KE 2050 2060说明书.pdf - 第200页
第4章 生产程序制作 Rev00 4-3-5-2-6 检测 对“芯片站立”、“共面检测”、“SOT方向检查”、“数值检查”、“判断异元件”进行设 置。 “共面检测”(仅限于KE-2060)和“数值检查”、“SOT方向检查”为可选项。 图 4-3- 20元件数据(检测) 1) 芯片站立 指定是否对芯片站立进行检查。通常3216以下的芯片元件必须执行。由于检查是在移动中进 行,所以几乎所有情况下都不需要间歇时间。 ※判定值: 自动输入根据已…
第4章 生产程序制作 Rev00
7) MTC/MTS/DTS
●MTC速度: 可指定滑梭的动作速度。如果使速度变慢,则向主体的元件供给会变得稳定,但
生产速度会变慢。
●吸取: 可指定MTC吸取侧垫片的种类(大、小)。
●滑梭: 可指定MTC滑梭侧垫片的种类(大、小、机械)。
※ 当为BGA等球形元件时,由于不能在ΜTC滑梭的垫片上吸取(使用真空),因此,使用机
械吸取(夹住元件外形)。
※ 在“附加信息”标签的“元件废弃”中设置了“返回托盘”时,不能选择“机械”项。
◆ MTC垫片的初始值
画面标记 默认值
吸取 ·元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
滑梭 ·元件种类为 BGA 时 :机械
·元件种类为 BGA 以外时,元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
