IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第45页
5.2 安装结构的特性 BTC 元器件的 安 装结构 与 其它 许 多 不同封装结构需求元器件的结构 相 同。 这些 结构 使 得 安 装结构复杂 化 , 从 而要 确 定 树脂 、 加固材 料 以 及在 很 多 应 用 情 况 下 让 元 器件 附着 的表面 金属层 的结构。 PTH 导 通孔 连接 PCB 散热 焊盘到任何 适 合的 PCB 內 部电气 平 面。对 于双 面板来 说 , 非 盖孔 PTH 导 通孔 在混合组装的 波 …
5 安装结构
本节提供了生产BTC安装结构所用的各种材料
和基本概念,使得BTC正确贴装和附着。除了实
体要求外,还包括电气、散热以及要说明BTC
元器件设计和组装工艺相互关系的结构细节,
也探讨了一些关于互连概念的新技术以及嵌入
BTC到安装结构的方法。
5.1 安装结构的类型 PCB和其它类似的互连
平台充当BTC和其它元器件的安装结构。它们有
许多可供
选择的有效组装结构,以满足电子组
装中BTC所需求的互连基板。这种结构采用宽
泛的材料,有机和无机的,具有各种物理特性。
材料的选择一般依据成品的成本/性能需求。
5.1.1 有机树脂类 有机基材是电子互连结构
中最常用的材料,此类材料已在全世界建立生
产基地。大批量生产的结果表明:这种互连结
构在技术竞争中成本最低。有机材料本质上有
利于电气性能。最显著的
是,通过选择合适的
树脂和加固材料,平均而言它有一个相对低的
介电常数。恰当使用材料,比如玻璃纤维,可
以增强有机基材强度,但是挠性电路材料通常
不作加强。
5.1.2 ⽆机结构 无机结构是有机结构的替代,
它 们 通 常 是 由 烧 结 金属氧 化物构成的耐火材
料。通常无机材料很脆,但是它们有一些有机
材料不易得到的显著优点。
首要的
优点是出色的热性能。和有机基材一样,
它们也有许多材料可供选择:陶瓷、硅胶和陶
瓷金属。这些材料比有机材质有更高的介电性
能。由于很脆,所以一般很容易破碎。由于无机
材料供应商比较有限,所以这些材质一般都比
较贵。
5.1.3 分层(多层、顺序/叠加和⾼密度互连) 当
单和双层金属电路板还是很普遍时,多层互连结
构在当今
高性能电子BTC元器件的互连已有普
遍需求。制造多层电路板产品有许多方法。传统
的多层板是通过印刷和蚀刻薄的铜箔材质层,
