IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第102页
8.5.2 蠕 变 疲劳交 互 作⽤ 在 温度 循环 时可 看 到焊 点 有大 应 变 。 应 变是 由 芯片 和 基材间 的 热 膨胀 不同而 产 生 。 温度 循环 变化 的本 质 引 起 焊 点 经 历 同 样 的 应 变 循环 , 因 此,焊料的 损伤是 热 循环次 数 的 函 数 。 根据 这 一定义,焊 点 经 历 了 蠕变疲 劳。在 均匀 应 变分布 下 , 疲 劳 通 过 引 发 和 传 播 细 微 裂 痕 而 产 生 …
8.5 可靠性设计(DfR)⼯艺 针对表面贴装焊
点疲劳行为已在实验基础上进行了很多研究。
确保与典型电子产品实际损伤机理相同的研究
结果已经导出了焊点疲劳的数学模型。因为可
利用更多的测试结果,这一模型已被扩展为当
前的形式,出现在IPC-D-279中。
该模型适用于没有涂覆层的焊接。敷形涂覆复
杂性和巨大的差异性,使它不可能考虑所有变
量而开发一个通用模型。具有敷形涂覆的产品
应该用带
有和不带有相同涂层的测试样品进行
评估,以鉴定涂层对可靠性的影响。
改 善 可 靠性DfR的适当措施可采取两种形式之
一,但将两者优化组合使用可以增加可靠性的
裕度。这些措施是:
1. 热膨胀系数合 理 调整以减少整体膨胀不匹
配;
2. 增加连接的兼容性来适应整体膨胀不匹配;
3. 用合适的底部填充材料来机械连接元器件和基
材,以消除整体膨胀不匹配的影响
。
此外,旨在高可靠性的DfR流程也应该包括:
4. 选择与焊料间没有太大的局部CTE不匹配的
基板材料;或
5. 如果第4项不能完成, 降低连续的润湿长度,
以减小界面应力。
CTE合理调整包括选择PCB和/或元器件的材料
或材料组合来达到最佳CTE设计。对于耗散功率
的主动元器件,其最佳DCTE(CTE设计)是~1-3
ppm/°C
(取决于耗散的功率)同时印制板具有较
大CTE,对被动元器件来说,为0ppm/°C。当
然,由于组件有多种元器件,全面CTE最佳化
不可能对所有元器件都达成。它需要在对可靠
性有最大威胁的元器件上实行。对有气密性要
求的军工用途,需要采用陶瓷元器件,CTE调
整意 味着对PCB材料CTE有限制,这种材料如
Kevlar
™
和石墨纤维物料,或因瓦铜夹芯板和铜
钼夹芯板。选择玻璃纤维环氧树脂和玻璃纤维
聚酰亚胺作为PCB材料对大多数商业应用来说
太贵。因此,CTE合理调整要避免较大尺寸元
器件,比如陶瓷封装(CGAs、MCMs),使用合金
42引线框的塑料封装(TSOPs、SOTs),或有着
刚性结合芯片的塑料封装(PBGAs)。
增加BTC焊接的连接柔性意味着要增加
焊点高
度(见章节8.2.7)或切 换 到 柔性带引线连接技
术。对柔性带引线连接,增加引线的柔性意味
着改变元器件供应商以切换到有较高柔性的那
些引线图形或切换到细间距技术。
DfR程序需要强调失效物理学的观点而不忽视失
效统计分布。这一程序可能包括以下几步:
1. 识别可靠性要求:预期设计寿命和设计寿命
结束时可接受累积失效概率。
2. 识别负载条件:使用环境(例如
,IPC-SM-785)
和由于功率耗散产生的散热梯度,这可能是
