KE 2050 2060说明书.pdf - 第346页
第 5 章 其它功能 Rev00 5-4-4-16 共面检测 若安装有共面性单元(可选),指定“共面性的重试次数”和“基准平面制作方法”。 若选择共面性,则显示下图的共面性设置画面。 图 5 - 38 共面性设置画面 No. 项目 设置内容 1 重试次数 设置共面性错误时的重试次数。 2 基准平面 为了判断引脚(或球)悬浮, 必须决定作为判断基准的平面(基 准平面)。 基准平面是通过识别所有引脚并由此制作假想平面的方式决定。基准 平面的…
第 5 章 其它功能 Rev00
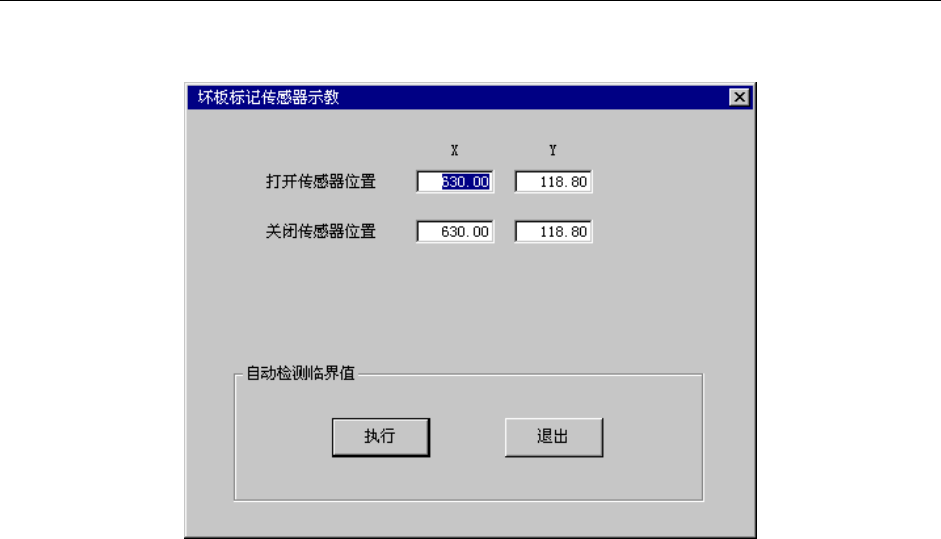
5-4-4-15 坏板标记传感器示教
当坏板标记的颜色和基板的颜色难以区别时,设置传感器的灵敏度。
选择坏板标记传感器示教,则显示如下图所示的坏板标记传感器示教设置画面。
图 5- 37坏板标记传感器示教设置画面
<设置方法>
1. 安装已作有坏板标记的基板。
2. 在传感器 ON 与、OFF 位置上示教坏板标记的中心位置与基板的位置(无模式处)。此时,将
明亮的基板设为“传感器 ON 位置”,暗的基板设为“传感器 OFF 位置”。(当为陶瓷基板时,
将基板设为“传感器 ON 位置”。)
3. 单击“执行”,则“自动获得”。
5-61
第 5 章 其它功能 Rev00
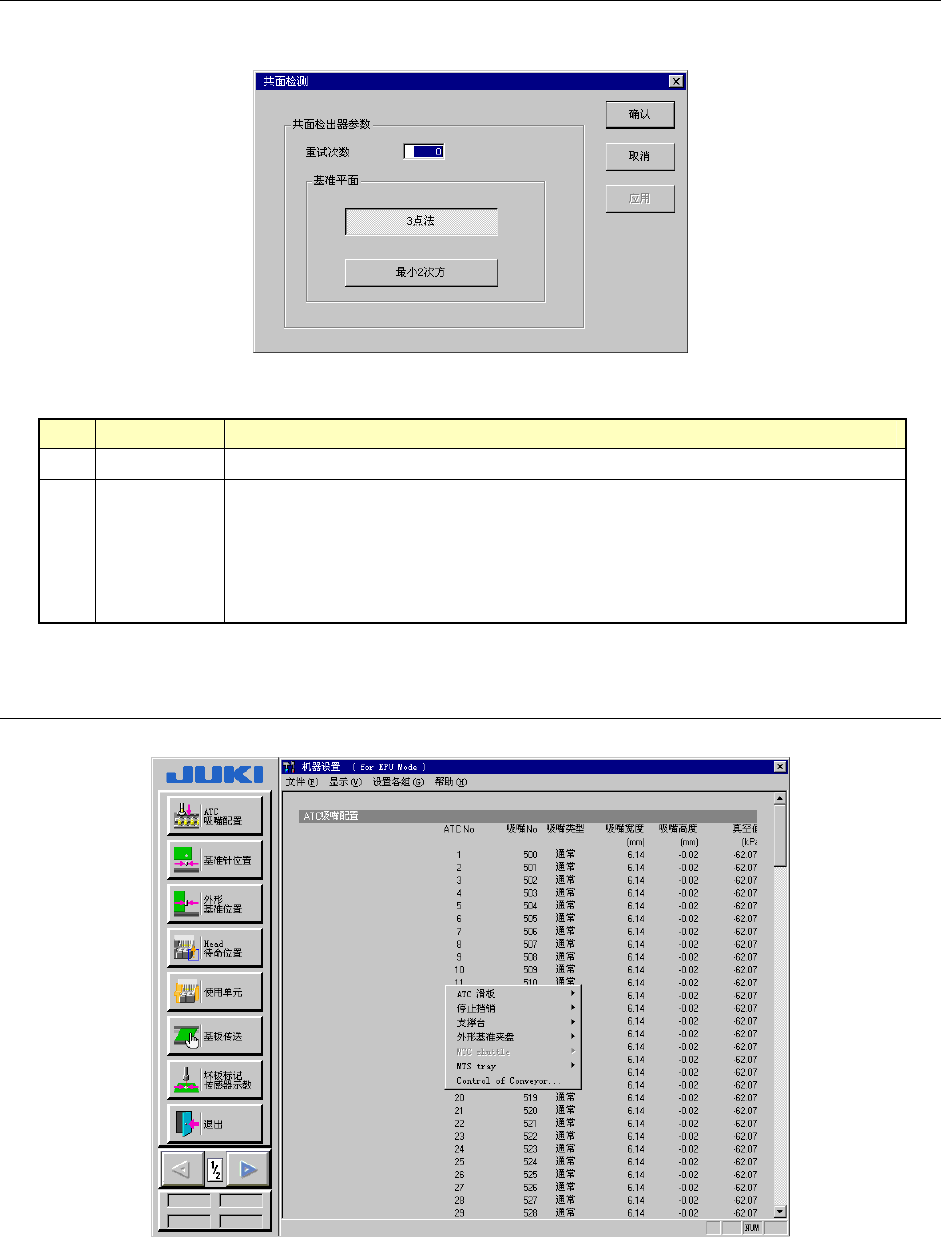
5-4-4-16 共面检测
若安装有共面性单元(可选),指定“共面性的重试次数”和“基准平面制作方法”。