然后层压为一个整体结构,再根据需要通过钻
孔和电镀将层间连接起来。
但是最近,替代结构在解决与BTC有关的高密度
和布线问题时得到开发。这些新结构使用各种
不同的方法形成适宜的多层结构。这些结构可
参考高密度互连(HDI)印制板,包括叠加多层、
顺序多层和层压多层。
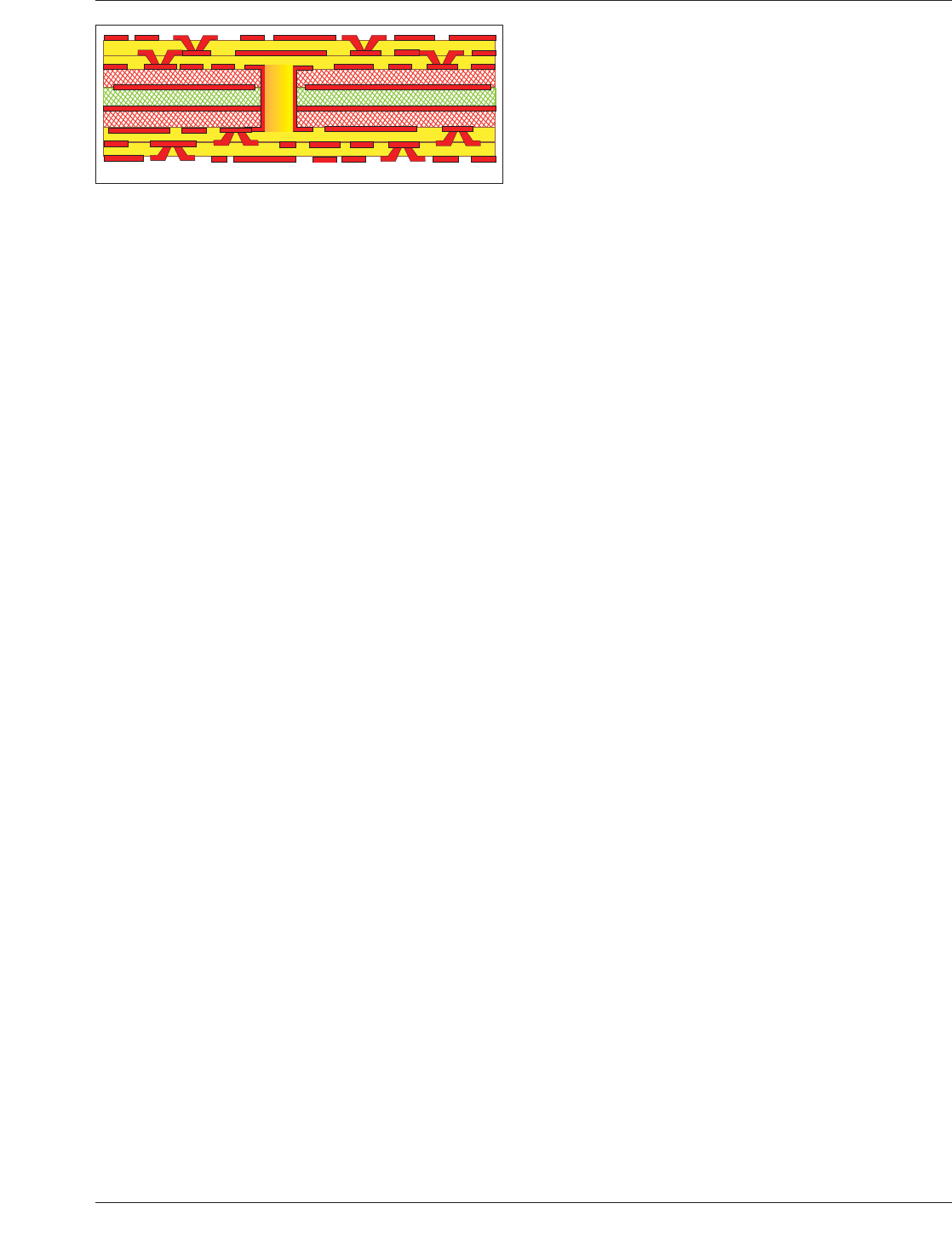
这些结构的一个关键
特征是使用非常小的导通
孔。这里用术语微导通孔来描述这些极小的互
连。一个典型的微导通孔直径小于150μm,有一
个顶端连接焊盘(导通孔起始点)和一个更小的
底部连接焊盘(导通孔终止点)。图5-1显示其中
一个最流行的HDI结构,尽管堆叠微导通孔的方
法在IPC-2226也有被开发。
图4-43 JEDEC托盘图形
IPC-7093-C 2011年3月
32
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
5.2 安装结构的特性 BTC元器件的安装结构
与其它许多不同封装结构需求元器件的结构相
同。这些结构使得安装结构复杂化,从而要确
定树脂、加固材料以及在很多应用情况下让元
器件附着的表面金属层的结构。
PTH导通孔连接PCB散热焊盘到任何适合的PCB
內部电气平面。对于双面板来说,非盖孔PTH
导通孔在混合组装的波峰焊接时,焊料有可能
爬到PCB板的正面造成第二次再流,可能导致
开路和短路。因此PTH导通孔应该需要镀层封
闭,用环氧基树脂填充
或用阻焊膜覆盖,来防
止由于PTH导通孔在再流焊制程时焊料吸入影
响低外形的间隙高度。但是对导通孔的封闭制
程会增加PCB成本。
为了达到最好的散热性能,使用最大数量PTH
孔是一个好的方法,但是重要的是要注意到这
会影响PCB散热焊盘的焊接面。推荐的导通孔
图形是0.3mm、中心孔钻直径为1mmPTH孔,但
是更小的孔径也被采用。高密度的导通孔可改
善散热性能,在相同图形下,较大的导通孔
有
良好的可焊性。
5.2.1 树脂系列 有许多不同的树脂系列适用
于有机层压板结构。传统的树脂系列值得信赖,
已有很长的历史为人们所熟知。然而为了符合
欧盟无铅法规,已开发许多新树脂以满足高温再
流焊的组装需求。测试方法也得到很大发展。
如T
d
(分解温度)和T260、T288、T300(分层时
间),要量化材料的属性以符合欧盟新法规。一
些新树脂系列归类在IPC-4101中,如4101/99,
