IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第90页
表 7-5 BTC 散热/接地平⾯ 空洞 标准 指 导 设计 应 ⽤ 平⾯⽆导通 孔 平⾯导通 孔 开 窗 平⾯盖 孔 模 板设计 整块 开 窗 50 % 可能 空洞 70 % 可能 空洞 35 % 可能 空洞 模 板设计 分区 开 窗 35 % 可能 空洞 45 % 可能 空洞 25 % 可能 空洞 模 板设计 点 阵 图形 15 % 可能 空洞 35 % 可能 空洞 15 % 可能 空洞 组件接 触整块 开 窗 焊盘的 25 % ,…
7.5.4 产品筛选试验 环境应力筛选(ESS)用于
连续生 产 时筛选品质差和有潜在不良的产品。
ESS的目的是加速潜在不良变成实际失效,借此
消除由这些潜在不良而引起的现场失效。进行
ESS试验程序时要特别小心,不能太严苛而损坏
好产品和产生新的潜在不良。BTC焊点的疲劳
寿命应当基于ESS试验或其它测试的热循环结果
以及热环境下的工作寿命来评估
。
7.6 模封BTC元器件组装过程控制标准 受再
流焊过程中焊料挥发物释放的影响,BTC焊点
容易形成空洞。电子行业成员对BTC元器件组
装连接过程允许的空洞和对可靠性影响方面比
较感兴趣。对最终产品可接受的详细要求应当与
J-STD-001一致。工艺要求应当遵循IPC-A-610
要求。
本章节建立了可行的工艺开发和维护标准,也
尝试解决与可接受组装过程相关的问题。
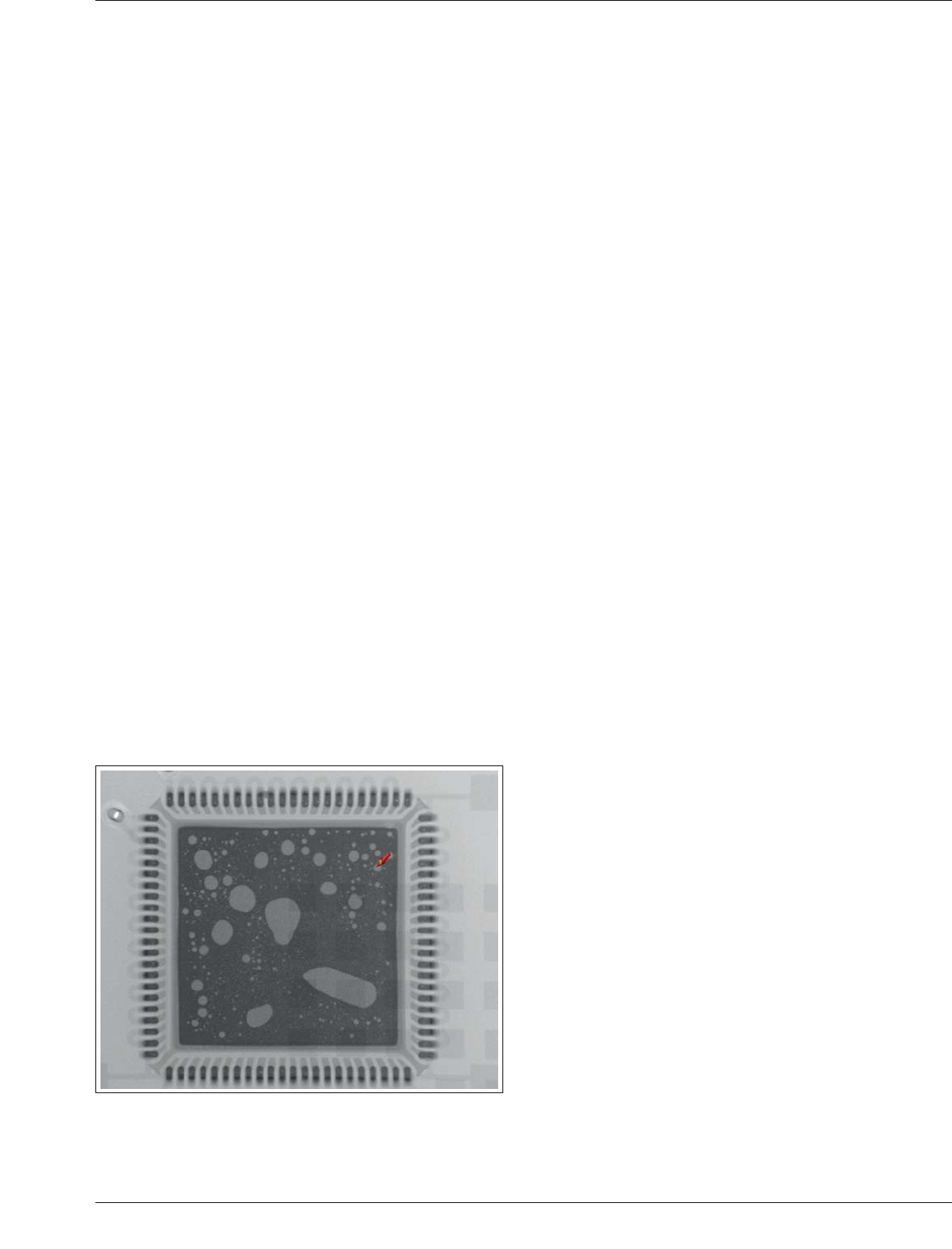
7.6.1 BTC焊点中的空洞 空洞应该通过焊接
工艺开发和制程连续控制来使其最小化。BTC
散热
焊盘有大量空洞主要是因为该焊点有相对
