IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第100页
8.3.2 焊料 填充 形成 BTC 供应商 一 般 不要求 在封装 趾 部形成焊料 填充 , 通 常 的 共识 是 这些 填充 能 改 善 可 靠性 。 BTC 的 边 缘或趾 部 侧 面会 形成焊料 填充 。 因 为 BTC 供应商 在元器件 分离 后 不会 保护外露铜 以 免 氧 化 ,所 以 不 应该 期 望 对 趾 部形成 填充 。 表面贴装工艺参 数 也 影响填充 形成。 其它变 量为 PCB 焊盘大 小 、焊 膏 量、焊 …
金、钯和银脆化一起作用。“金/银脆化”是焊
接结构的弱化,其原因是由于太多晶体状AuSn-
IMC晶片和焊料的薄弱界面。更多的这种IMC晶
片导致此类界面的密度更高以及更严重的焊点
弱化。由于IMC和周围的焊料之间CTE的不同存
在界面负荷。AuSn-IMCs、AgSn-IMCs或它们的
结合在作用方面没有实际区别。
在焊点中普遍 使用3%到4%(按重
量)的贵金属
基本上是经验法则。它加到整个焊料体中并假定
IMC均匀分布在整个焊料体中。然而,对于小于
3%含金量(重量),很少发生脆化的问题。
用正确的观点去研究问题是重要的。金和银脆
化是由于镀金和镀银时较厚或不受控的沉积所
造成,它们不发生在浸镀制程中,无论是采用
化学镍/浸金还是浸银作为表面处理时。
8.2.7 间隙⾼度 增加间隙高度是增强底部端
子元器件焊接可靠性
的方法。中心焊盘(散热焊
盘)设计、焊膏覆盖量、导通孔数量和大小已证
实对间隙高度有很大的影响。增加间隙高度可
采用厚模板来达到,但该选项会有限,因为有
焊膏释放和中心焊盘漂浮对模板宽厚比和面积
比的要求。另外,因为多种类型的元器件贴装
在同一板子上,为一个或两个元器件运用厚模
板是不可取的。
一个替 代 方法是增 加 封装底部散热焊盘的电