若选择共面性,则显示下图的共面性设置画面。
图 5- 38共面性设置画面
No. 项目 设置内容
1 重试次数 设置共面性错误时的重试次数。
2 基准平面
为了判断引脚(或球)悬浮,必须决定作为判断基准的平面(基准平面)。
基准平面是通过识别所有引脚并由此制作假想平面的方式决定。基准平面的
制作方法,从“3 点法”和“最小平方法”中选择。
KE2000 系列根据 JIS 标准的规定,引脚元件采用“3 点法”,球元件采用
“最小平方法”。
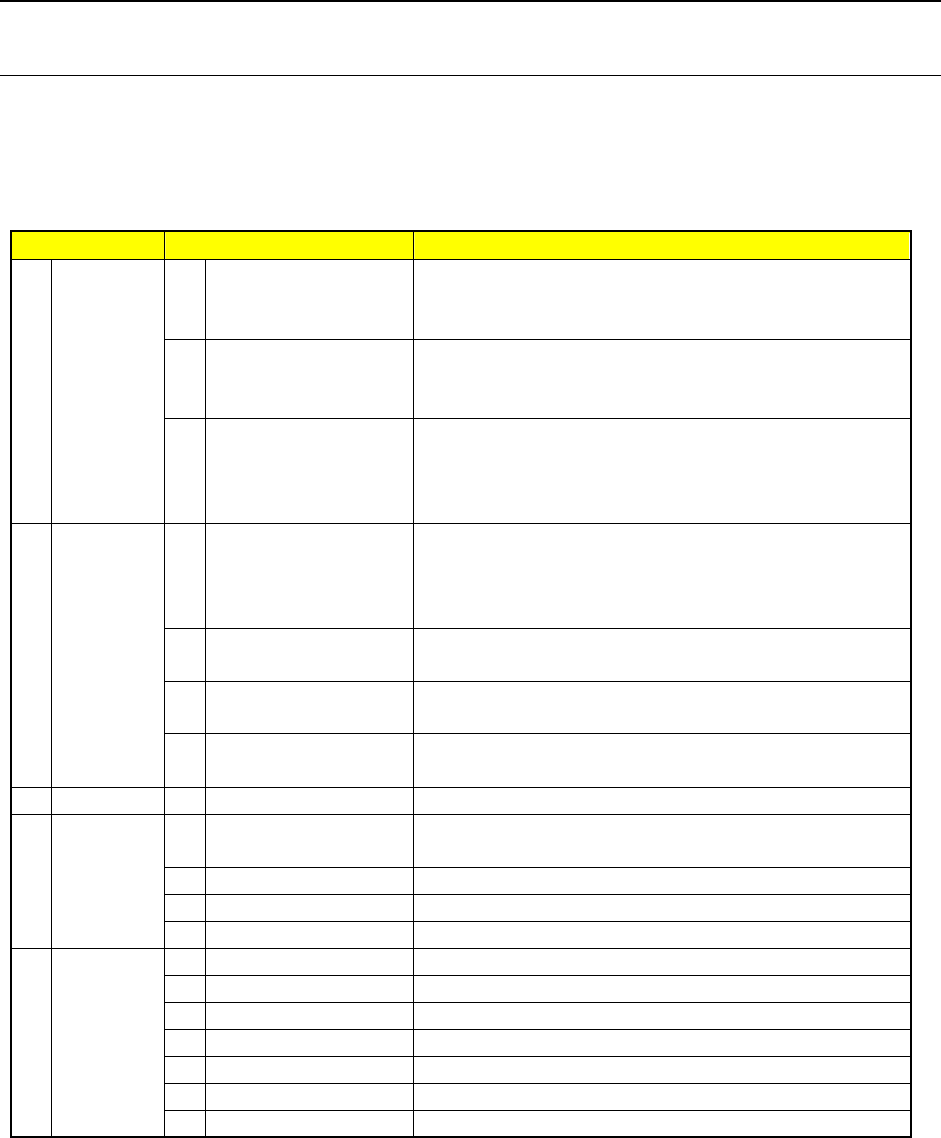
5-4-5 机器设置
在机器设置的输入中需要驱动机器时,点击跟踪球的“右”键或按“F9”键,启动弹出菜单。
图 5- 39机器设置的弹出菜单
若选择了弹出菜单的各菜单,则菜单扩充如下所示。用跟踪球选择并点击或用光标键选择按“E
NTER”键,可以驱动机器。
5-62
第 5 章 其它功能 Rev00
5-5 手动控制
5-5-1 概要
手动控制是指为了进行各运行确认或检查传感器ON/OFF的项目。
主要使用的功能有;基板的准备(请参见“2-7-1章 基板的设置”)、贴片头的移动、激光的
确认等。另外,还可通过被认为发生了故障的LED进行检查(使其点亮、熄灭)。
表 5- 4手动控制项目
主菜单 子菜单 内容
1 贴片头控制 以各贴片头为基准的 XY 轴的移动控制、坐标显示。
各贴片头的 Z、θ轴的移动控制、坐标显示
各贴片头的真空控制、喷吹控制、压力值显示
2 贴片头装置控制 以各贴片头装置(OCC、坏板标记传感器、HMS)为基准的