●MTS速度: 可指定MTS托盘的拉出速度。
●DTS速度: 可指定DTS托盘的拉出速度。
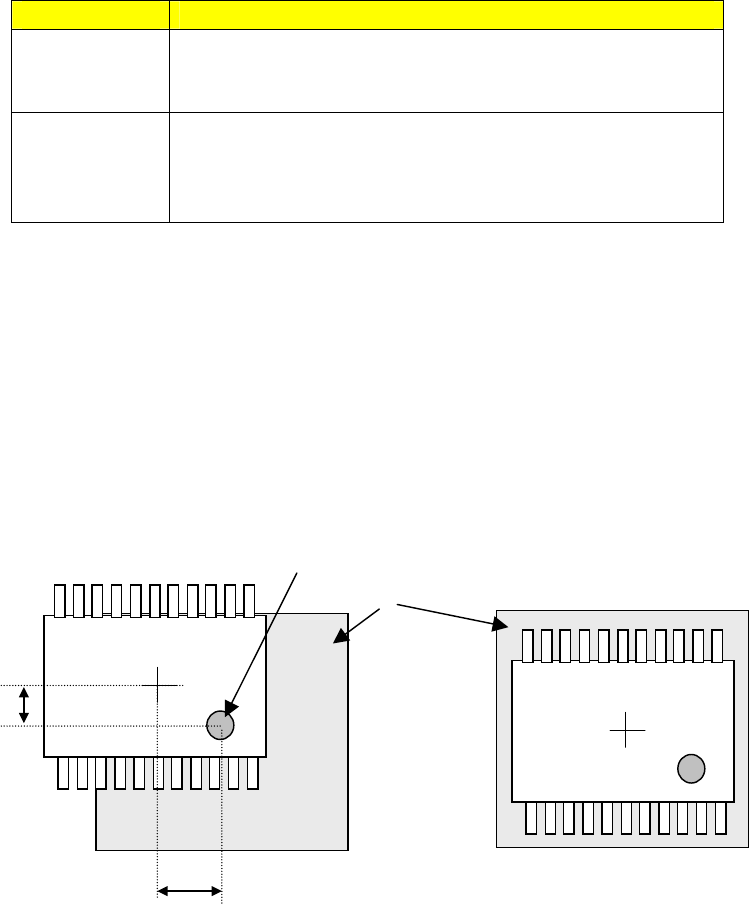
8) 识别中心偏移值(仅 KE-2060 可输入)
图像定心是通过将吸取中心位置(通常是元件中心位置)移动到VCS的中心位置来进行。
但象MCM(Multi Chip Module)之类的元件,因不能吸取元件中心,如果超出VCS视角范围时,
将不能进行图像定心。此时,可通过输入如下图的偏移值(a、b),使识别得以正常进行。
吸取中心位置=VCS 中心位置
b
⇒
VCS(的视角)
(俯视图)
a
4-55
第4章 生产程序制作 Rev00
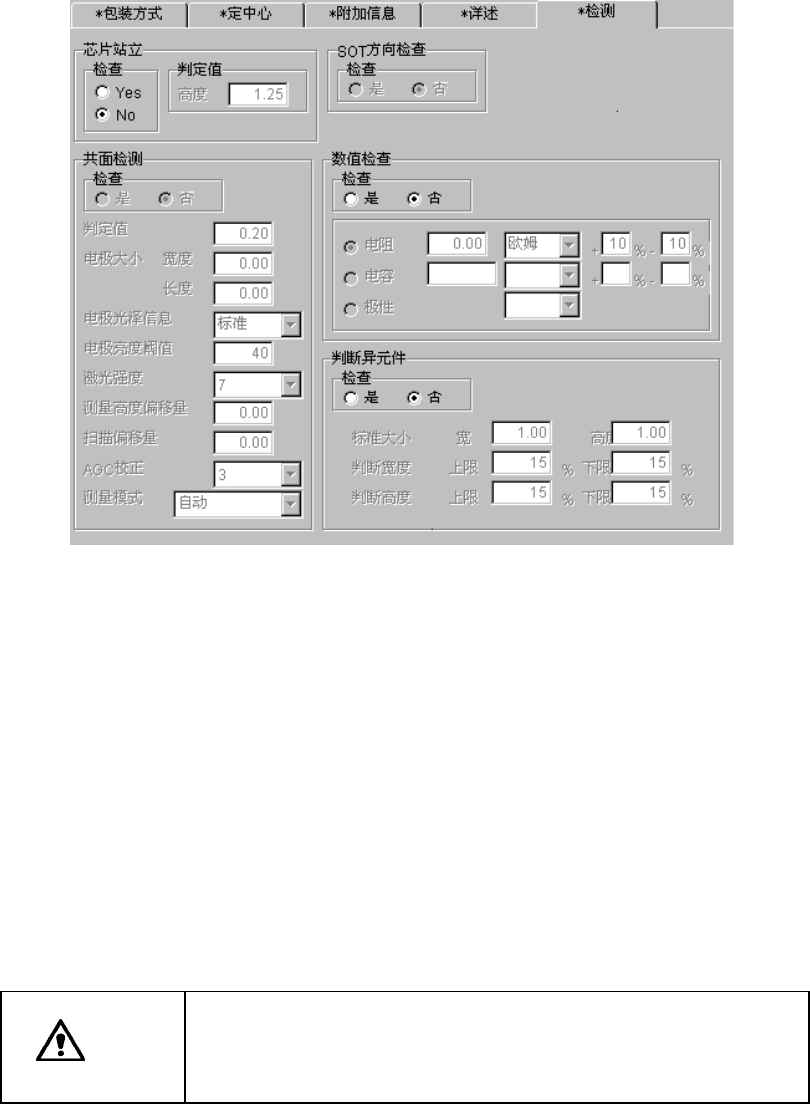
4-3-5-2-6 检测
对“芯片站立”、“共面检测”、“SOT方向检查”、“数值检查”、“判断异元件”进行设
置。
“共面检测”(仅限于KE-2060)和“数值检查”、“SOT方向检查”为可选项。
图 4-3- 20元件数据(检测)
1) 芯片站立
指定是否对芯片站立进行检查。通常3216以下的芯片元件必须执行。由于检查是在移动中进
行,所以几乎所有情况下都不需要间歇时间。
※判定值: 自动输入根据已输入的元件高度尺寸计算出的值。激光定心时,当测定值超过此
处的设置高度时,判定为芯片站立错误。
2) 共面检测(可选项,仅限于 KE-2060)