镀厚度。这被Amkor一直使用在Bump MLF概念
中,如图8-1。电镀加厚100μm导致封装焊点间
隙高度增加100μm。
这导致了封装板子可靠性有
2倍的增加,见图8-2。
8.3 PCB设计考虑 PCB板的一些设计指标会
影响焊点的可靠性。
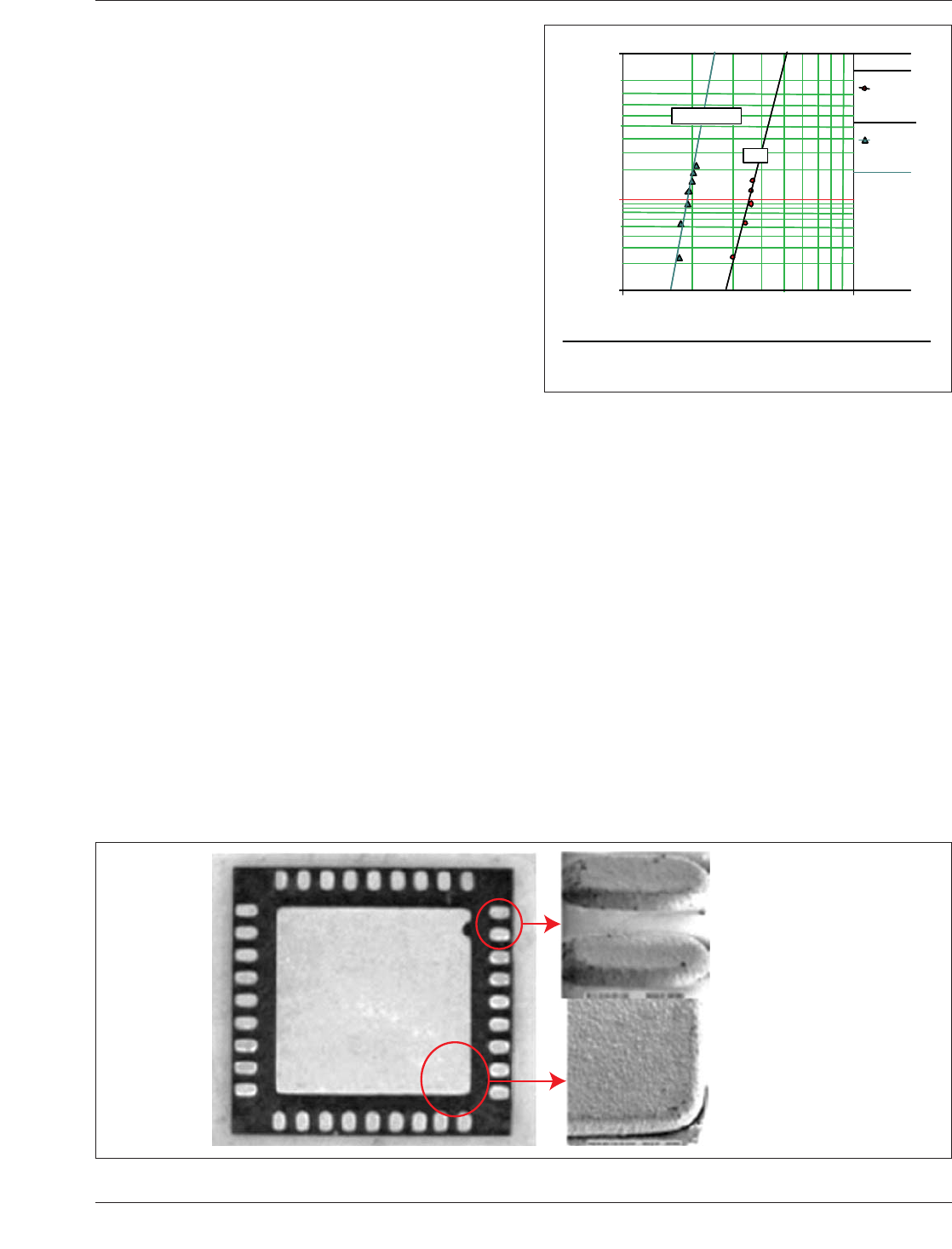
8.3.1 焊盘尺⼨ 影响可靠性另一因素是焊点形
状,它决定于板子上的金属化焊盘。因为BTC是
无引线元器件,焊点的形状与焊盘有关。BTC封
装下面较大的焊盘提供较好的可靠性,如图8-3
的威布尔图所示。比较带有28端子的7mm封装、
带有焊盘尺寸0.28mm×0.6mm和带有焊盘尺寸
0.23mm×
0.4mm QFs的48端子封装,其疲劳寿
命有2倍的改善。较大焊盘导致较大的焊点,要
形成完整的裂缝需要较长路径。
IPC-7093-8-1-cn
图8-1 向上电镀凸起
引线上电镀凸起
芯片连接盘电镀凸起
IPC-7093-8-2-cn
图8-2 温度冲击后QF焊点裂缝
1000.0 10000.0
1.0
5.0
10.0
50.0
90.0
99.0
ཡ᭸ᗚ⧟⅑ᮠ
㍟〟ཡ᭸Ⲯ࠶∄
ေᐳቄ
W2 R RX - SRM MED
F=5 / S=25
β1=10.08, η1=4447.98, ρ=0.97
W2 R RX - SRM MED
F=7 / S=23
β2=14.00, η2=2255.67, ρ=0.97
ࠨ䎧
-
ᰐࠨ䎧ḷ߶
-
2011年3月 IPC-7093-C
87
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
8.3.2 焊料填充形成 BTC供应商一般不要求
在封装趾部形成焊料填充,通常的共识是这些
填充能改善可靠性。BTC的边缘或趾部侧面会
形成焊料填充。因为BTC供应商在元器件分离
后不会保护外露铜以免氧化,所以不应该期望