/101,/121,/124,/126和/129。
5.2.1.1 环氧树脂 有许多不同的树脂系列被用
于生产印制板的基材。环氧树脂属于有机树脂,
具有很长的使用历史,也是PCB最常用的树脂之
一。在合理的成本内,它具有良好的物理、电
气和
加工特性。表5-1提供了一般的特性。更高
的耐温能力的环氧树脂已得到开发并运用于无
铅应用中,同时成本低廉。
5.2.1.2 聚酰亚胺 聚酰亚胺在当今采用的树脂
板中能承受最高的工作温度。这种材料在军事
应用上最受欢迎,因为现场返工及维修中会使
用到不受控的焊接工具。由于聚酰亚胺的玻璃
转化温度高,当使用不受控的烙铁拆除或更换
元器件时,它可提
供安全边际和可能性来降低
损坏板子的风险。表5-1概括了一般的特性。
5.2.1.3 双马来酰亚胺三嗪树脂 双马来酰亚胺
三嗪树脂或BT树脂是包括BTC元器件在内的一
些半导体封装结构的最好选择。因为它结合了
在合理成本下耐高温能力的优点。表5-1提供了
它一般的属性。
5.2.2 加固材料 加固材料可以使有机层压板
外形尺寸和许多机械特性保持稳定。以下是一
些很普遍使用的
加固材料。
5.2.2.1 玻璃纤维布 玻璃纤维布是印制板基材
中最常用的加固材料。这种材料到处都有,加工
相对容易,可以选择不同的厚度和编织物。由
玻璃纤维做成的化学品变化多样,从而影响电
气特性。目前,E类型的玻璃纤维是印制板基材
中最常使用的玻璃纤维布。
5.2.2.2 玻璃毡 玻璃毡或非编织玻璃纤维席常
被作为氟树脂的加固材料,普遍应用于低损耗、
射频或微波场合。也有见应用于成型层压板,
但是
这种技术不是很普遍。
5.2.2.3 芳纶织物 芳香族聚酰胺织物已被用于
加固某些层压板。特别之处是,它在X和Y方向
有负 热膨胀系数,能帮助抵 消 平 面内的树脂
CTE。由于膨胀与收缩的反作用,这种化合物
层压材料的CTE基本与陶瓷一致。然而,这些
材料有一个缺点,芳纶在Z方向上比玻璃纤维有
更大的CTE,热传递时使树脂断裂,在纤维表
面留下微裂纹。
5.2.2.4 芳纶绝缘纸 由
于缺少货源,无纺芳纶
绝缘纸的供应量已大为减少。芳纶纸在许多多
层板制造中得到了有效的使用,它们具有纬纱
IPC-7093-5-1-cn
图5-1 典型的HDI叠层,2+4+2结构
2011年3月 IPC-7093-C
33
