IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第56页
I型单面 I型双面 导通 孔 ,盖 孔 (I型导通 孔 ) 用阻 焊 材 料( 通 常 为 干膜 ) 涂敷 并 跨 接在 通孔 上,无 附 加材 料在 孔 内。可 涂敷 在一 侧 或 两侧 。 II型单面 II型双面 导通 孔 ,盖 孔再 覆盖 (II型导通 孔 ) 用 第 二 层阻 焊 材 料 覆盖 在在 I 型 盖孔 上。 III型单面 III型双面 导通 孔 , 塞孔 (III型导通 孔 ) 允许 部 分材 料 渗 到导 通孔 内…
以下是各种导通孔填充方法的定义,包括四个
基本的概念:
• 盖导通孔-被干膜阻焊膜覆盖的导通孔;这导
通孔里没有任何填充。当导通孔两边被遮盖的
时候,会有气体残留在孔内的问题,经过大量
焊接时会膨胀。当只遮盖一边时,在组装过程
中会有化学物残留在孔内的问题,尤其当使用
活性强的助焊剂时。
• 灌淹导通孔-用湿感光(LPI)阻焊膜灌淹的导
通孔;导 通孔
部 分 被 填充或孔壁被阻焊膜覆
盖。这工艺可以通过使用真空工作台来改良。
• 堵塞导通孔-涂覆阻焊膜之前要完成的一个附
加的操 作 ,即导通孔用导电或非导电材料填
塞。
• 填充导通孔-用材料填充导通孔,形成一个材
料完全渗透和密封的孔。
• 金属化封盖导通孔-是二次操作给导通孔提供
一个金属覆盖,这金属化镀层是覆盖导通孔两
边的。
导通孔
堵塞经常与BTC元器件一起使用,用于
防止过波峰焊时焊料流至BTC的焊点上。表5-3
显示导通孔填充和表面处理条件之间的关系。
作为惯例,导通孔灌淹和金属化封盖工艺应该是
在表面处理后使用。对 于OSP和浸银表面处理,
必须在表面处理之后进行金属化封盖处理。因为
用来清洗铜表面的化学物会残留在孔盖周边。
这些残留的化学物会腐蚀导通孔孔壁而使导通
孔开路。表面处理
之后的金属化封盖工艺由于
热外露会降低表面处理的效果(如OSP、浸银、
浸锡),所以有必要烘烤导通孔封盖材料。
IPC-4761定义了7种现有的堵塞/封盖导通孔的
不同方法。见图5-7所示。重要的是要认识到,