对趾部形成填充。
表面贴装工艺参数也影响填充形成。其它变量为
PCB焊盘大小、焊膏量、焊膏助焊剂活性、再
流焊环境和间隙高度。当填充形成时,它增加
了焊点结合长度,要形成裂
纹需要较长路径。
8.3.2.1 检验BTC的⽅法 检验BTC虚焊连接和
冷焊的一个有效办法需要:
1. 焊膏检查仪(SPI)确定是否有足够的焊膏;
2. 自动光学检测仪(AOI)检查元器件边缘或两
侧填充;
自动X光检测仪(AXI)也可检验焊料是否充足。
在 这种情况下,SPI系 统就没有必要了,但仍
需要AOI。重要的是要知道单独AXI不具备所需
的检测覆盖率
,以防止BTC组件的缺陷如虚焊
和冷焊。
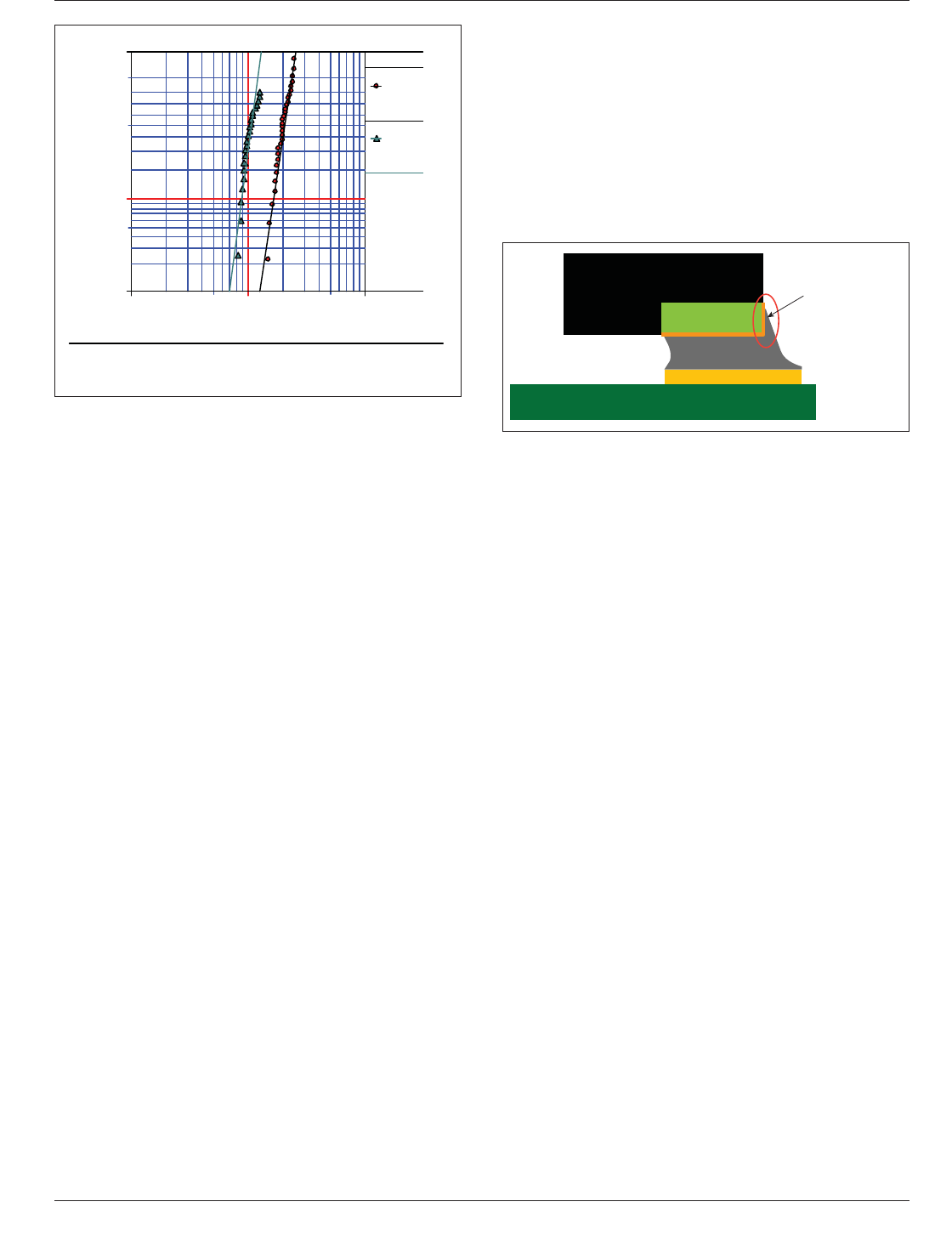
8.3.2.2 可 见 侧⾯ 填充需要BTC有可湿 润的
侧⾯ 在以上讨论的方法中,AOI系统是用来通
过评估元器件边缘可见的焊料填充来确定BTC
组装是否良好。在再流焊后,要达到外部可视焊
料填充需要BTC元器件边缘有可湿润的侧面。
BTC周边边缘(例如JEDEC MO220中的QF元器
件)在切割或冲压分离表面/侧面基本上都有露
铜。只
要铜没有显著氧化,这些铜外露区域是
可湿润的。然而即使经过几天储存后,铜表面
可能已氧化以至于使用一般的免清洗助焊剂也
不再有充分的湿润。基于这个原因,没有特别
处理的QF引线外露铜区域是不期望有润湿焊
接的。见图8–4的QF例子。
8.3.2.3 BTC侧⾯可润湿性规范 JEDEC MO220
定义了QF元器件的基本特性,这些一般也应
该适用于所有BTC
。另外,以下对于BTC侧面
可湿润性的规范也是需要的:
• 每一IO引线必须在元器件边可视侧面(不内缩
I/O引线)。
• 每一侧边必须是可湿润的。
• 模封化合物不允许溢出至IO引线侧面。
• 不可见IO双排或多排引线不能用此方法检查。
侧边应当也可以满足与其它元器件相同的可焊