XY 轴的移动控制、坐标显示
各贴片头装置的控制、传感器的状态显示
1 贴片头
3 激光控制 各贴片头的真空控制、真空 ON/OFF 显示
各贴片头的 Z 轴移动控制、坐标显示
算法切换、测量、结果显示、图像显示
边缘检测、边缘检测显示
1 个别控制 挡块控制、外形基准气缸控制、支撑台控制、准备搬出
控制、基板可搬出控制、传送电动机控制、各种传送用
传感器及信号的状态显示,支撑台挡块、入口侧/出口
侧调节板气缸
2 自动控制 自动传送动作控制、各种传送用传感器、信号的状态显
示、基板工位间移动
3
自动基板宽度调整控制
自动基板宽度调整动作控制、基板传送宽度显示
各传传送用感器的状态显示
2 传送类
4 基板吸取控制 真空台的真空控制、喷吹控制、
支撑台控制
3 图像 1 VCS 控制 照明控制、状态显示、照明设备气缸控制
1 MTC 控制 梭子控制、托盘控制、吸引控制、状态显示、
传送宽度调整动作控制、传送宽度显示
2 定位销控制 送料器定位销控制、送料器位置指示器控制
3 DTS 控制 托盘控制、状态显示
4 供给装置
4 MTS 控制 托盘控制、状态显示
1 ATC 控制 ATC 滑块控制、传感器的状态显示、吸嘴吸取控制
2 信号灯控制 信号灯控制、蜂鸣器控制、状态显示
3 元件验证 验证控制、元件测量、状态显示
4 SOT 方向检查台 真空控制、状态显示
5 校准台控制 LED 控制、真空控制、状态显示
6 其他传感器 IC 元件废弃传送带停止传感器等的状态显示
5 其他
7 驱动器状况 X、Y、Z、θ轴驱动器的状态显示
5-63