IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第50页
些共沉积 元 素 的含量 水 平 应该受 控 ,不能超过 规 定的工艺限 值 。 磷 或 硼 含量 水 平 的 变化 ,超 出 规 定的工艺限 值 时可能会对 处理 表面的可焊 性 和焊 点 的可 靠性带 来不 利 影响 。 5.3.3.2 电 解镀镍 /电 镀 ⾦ 镍/金 结合 物 另 外 一 种是 电 解 镀镍/ 电 镀金 表面 处理 。 这 种 电 镀是 类 似 的, 但是 会导 致 与 化学镍/ 浸 金 不同的 晶粒 结 构, …
化有机化合物涂层(比如苯并咪唑化合物),用
于覆盖外露铜表面以防止氧化。OSP一般是一种
水基有机化合物,选择性地与铜结合形成有机
金属层以保护铜层,保持其可焊性。
OSP可以使用多种化学物。一些常见的如苯并三
唑、咪唑和苯并咪唑。这些涂层通过防止铜表
面氧化或锈蚀而保持其可焊性。这些涂层一般
将电路板沉浸在OSP缸内或通过喷洒
得到。只要
过程受控而达到OSP涂层均匀,两种方法都是可
以的。涂层的厚度变化很广,可以从很薄(0.01
μm)到相对厚的0.2μm到0.5μm。厚涂层比薄涂
层更优先,特别是如要经过多次再流焊接或板
子两面焊接的等待间隔时间太长(比如,隔天以
上)时。应该注意的是,所有的OSP不是一样的,
因为有专门开发的OSPs用于能承受温度较高的
无铅再流焊曲线。
表面OSP有许多优点
。其中最重要的是,能避免
锡/铅HASL的主要问题而使电路板表面保持平
整。它同样是要符合欧盟法规无铅要求。OSP也
要改进密封问题,从而可以减少焊膏印刷的相
关缺陷以提高整体良率。
由于OSP镀层是透明的,涂覆的端子还是维持着
铜的外观,所以能进一步发觉任何焊膏的印刷错
误情况。如果使用酒精或其它溶
剂洗掉PCB上的
焊膏,同 样也会清除掉OSP层。这会增加铜氧化
的风险从而影响可焊性。但是如果有必要,这
样的板子可以重新涂覆。这里不建议清洗和擦拭
板子。但具体的做法应该可以依照IPC-7526,
它介绍了模板和印刷不良板的应用资料。工艺工
程师应该与化学清洗供应商一起制定正确的清
洗工艺,可以清除焊膏且最小程度地去除表面的
OSP。
有一些工艺过程与OSP不
兼容。例如,如果在焊
接过程中焊膏或 助 焊 剂 没 有覆盖焊盘所有表
面,再流焊接后会出现退润湿外观。在过波峰
焊时,很重要的一点是让助焊剂要进到PTH孔
内,以形成正面焊料填充。同样,在SMT制程,
焊膏必须覆盖焊盘整个表面,避免在焊盘边缘
出现退润湿外观。另外,可能有的免清洗助焊
剂和某种溶剂不兼容。在通过再流焊接、波峰
焊和手工焊等多次热冲击后,也可能会有可焊
性问题。
5.3.3 贵⾦属镀层/涂层 随着欧盟法规要禁止
在电子焊接中使用铅,看到了更多的使用贵金
属如金和钯作为PCB表面处理。其它两种贵金
属表面处理也很受欢迎,它们是化学镍/化学
钯/浸金(EEPIG)和直接浸金(DIG)。这些一般
被称为通用表面处理,因为它们能被焊接与连
接,也适宜作为可接触表面处理。特别地,当
EEPIG用于SAC无铅制程来焊接BTC元器件端