性要求。
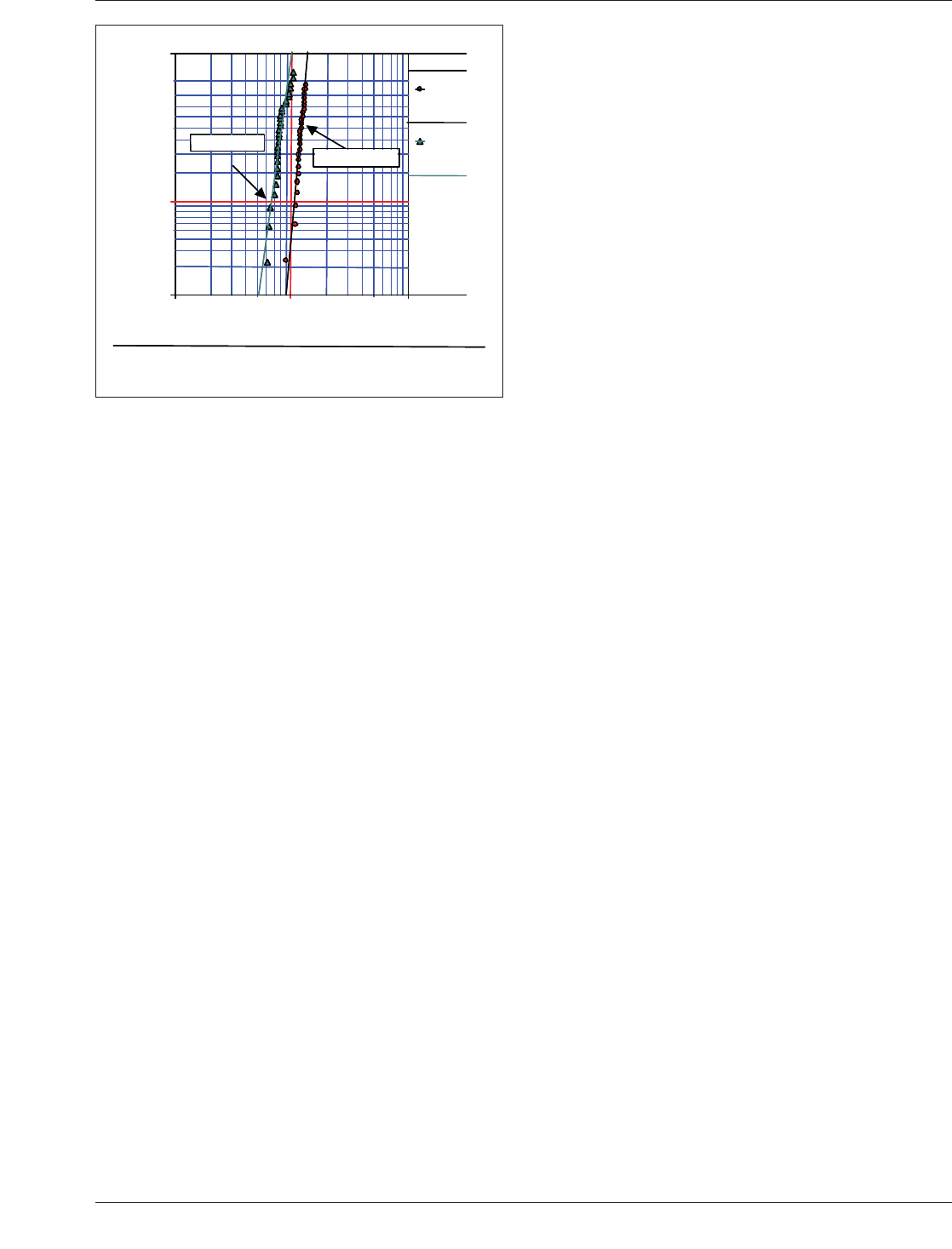
8.3.3 板厚 薄印制板有更好的板级可靠性。
印制板基材FR4 (~
17ppm/°C)的CTE比封装模封
化合物大(~10 ppm/°C)。薄印制板通过弯曲减
少了由于PCB与封装间整体CTE不匹配而产生
的循环应变,从而增加了焊点疲劳寿命。测试在
10mm-68引线和5mm-32引线封装上执行,用0.8
mm和1.6mm厚的板子,表明薄板疲劳寿命至少
有30%改善。见图8-5。
8.4 散热焊盘空洞 散热焊盘空洞会导致可靠
性问题。没有规则定义可接
受的空洞水平。这
由具体的元器件和元器件的使用条件而定。只
要在最大运行条件下,热焊盘对冷却要求能提
供足够的覆盖,那就可接受。这些要求应该由
热模型导出。
IPC-7093-8-3-cn
图8-3 7mm BTC封装,焊盘尺⼨对疲劳寿命的影响
100.0 10000.01000.0
1.0
5.0
10.0
50.0
90.0
99.0
ཡ᭸ᗚ⧟⅑ᮠ
㍟〟ཡ᭸Ⲯ࠶∄
ေᐳቄ
7mm-28
W2 RRX - SRM MED
F=30 / S=0
β1=8.60, η1=2124.93, ρ=0.98
7mm-48
W2 RRX - SRM MED
F=23 / S=7
β2=9.61, η2=1106.65, ρ=0.93
IPC-7093-8-4-cn
图8-4 带有可湿润侧⾯的QF
PCB
QFN
4)1᧕䀖⛩
4)1ᑖਟ⒯⏖ח䶒ˈ
ᵏᵋᴹח䶒ປݵ
✺⛩
IPC-7093-C 2011年3月
88
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
8.5 可靠性设计(DfR)⼯艺 针对表面贴装焊
点疲劳行为已在实验基础上进行了很多研究。
确保与典型电子产品实际损伤机理相同的研究
结果已经导出了焊点疲劳的数学模型。因为可
