD 画面上确认移动状态
数值。
④ 请按“ENTER”键,获取已示教的坐标数据。
4-5-2-2-3 Z 轴的示教
示教高度。
进行Z轴的示教时,能够选择的装置仅为贴片头和HMS。
如果用HMS进行示教,用摄象机进行XY轴的示教后,将其移动至测量位置,按装置的HMS键开
始示教,然后按ENTER键确定示教的值。
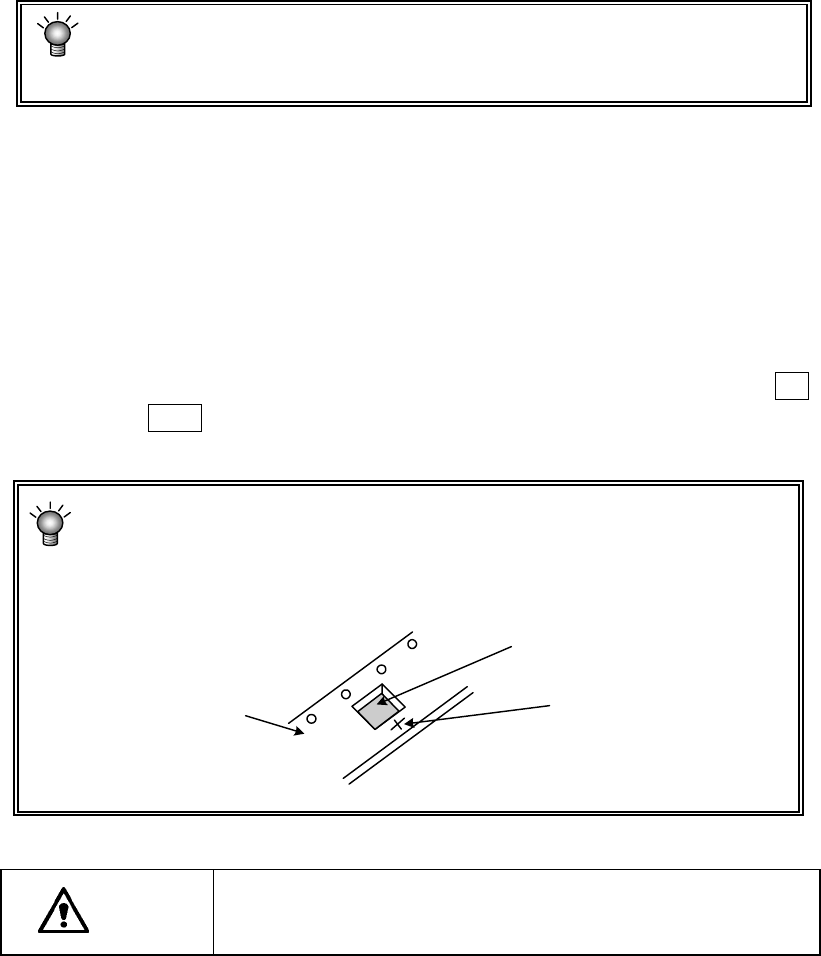
使用 HMS 进行示教时,因被测量元件的上底面(测量面)的表面状况(光泽、表面
粗糙程度),有时会导致激光散射,从而无法测定。
此时,请如下图所示将激光移动到带料托架上,代用该点进行 Z 轴的示教。
测定点
带料托架
元件
注意
为了避免人身伤害,在 HOD 运行过程中,切勿将手放入装置
内部,也不要将脸和头靠近装置。
4-110