子时,可以减轻使用EIG有时会看
到的焊点变
脆问题。
5.3.3.1 化学镍/浸⾦(EIG) 化学镍/浸金提供
了非常好的储存寿命,适合于SMT制程的平贴
焊接表面以及适合于内部电路测试(ICT)电子探
针接触的良好表面。EIG表面处理具有经过多
次再流焊接后还可维持可焊性表面,同时很少
有与操作相关的问题。由于镀镍层的存在,强
化了PTH 孔壁强度,在多次再流焊接和PTH元
器件返工后还能保持完好。贵金属
表面涂覆处
理比OSP处理成本高,与HASL相比,成本相当
或贵过HASL,这取决于PCB的复杂程度。如果
想在一个板上混合采用多种表面处理,比如在
某处镀i/Au而在其它地方涂覆OSP,要实现这
种制造过程比较困难而且成本高。
在化学镍工艺使用的还原剂包括磷或硼。在化学
沉镍时镍减少,而磷或硼结合到镍沉积中。这
表5-2 各种板⼦表⾯处理的主要属性
HASL
锡铅/锡铜
1
OSP 化学镍浸⾦电解镍/⾦ 浸银
2
浸锡
储存寿命
适当操作
1年 6个月 >1年 >1年 6个月 6个月
操作 正常 避免直接接触 正常 正常 避免直接接触 避免直接接触
SMT焊盘表面图形 半球形/不平平整平整平整平整平整
多次再流循环 好,但需要稳健的板材 一般,涂层厚更好 好 好 一般/好 一般/好
注:
1. 无铅HASL时优选铜合金
2. 为保持光泽可能需要有机保护层
2011年3月 IPC-7093-C
37
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---

些共沉积元素的含量水平应该受控,不能超过
规定的工艺限值。磷或硼含量水平的变化,超
出规定的工艺限值时可能会对处理表面的可焊
性和焊点的可靠性带来不利影响。
5.3.3.2 电解镀镍/电镀⾦ 镍/金结合物另外一
种是电解镀镍/电镀金表面处理。这种电镀是类
似的,但是会导致与化学镍/浸金不同的晶粒结
构,且不会出现“黑盘”焊点破裂现象。
电解镀镍/电镀金在图形电镀后,大多在阻焊膜
前
,因此有表面污染的风险。在电解镀镍/电镀
金上施加阻焊膜,比起其它表面处理阻焊膜附着
力低。这会导致BTC组装时的问题,尤其是在返
工时。如果覆盖在BTC焊盘和导通孔之间的阻
焊隔离翘起,焊料就会从焊盘流入导通孔,导致
焊料不够或焊点开路。
另一个担忧是很难控制整块板上的镀金厚度。
金层可能过薄(比如在密集电路区域)或金层可
能过厚(比如在
独立电路区域)。后面一种情况
可能因为焊点中金过量(>3%)而引起金脆化。
5.3.3.3 化学镍/钯/浸⾦(EEPIG) 为了解决化
学镍/浸金(EIG)工艺的一些问题,已经开发
了另外一种化学镀和浸金组合工艺。转变为无
铅焊接后,对制造、工艺和无铅电子产品的可
靠性提出了许多问题。其中一些评估包括i-7%
P/Pd/Au (EEPIG)(5μm/0.06μm/0.03μm)工
艺。
5.3.3.4 直接
浸⾦(DIG) 直接浸金(DIG)是另
外一种表面处理方式,可以直接在铜表面沉积
成一个薄且均匀的镀金层。通过监控镀金槽中
的沉积反应,可以确认铜没有与金一起沉积,