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
芳纶布的大部分优点,通常被用于薄芯层,处
于 或 靠 近多层印制板的表面以便更好地控制
CTE。由于芳纶纤维是有机的,具有更容易被
激光切割加工的额外优点,也可以使用等离子
蚀刻作孔加工。这些材料的有机性质可帮助保
持低的介电常数。
5.2.3 ⾼温⽆铅制程焊接的可靠性问题 无铅
焊接制程高温的要求,带来了对PCB树脂的耐
久性以及PCB互连结构的完整性(比如镀通孔和
导通孔)可靠性的
担忧。
在这方面 最重要的性质是热膨胀、玻璃转化温
度和分解温度。热膨胀范围是50-260°C,TE(50-
260°C)是 低 于 或 高于玻璃转 化温度热膨胀的
复合。玻璃转化温度(T
g
)是处于非晶态区的非晶
态聚合物或半晶态聚合物,从其坚硬而相对脆的
状态转化为粘糊或胶状时的温度。这些不同的
分子结构导致差异很大的物理性质,见图5-2。
分解温度(T
d
)是从树脂产生不可逆分解而导致
重量损失时的温度,一般当失重2%或5%时测
得的温度。
这三个特性的综合为焊接温度影响指数STII,
STII 的公式如下 :STII = T
g
/2 + T
d
/2 — (TE%
(50-260°C) x10),这公式与材料T
g
、T
d
及热膨
胀特性有关。见表5-1。
这里: T
g
:层压板玻璃转化温度
T
d
:材料分解温度
TE:从50°C变化到260°C时热膨胀百分比
5.2.4 热膨胀 热膨胀通常根据X-Y平面内变化
来定性,基本上受控于材料的加固程度。X-Y方
向膨胀将对表面贴装元器件及其可靠性产生最
大的影响。特别是当温度高于T
g
时,热膨胀也会
发生在Z轴方向且大大高于X-Y平面的膨胀率。
Z轴的膨胀将对镀通孔和导通孔可靠性有最大的
影响。
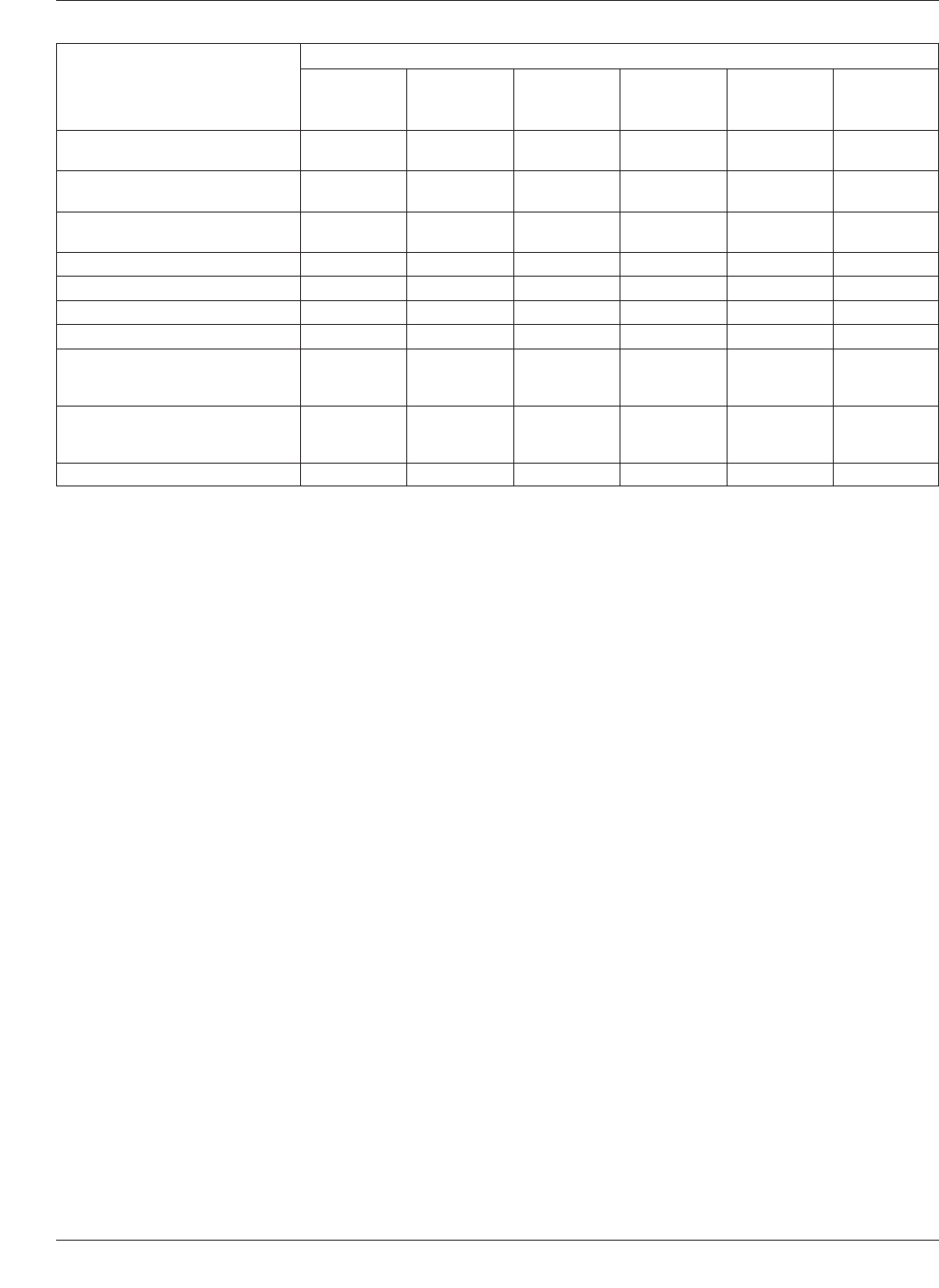
表5-1显示了各种加固的树脂类型。热膨胀是以
每 温度变化产生 的 百 万 分 之体积变化来度量
的。
表5-1 普通电介质材料的环境性质
环境性质
材料
FR-4
(环氧树脂
E-玻璃)
多功能
环氧树脂
⾼性能
环氧树脂
双马来酰亚
胺三嗪树脂 聚酰亚胺 氰酸酯
热膨胀系数,XY平面,
CTE(XY)(ppm/°C)
16-19 14-18 14-18 ~15 8-18 ~15
热膨胀系数,Z轴低于T
g
1
CTE(z,<T
g
)(ppm/°C)