当为图像定心元件时,可指定是否检查引脚(球)悬浮和错误的判定值。检查将在生产时的图
像定心后立即进行。
详细说明,请参见附件
CD。
注意
除“ 检查” 、“ 判定值” 、“ 电极亮度阈值” 、“扫描偏移量”外,在没
有 JUKI 指示的情况下,请勿变更各值。如果设置错误,则将频繁
发生错误。
4-56
第4章 生产程序制作 Rev00
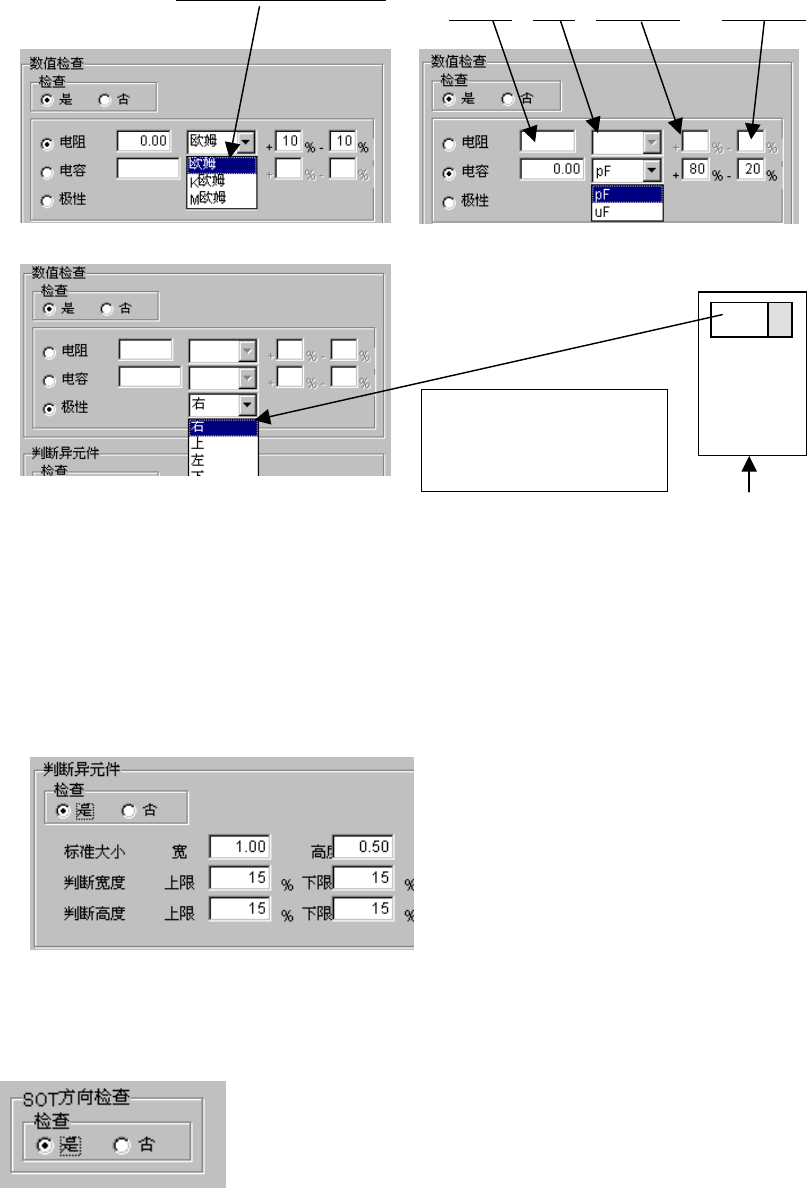
3) 数值检查(可选项)
指定是否检查电阻值、电容器容量与极性,及其判定值。可对生产前与元件用完后的最初元
件进行元件数值检查。主要用于检查元件的贴片错误。
以百分比的形式设置相对于电阻值与电容器容量基准值的判定区域。
按基准值、单位及判定区域(上限、下限)的顺序进行设置。
极性、单位的输入,请从下拉式一览表中选择
。
基准值 单位 判定上限 判定下限
请设定相对于元件供给方
向(包装方式)的元件正电
极的方向。
+
主体侧
带式送料器
4) 判断异元件
设置对是否对异类元件进行判定以及判定时的基准尺寸和判断级别。
如果进行异类元件判定,则检查激光定心时元件的纵横尺寸。当与设置值不同时,判定为异
类元件错误。
主要用于检查不同尺寸元件的贴片错误等。
检查与生产时的激光定心同时进行。
5) SOT 方向检查(可选项)
指定是否进行3向引脚SOT的方向检查。可对生产前与元件用完后的最初元件的SOT方向进行检
查。主要用于检查元件的贴片错误。
4-57