大的面积。大部分厂商建议散热焊盘可焊区域
至少50%的覆盖率;但是,应该通过散热计算
确定合适热传递所要求的实际最小覆盖率(见图
7-18)。可焊表面积不包括开孔、填充孔或阻焊
膜滲入孔表面,除非它们被可焊材料电镀或填
充。
如果遵从本标准讨论过的各种工艺参数如:再
流曲线和焊膏印刷指南,则空洞可大大减少。
如前所述,
好的模 板设计设法让散热焊盘达到
50%-60%的焊膏覆盖率。针对散热焊盘上的任
何导通孔,恰当的模板开孔设计也可以减小空
洞。表7-5可作为在不同应用中空洞发生的工艺
指南。最终散热焊盘接触百分比是基于模板设
计所要达到散热焊盘覆盖率50%的目标。表7-5
显示在注明的模板设计与导通孔条件下,最大
预期的潜在空洞。
表7-5显示的结果与图7-18至图7-21所示一致。
图例和X-ray图片表明
最想要的图案是焊膏能避
免覆盖导通孔位置,利用点阵图案表示通过减
少空洞而提供较大的附着潜力。
还有重要的一点是要明白在大散热焊盘上加的
焊膏和在这些焊盘上的所有散热导通孔之间的
关系。图7-19显示焊膏印刷在已堵塞的散热导通
孔上,左边使用分区而右边使用点阵方式。相
应的X-ray图像如图7-20所示,点阵式焊膏空洞
远小于分区式焊膏产生的空洞。
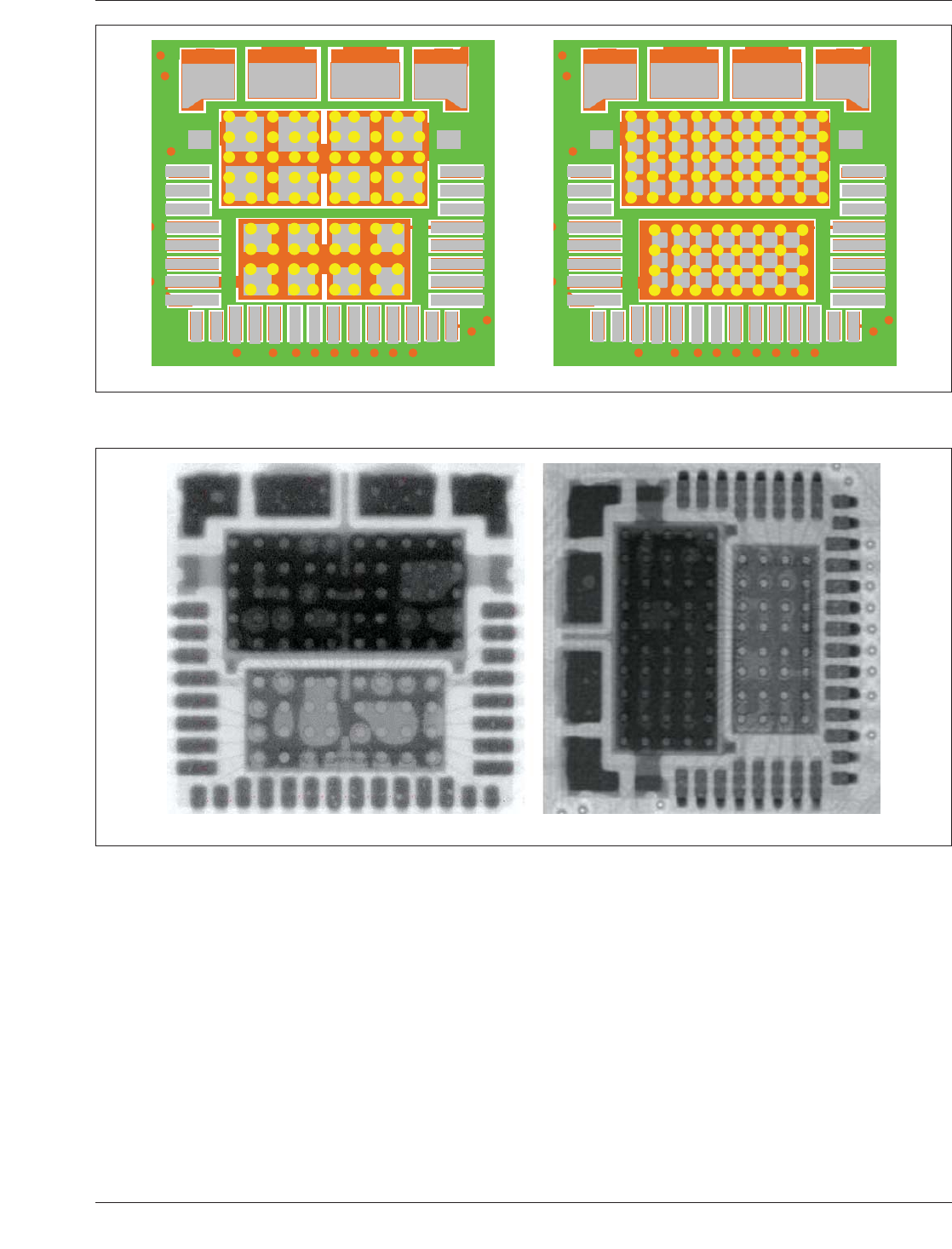
图
7-19显示分区式焊膏的空洞比点阵式空洞相对
大。另一套图例在图7-21和图7-22给出。
再流焊后出现空洞表示再流制程已经发生。但
是,空洞大小或发生频率的变化是制程参数需要
调整的指示。产生空洞的两种原因被指出,一是
助焊剂没有足够的时间从焊膏内释放出来,二
是板子不恰当清洗导致的污染。X-ray图片中,
空洞表
现为焊点内部一个较亮的区域。
一些X-ray系 统 会因 为 视差问题使空洞大小失