50-85 44-80 ~44 ~70 35 - 70 ~81
热膨胀系数,Z轴高于T
g
1
CTE(z,>T
g
)(ppm/°C)
240 - 390 240 - 390 240 - 390 TBD TBD TBD
Z轴热膨胀TE(50–260°C)(%) 3.0 - 4.5 2.5 - 4.0 2.0 - 3.5 TBD TBD TBD
玻璃转化温度
2
T
g
(°C) 110 - 140 130 - 160 165 - 190 175 - 200 220 - 280 180 - 260
分解温度
3
T
d
(5%)(°C) 310 - 330 320 - 350 330 - 400 ˜334 ˜376 ˜376
焊接温度影响指数
4
,STII 170 - 205 200 - 220 215 - 260 TBD TBD TBD
弯曲模量(Gpa)
纬纱
5
经纱
6
18.6
12.0
18.6
20.7
19.3
22.0
20.7
24.1
26.9
28.9
20.7
22.0
拉伸强度(Mpa)
纬纱
5
经纱
6
413
482
413
448
413
524
393
427
482
551
345
413
吸水率(wt%) 0.5 0.1 0.3 1.3 1.3 0.8
注:
1. CTE (z,<T
g
)也称为α
1
,CTE(z,>T
g
) 称为α
2
。其它材料的特定值请联系供应商。
2. 玻璃转化温度可以由三个不同的方法(TMA、DSC、DMA)来测量。若以评估可靠性为目的,则TMA所得到的值是较为可靠的。通过这三种方
法所得到结果的大致关系为T
g
(TMA) ≈ T
g
(DSC) -10°C ≈ T
g
(DMA) -20°C。其它材料的特定值请联系供应商。
3. 分解温度可以测量出两种不同的失重值,T
d
(2%)和T
d
(5%)。T
d
(5%)是较为常用的,而T
d
(2%)因其更实用而被广泛采用。其它材料的特定值
请联系供应商。
4. 焊接温度影响指数STII,STII = T
g
/2 + T
d
/2 — (TE% (50-260°C) x10)。
5. 纬纱,就是纤维横向编织的纱。
6. 经纱,就是纤维纵向编织的纱。
IPC-7093-C 2011年3月
34
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---