利用更多的测试结果,这一模型已被扩展为当
前的形式,出现在IPC-D-279中。
该模型适用于没有涂覆层的焊接。敷形涂覆复
杂性和巨大的差异性,使它不可能考虑所有变
量而开发一个通用模型。具有敷形涂覆的产品
应该用带
有和不带有相同涂层的测试样品进行
评估,以鉴定涂层对可靠性的影响。
改 善 可 靠性DfR的适当措施可采取两种形式之
一,但将两者优化组合使用可以增加可靠性的
裕度。这些措施是:
1. 热膨胀系数合 理 调整以减少整体膨胀不匹
配;
2. 增加连接的兼容性来适应整体膨胀不匹配;
3. 用合适的底部填充材料来机械连接元器件和基
材,以消除整体膨胀不匹配的影响
。
此外,旨在高可靠性的DfR流程也应该包括:
4. 选择与焊料间没有太大的局部CTE不匹配的
基板材料;或
5. 如果第4项不能完成, 降低连续的润湿长度,
以减小界面应力。
CTE合理调整包括选择PCB和/或元器件的材料
或材料组合来达到最佳CTE设计。对于耗散功率
的主动元器件,其最佳DCTE(CTE设计)是~1-3
ppm/°C
(取决于耗散的功率)同时印制板具有较
大CTE,对被动元器件来说,为0ppm/°C。当
然,由于组件有多种元器件,全面CTE最佳化
不可能对所有元器件都达成。它需要在对可靠
性有最大威胁的元器件上实行。对有气密性要
求的军工用途,需要采用陶瓷元器件,CTE调
整意 味着对PCB材料CTE有限制,这种材料如
Kevlar
™
和石墨纤维物料,或因瓦铜夹芯板和铜
钼夹芯板。选择玻璃纤维环氧树脂和玻璃纤维
聚酰亚胺作为PCB材料对大多数商业应用来说
太贵。因此,CTE合理调整要避免较大尺寸元
器件,比如陶瓷封装(CGAs、MCMs),使用合金
42引线框的塑料封装(TSOPs、SOTs),或有着
刚性结合芯片的塑料封装(PBGAs)。
增加BTC焊接的连接柔性意味着要增加
焊点高
度(见章节8.2.7)或切 换 到 柔性带引线连接技