真。空洞的体积可以被精确测量,但需有测试
程序,并且需要知道X射线胶片或探测器的辐射
校准基准。多数情况下最好努力识别和消除造
成空洞的原因。由于散热焊盘自身的属性,BTC
焊点比其它焊点更容易出现空洞。BTC焊点主
要是在两个平行的表面之
间形成,这取决于会
导致空洞的挥发物或其它被俘获气体的逃逸能
力。
组装BTC封装时所有这些选项都有优缺点。正
面的盖孔会使空洞小一点,但是板子正面阻焊
膜会妨碍焊膏良好印刷。另一方面,在板子反
面盖孔或塞孔,由于孔内会逸出气体产生较大
的空洞。最后,开窗导通孔允许焊料流入而减
小空洞的大小。然而,它会导致封装间隙高度
降低,
这间隙高度是由外露焊盘下面的焊料量
控制的。
图7-18 典型的散热平⾯空洞
2011年3月 IPC-7093-C
77
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
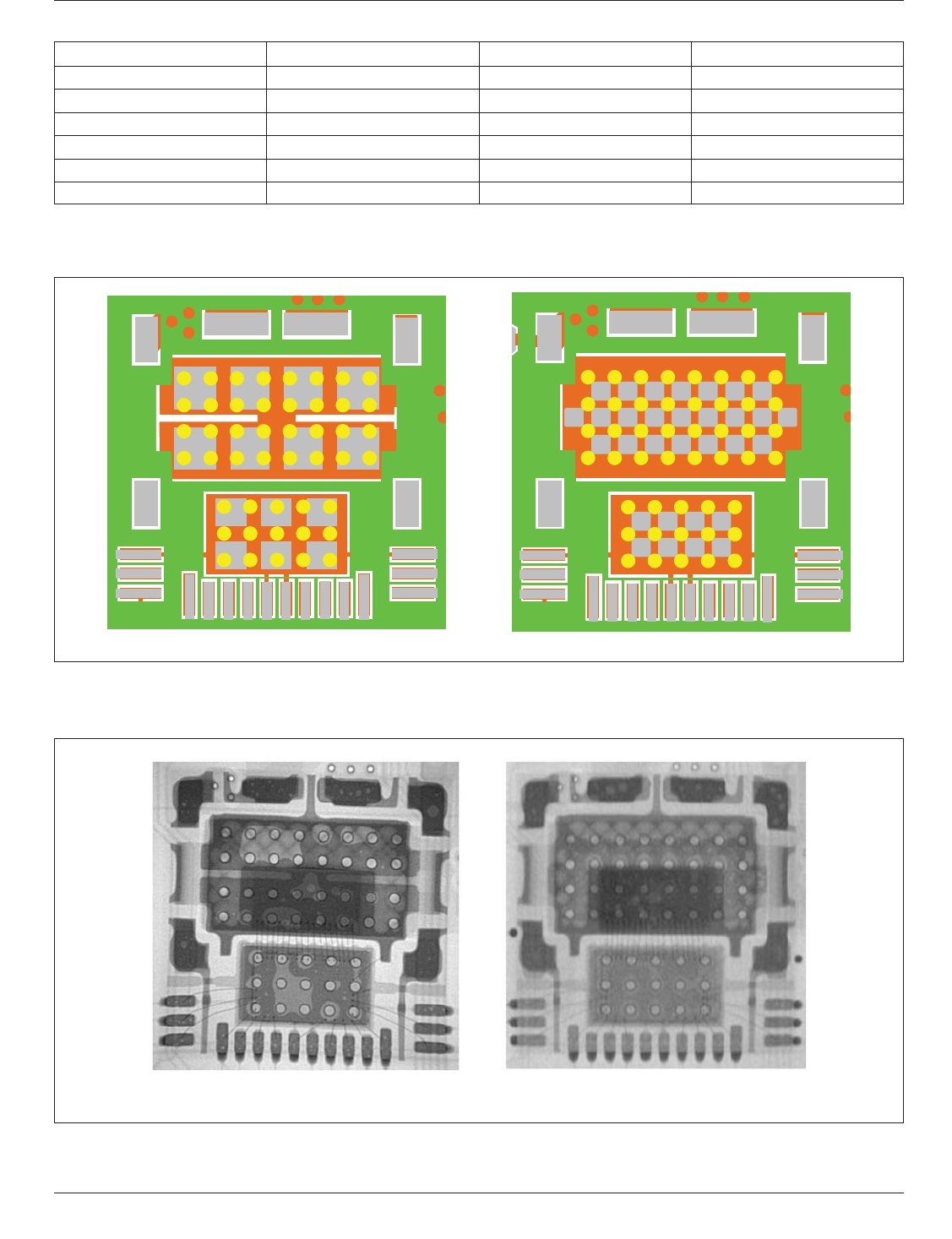
表7-5 BTC散热/接地平⾯空洞标准指导
设计应⽤ 平⾯⽆导通孔 平⾯导通孔开窗 平⾯盖孔
模板设计整块开窗 50%可能空洞 70%可能空洞 35%可能空洞
模板设计分区开窗 35%可能空洞 45%可能空洞 25%可能空洞
模板设计点阵图形 15%可能空洞 35%可能空洞 15%可能空洞
组件接触整块开窗 焊盘的25%,A级 焊盘的15%,A级 焊盘的32.5%,A级
组件接触分区开窗 焊盘的32.5%,B级 焊盘的22.5%,A级 焊盘的37.5%,B级
组件接触点阵图形 焊盘的42.5%
,C级 焊盘的32.5%,B级 焊盘的43.5%,C级
注:水平A、B和C反映了设计的可生产性,水平A=普通,水平B=中级,水平C=高