导通孔保护的遮盖、堵塞和填充方式的选择将
会直接影响随后的组装过程。
IPC-4761除了定义7种导通孔保护方法,也阐述
了它们的利与弊。
优先选择已有的填充方式要
依据制造商和组装者的能力而定。为了避免组
装过程的复杂性,从事制造过程的所有人员懂
得如何权衡这些选项是必须的。
对于HASL处理的印制板来说,焊 料 镀层可以有
效防止焊盘表面由于化学药水的侵蚀受到损伤。
HASL表面处理也增加孔壁的总厚度。应该要注
意的是,在 填充前已被焊料覆盖的导通孔,其焊
料层在反面过再流焊时会融化。其结果是造成
填充材料
松脱。在某些情况下,制造过程中过
多的焊料涂层厚度或焊料聚集在孔内,焊料可
能会排出气体和飞溅,或从保留的出口排出。
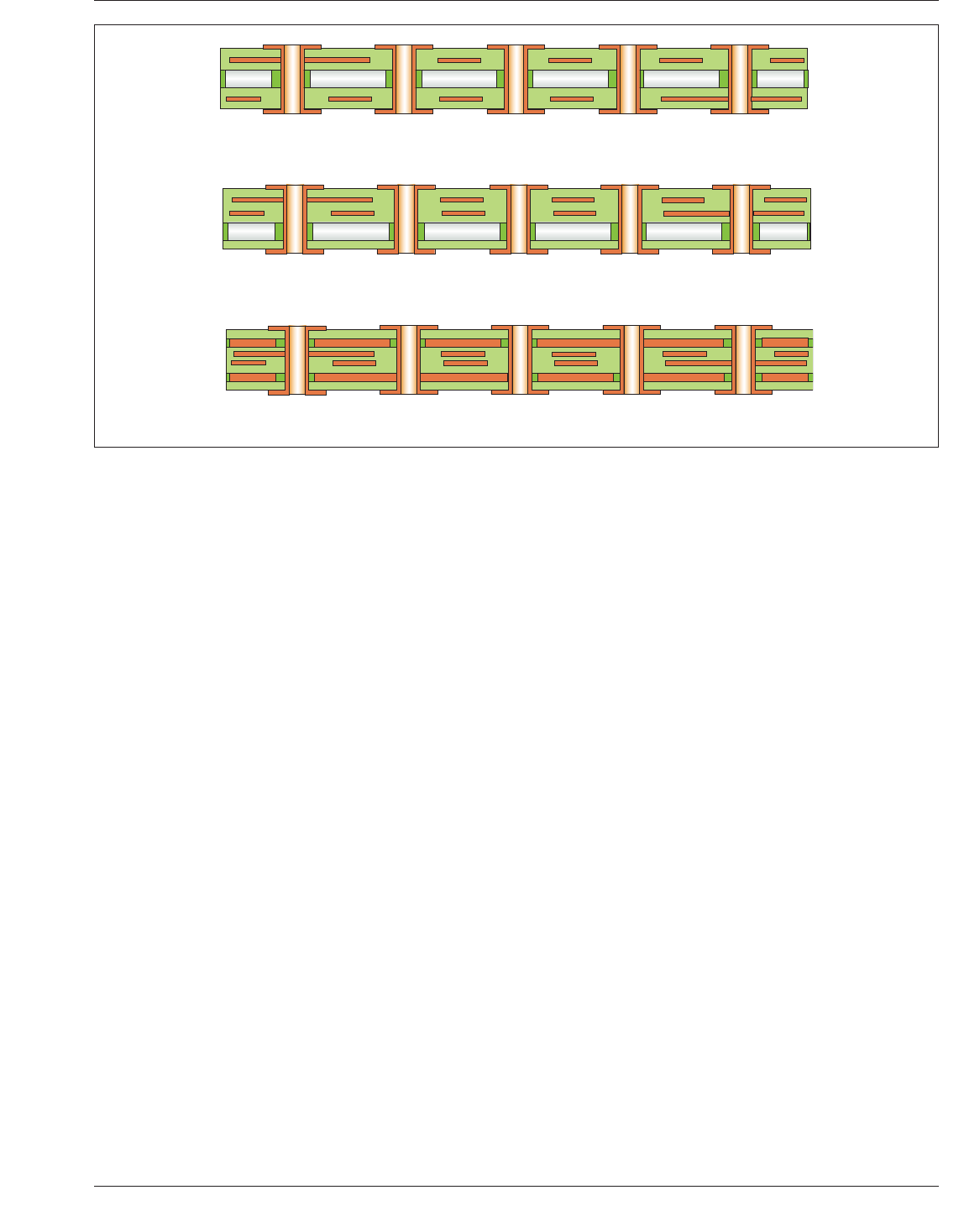
5.5 热扩散结构整合(例如,⾦属芯板) 当结
构、散热或电气要求有规定时,一种导电限制芯
片或金属芯可以植入到有机基材中形成新的结
构。推荐将板子线路层布局成关于金属芯对称。
也可制作成关于金属芯非对称的结构(例如,金
属芯两侧有不同数量的层压板数);但是穿过整
个层叠的
镀通孔可能会降低可靠,因为金属芯
或限制芯片的两侧膨胀不一致。见图5-8。
非对称设计的优点是可以从机械性能和/或需要
散热的区域中独立出电气性能和功能。其中的
缺点是板子和金属芯材料的热膨胀系数的显著
差异。在组件焊接/再流焊作业过程中,或当系
统在运行并外露于变化过大的工作温度时,电
路板可能会产生扭曲。
可通过在互连产品的背面增加铜平面来得到一
些补偿。增 加 的 铜平面会使膨胀系数稍
微增
加,且会使焊接更困难,因为焊接的时候需要
更多的热能以保证焊点的形成。一个正面的影
响就是增强了热传导性。
5.5.1 层压顺序 最理想的结构是电路板层关
于位于板子中心的金属芯对称。如果这样,单
个多层电路板可以分开生产,它们都有各自的
层压顺序。例如:生产一个四层板,该板有导
通孔贯穿整个四层,这可以直接复制到芯板另
一侧。
为满足在已选和可用范围
内的机械约束,多层
板金属芯的总厚度一般大约应该为整个板厚度
的25%。限制的金属芯板常被使用,因为芯片