沉积的主要驱动力来自于自动催化反应。铜表
面的粗糙度影响焊料的延展性。而当镀层厚度
在30到80nm之间,可以得到特性良好的焊点。
此外,引线键合良好性能取决于中性PH
值,自动
催化型化学镀金槽和镀金层。
对于DIG处理的表面,无铅焊接与锡/铅共晶焊
接相比,焊接结果通常较差(延展性差)。有必
要了解在无铅工艺下,在150°C下金属间化合物
层(IMC)随时间变化的情况如下:
a) 0小时,Sn/Ag/Cu焊料与锡/铅焊料的IMC层
厚度差异很小
b)经过100小时的外露,IMC层厚度基本相等
c) Cu3Sn的IMC层厚度随受 热 时间增加而
继续
增加
d)与锡/铅焊料一样,使用Sn/Ag/Cu焊料时的
Cu3Sn清晰可见。
5.3.3.5 浸银 浸银是一种金属可焊性的保护
层。它可永久性地成为组装板完整的一部分,
或是牺牲性保护层,在组装过程中防止铜氧化
并保持可焊性。对于接触探针测试,浸银也是
良好的表面处理。
业界继续在寻找可替代的表面处理,以克服与
HASL、OSP和EIG表面处理相关的缺点。其
中
最有前景的可替代表面处理是浸银和浸锡。
5.3.3.6 浸锡 浸锡有相当长的历史,但是由于
早期担心形成金属间化合物而降低可焊性,所
以应用受到了限制。这些担忧在最近的工艺中
得到解决。浸锡是一种金属可焊性的保护层,
在组装过程中防止铜氧化并保持可焊性。与浸
银相比,由于锡有比较高的接触电阻,不太适
合探针测试。其中一点担心是在使用无铅焊料
的焊
点中有大量的锡,当产品经历各种应力变
化时会生长晶须。
浸银和浸锡都是使用浸镀方法将金属沉积在板
子表面上。
5.3.3.7 固体焊料沉积物 固体焊料沉积(SSD)
自1986年就有了。它是一种预先在表面贴装盘
上以固体的形式预置完成元器件附着所需所有
焊料的方法。SSD工艺使用有粘性的助焊剂涂层
在最终再流焊时将元器件定位。这种具有粘性的
助焊剂一旦干掉,比焊膏具有更强的保持力,
而且
如果污染也没有关系,因为它不导电也不
具有腐蚀性。这就意味着,安装具有不可视引
线或引线在本体底部的元器件时,更具有可预
测性而获得更好的良率。
SSD应用的基本步骤如图5-3所示。
SSD生产注意事项如下:
• 固体焊料沉积应用工艺步骤(见图5-4)。
• 焊膏印刷到焊盘上,在没有干扰时过再流焊,
这是一种比较简单的施加焊膏方法。在Z方
向
由贴装压力引起的元器件不良都可以消除。
IPC-7093-C 2011年3月
38
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
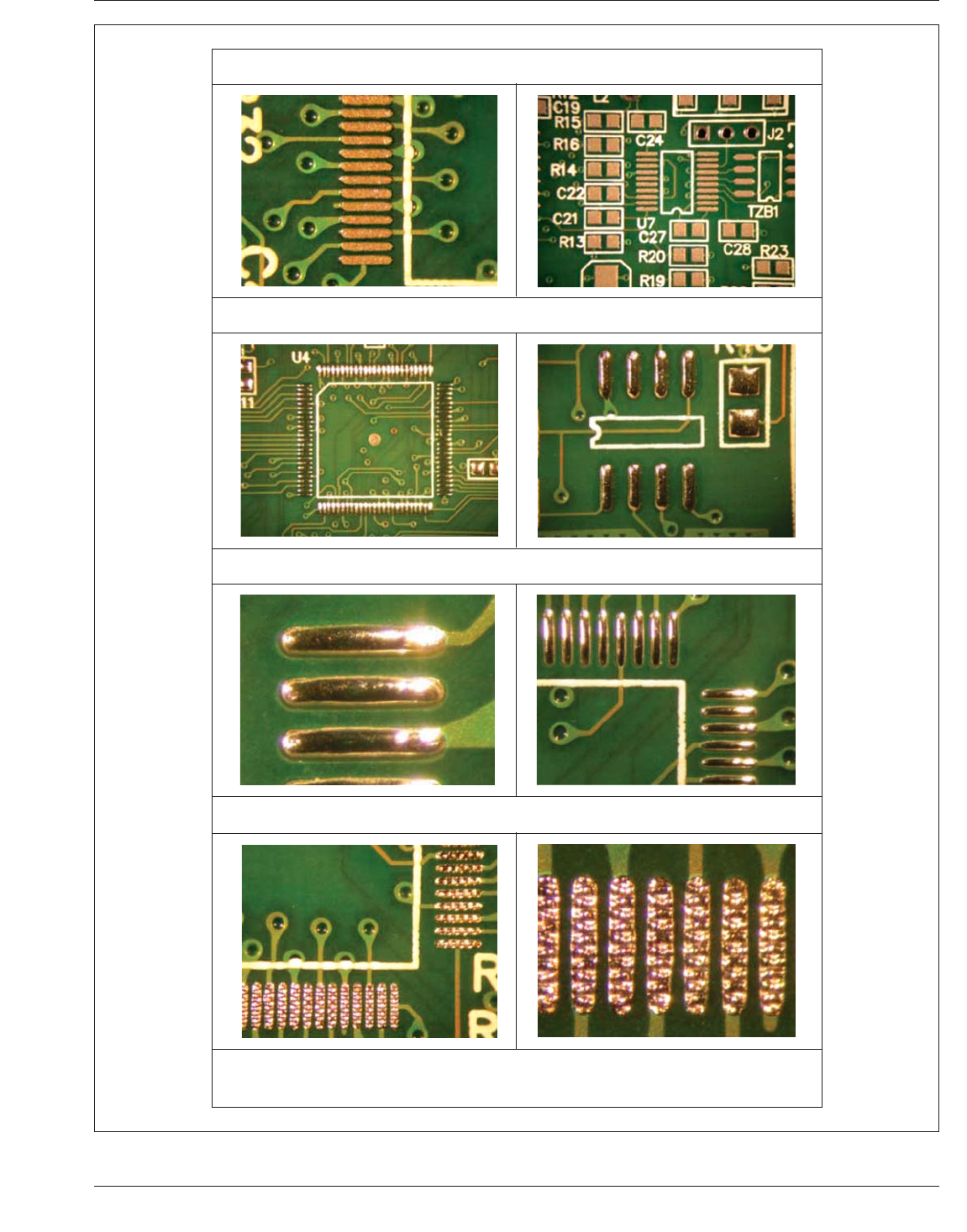
IPC-7093-5-3-cn
图5-3 SSD应⽤基本制作步骤
运用模板和焊膏印刷表面贴装焊盘
不贴装元器件焊膏回流
清洗焊膏产生的残留物
压平圆形SSD凸块
用模板将粘性助焊剂印刷在表面焊盘上及在组装之前用纸保护粘性表面
2011年3月 IPC-7093-C
39
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---