IPC-7093-7-19-cn
图7-19 印刷在已堵塞的散热导通孔上的焊膏分区与焊膏点阵的对⽐
IPC-7093-7-20-cn
图7-20 焊膏分区和焊膏点阵空洞结果的X-RAY影像
✺㞿࠶४ ✺㞿⛩䱥
IPC-7093-C 2011年3月
78
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
7.6.2 焊料桥接 焊料桥接是不可接受的。电
气性能测试、光学检测(内窥镜)或X射线用来检
测桥接是必要的。焊膏印刷不良、不精确的贴
装、贴装后手工“调整”或再流焊时锡溅,是
引起焊料桥接的典型原因。
7.6.3 开路 焊接开路也是不可接受的。电性能
测试的组合,光学检验(内窥镜)或X-ray检验,
通常对于侦测焊接开路是必要的。焊膏印刷不
良、不精确的贴装、贴装后
手工“调整”,是典
型的与组装有关的焊接开路的原因。共面性和
基材可焊性问题也会引起开路。过大的机械压
力也会引起焊点破裂而引起开路。
7.6.4 冷焊 再流温度曲线应该要达到足够高
的温度,以保证焊料完全融化并在焊盘表面有
良 好 润湿。发生 冷 焊的焊点 会降低机械完整
性,并引起元器件的电气性能或功能间歇性失
效。切片后的光学检测是检验冷焊焊点的最好
方法。
7.6.5 缺陷相关性/制程改进 制造
过程产生的
焊点合格与否,可以采用之前讨论过的检验方
IPC-7093-7-21-cn
图7-21 焊膏印刷⽅法:分区(左)对点阵(右)
IPC-7093-7-22-cn
图7-22 焊膏分区对焊膏点阵-潜在空洞
2011年3月 IPC-7093-C
79
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---