层可以通过显影、蚀刻然后连接到镀通孔。较
表5-3 导通孔填充/掩盖对表⾯处理的⼯艺评估
表⾯处理 盖孔灌淹⾦属覆盖 塞孔 侵⼊
HASL 可行 合格 可行 可行 可行
OSP 可行 不推荐 可行 可行 可行
EIG 可行 合格 可行 可行 可行
ImAg 可行 不推荐 可行 可行 可行
ImSn 可行 不推荐 可行 可行 可行
2011年3月 IPC-7093-C
43
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
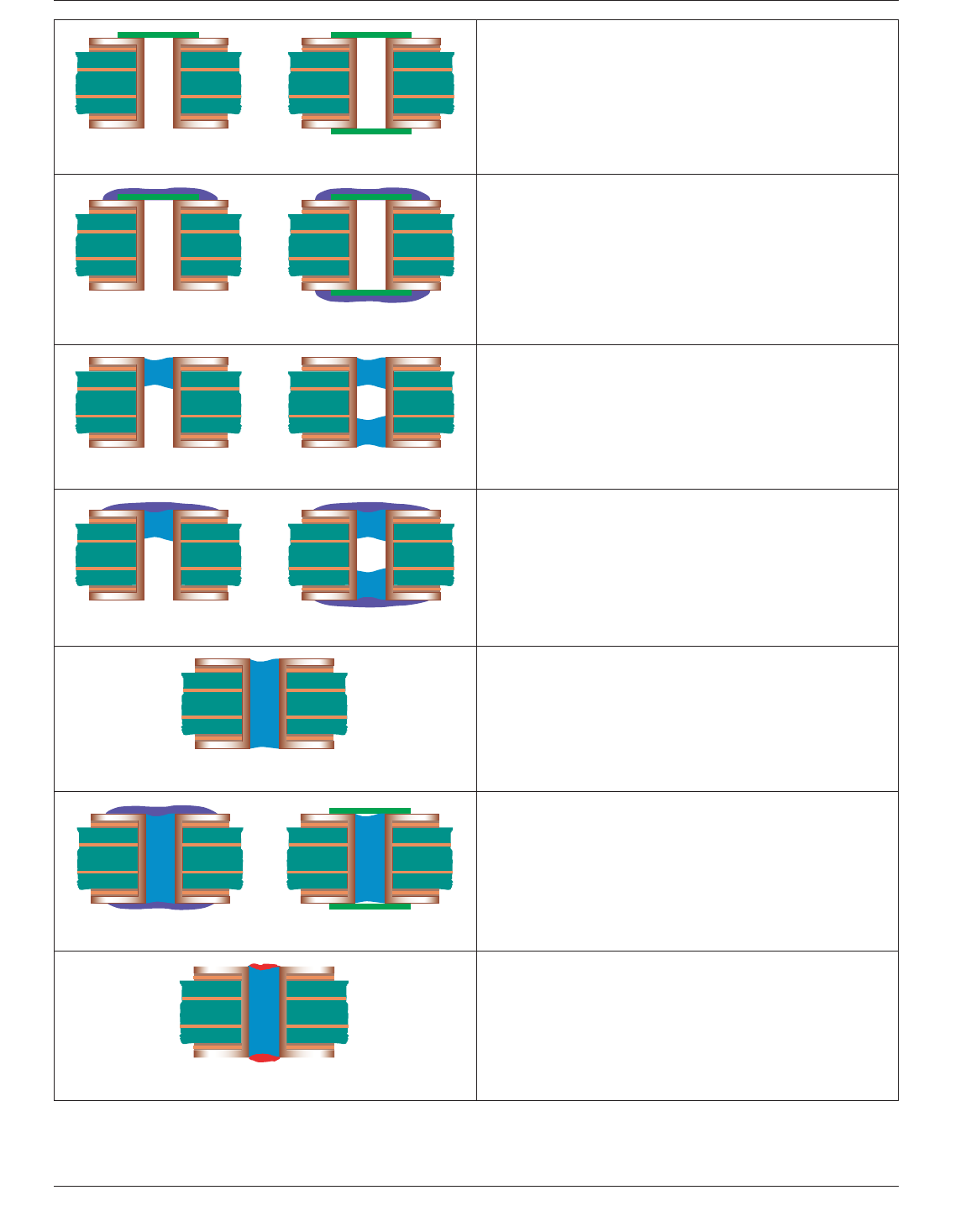
I型单面 I型双面
导通孔,盖孔
(I型导通孔)
用阻焊材料(通常为干膜)涂敷并跨接在通孔上,无附
加材料在孔内。可涂敷在一侧或两侧。
II型单面 II型双面
导通孔,盖孔再覆盖
(II型导通孔)
用第二层阻焊材料覆盖在在I型盖孔上。
III型单面 III型双面
导通孔,塞孔
(III型导通孔)
允许部分材料渗到导通孔内。可从任一面或两面施加
材料。
IV型单面 IV型双面
导通孔,塞孔再覆盖
(IV型导通孔)
用第二层阻焊材料覆盖在在型III盖孔上。可从任一面
或及双面施加材料
V型
导通孔,填孔
(V型导通孔)
将材料施加到导通孔内,旨在孔内填满/密封材料。
VI型单面 VI型双面
导通孔,填孔再覆盖
(VI型导通孔)
用第二层阻焊材料(液态或干阻焊膜)覆盖在V型通
孔上,可从任一面或及双面施加材料。
VII型
导通孔,填孔再⾦属化覆盖
(VII型导通孔)
用第二层金属层覆盖在V型通孔上,从双面施加金
属层。
图5-7 导通孔保护模式
IPC-7093-C 2011年3月
44
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
厚的中间金属芯在层压前必须预先钻孔,以便
让所需的钻过并电镀过的导通孔加入到PCB板
的两外层。一些研究表明一个板上有两个金属
芯比单个金属芯有更好的热循环。
另 外 一种结构是一个带有特别 限制的金属芯
板,当金属芯两边板都完工后,这块板将粘合
到厚金属芯层两侧形成多层板。这种复合板之