术。对柔性带引线连接,增加引线的柔性意味
着改变元器件供应商以切换到有较高柔性的那
些引线图形或切换到细间距技术。
DfR程序需要强调失效物理学的观点而不忽视失
效统计分布。这一程序可能包括以下几步:
1. 识别可靠性要求:预期设计寿命和设计寿命
结束时可接受累积失效概率。
2. 识别负载条件:使用环境(例如
,IPC-SM-785)
和由于功率耗散产生的散热梯度,这可能是
会变化的,并产生大量微循环(能源之星)。
3. 识别/选择组装结构:零部件和基材选择、材
料 性 能(例如,热膨胀系数)和连接几 何形
状。
4. 评估可靠性:确定 已设计组件的可靠性潜
能,用IPC-9701所示的方法或其它合适的技
术比较可靠性要求,这个过程可能要反复。
5. 平衡绩效、成本和可靠性的要求。
8.5.1 磨损机制 影响任何焊点连接可靠性的
主要失效机理是热力过程的损伤累积
,比如蠕
变和疲劳。失效也由导致开路的金属电迁移和
热迁移引起。化学反应或会引起腐蚀和增强金
属间离子迁移(短路)的物质会增加热机械失效
和电气失效。在现场从未观察到焊料凸起的磨
损失效。这表明了焊料凸点的稳健性以及可靠
性模型的保守性,这将在随后进行解释。
IPC-7093-8-5-cn
图8-5 威布尔图显⽰在长疲劳时间下薄板结果
100.0 10000.01000.0
1.0
5.0
10.0
50.0
90.0
99.0
ཡ᭸ᗚ⧟⅑ᮠ
㍟〟ཡ᭸Ⲯ࠶∄
ေᐳቄ
W2 RRX - SRM MED
F=26 / S=4
β1=13.69, η1=1254.23, ρ=0.97
Thick
W2 RRX - SRM MED
F=29 / S=1
β2=9.42, η2=854.83, ρ=0.94
PPᓖᶯ
-
PPᓖᶯ
-
2011年3月 IPC-7093-C
89
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---