后的工序为钻孔、电镀和蚀刻以形成两板间的
镀通孔连接。应该提供样品以测试复合结构的
完整性。
5.5.2 热传导通道 金属芯板大大增加了组装
过程的热质量。这就可能迫使焊接预热在异常高
温极限下进行。这些设计应该在其发行前对所处
的生 产条件 进行全面地评估。层压板破裂、变
色 以 及 粒状纹 理 焊料是常 可 观察到的典型变
化。元器件和散热平面间传热通道,通常是通
过与散热平面直接接触,或通过在该元器件下
面的热导通孔连接到散热芯
或平面。
5.5.3 散热焊盘粘接 为了使带有多引线封装的
BTC获得高性能,印制板必须正确设计且封装
安装必须有特别考虑。为了增强散热、电气和
板级的性能,封装外部外露焊盘应该与PCB上
相应的散热焊盘焊接在一起。为了使板子有合
适的热传导,散热导通孔应该整合在散热焊盘
区域的印制板设计中。为导通孔能联结内排信
号端子,内排端子和散热焊盘间的间隙是必须
的。所需的间隙大小取决于具体应用。
印制板焊盘图形的设计应该要考虑封装、印制
板和板子组装的尺寸公差
。一些因素会对BTC
封装安装和焊点质量产生显著的影响。如:
• 在散热焊盘上的焊膏覆盖率
• 散热焊盘区域和周边焊盘的模板设计
• 用于与BTC互连的导通孔类型
• 印制板厚度
• 封装端子电镀表面处理
• 印制板表面处理
• 焊膏类型
• 再流焊曲线
理想的情况是散热焊盘的尺寸应该与BTC封装
外露的芯片连接盘的尺寸相匹配。由于考虑导
通孔所需间隙,散热焊盘的尺寸会缩小而比封
装芯片连接盘尺寸小。从组装的
角度来看,如
果板子散热焊盘比封装外接盘小,不会有严重
问题。但是从热效率的角度看,只要板子上散
热焊盘尺寸接近于封装内部芯片的尺寸,就会
有最小程度的热效率损失。
印制板上的散热焊盘应该有75%以上的焊料覆
盖率,可用充填图形来减少总的焊膏量。为维
IPC-7093-5-8-cn
图5-8 ⾦属芯板结构举例
ޣҾ㣟ᶯሩ〠䠁ᡆ䲀ࡦ㣟ᶯ
ޣҾ㣟ᶯнሩ〠䠁ᡆ䲀ࡦ㣟ᶯ
ৼ㣟ᶯ䠁ᡆ䲀ࡦ㣟ᶯ
2011年3月 IPC-7093-C
45
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---