会变化的,并产生大量微循环(能源之星)。
3. 识别/选择组装结构:零部件和基材选择、材
料 性 能(例如,热膨胀系数)和连接几 何形
状。
4. 评估可靠性:确定 已设计组件的可靠性潜
能,用IPC-9701所示的方法或其它合适的技
术比较可靠性要求,这个过程可能要反复。
5. 平衡绩效、成本和可靠性的要求。
8.5.1 磨损机制 影响任何焊点连接可靠性的
主要失效机理是热力过程的损伤累积
,比如蠕
变和疲劳。失效也由导致开路的金属电迁移和
热迁移引起。化学反应或会引起腐蚀和增强金
属间离子迁移(短路)的物质会增加热机械失效
和电气失效。在现场从未观察到焊料凸起的磨
损失效。这表明了焊料凸点的稳健性以及可靠
性模型的保守性,这将在随后进行解释。
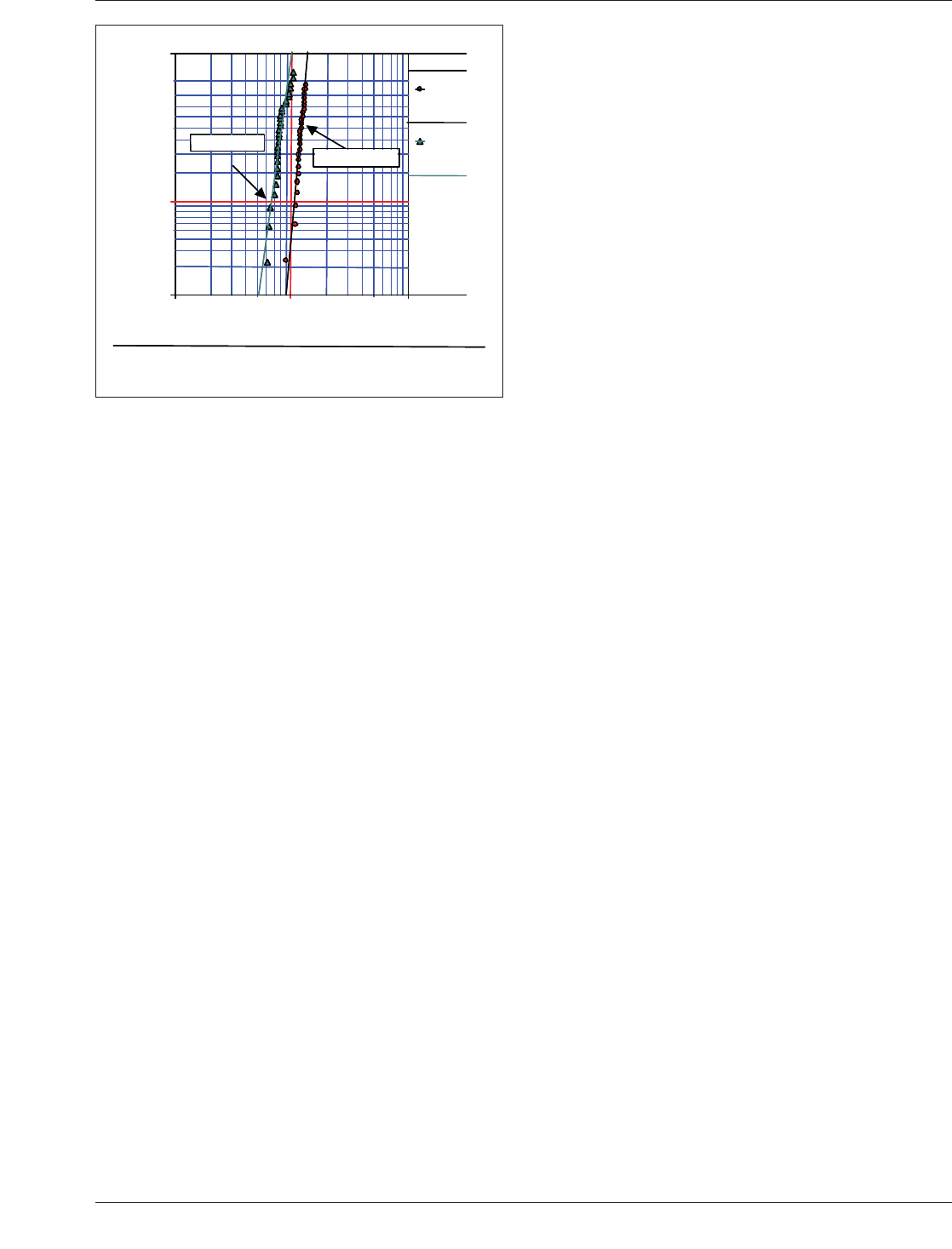
IPC-7093-8-5-cn
图8-5 威布尔图显⽰在长疲劳时间下薄板结果
100.0 10000.01000.0
1.0
5.0
10.0
50.0
90.0
99.0
ཡ᭸ᗚ⧟⅑ᮠ
㍟〟ཡ᭸Ⲯ࠶∄
ေᐳቄ
W2 RRX - SRM MED
F=26 / S=4
β1=13.69, η1=1254.23, ρ=0.97
Thick
W2 RRX - SRM MED
F=29 / S=1
β2=9.42, η2=854.83, ρ=0.94
PPᓖᶯ
-
PPᓖᶯ
-
2011年3月 IPC-7093-C
89
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
8.5.2 蠕变疲劳交互作⽤ 在温度循环时可看
到焊点有大应变。应变是由芯片和基材间的热
膨胀不同而产生。温度循环变化的本质引起焊
点经历同样的应变循环, 因此,焊料的损伤是
热循环次数的函数。根据这一定义,焊点经历
了蠕变疲劳。在均匀应变分布下, 疲劳通过引发
和传播细微裂痕而产生损伤。焊点的断裂随着
应变变化率升高而
增加。
总的来说,元器件可看到的热循环范围从0.4Tm
到0.8Tm,这里Tm是焊料绝对熔点温度。作为经
验法则,蠕变是一个运行变形机理,每当温度
高于材料绝对熔点温度的一半时发生。举例来
说,63/37 Sn/Pb焊料的熔点温度是456K (183.6
°C),绝对温度的一半是228K或-45°C。因此,
在给定负载下,焊料蠕变变形甚至在温度低至
-45°C时发生。
焊点所受应力和
活化能的关系可由一般的蠕变
公式来表达: e = Aδ
n
(–Q/kT)
这里:
e=应变率
A=常数
δ=应力
n=应力指数
Q=激活能
k=玻尔兹曼常数
T=开尔文温度
蠕变应变是,当材料受到给定负载时,受热激
发后错位运动和/或空穴和原子运动的结果。在
焊点上观察到的随时间变化的应力松弛是蠕变
过程的直接结果。因此在温度循环期间焊点累
积损伤是蠕变和疲劳过程的结果
。在封装遭受
周期载荷和静态载荷的条件下,由于蠕变产生
的变形一直可观察到。
例如,静态载荷会由于封装上散热片的重量而
增加。取决于板子如何放置,侧放、正面朝上
或倒放,焊点会承受剪切、压缩或拉伸不同的
负载。一个方向的恒定载荷会导致由于蠕变过
程产生的失效。
8.5.2.1 电迁移 在合金系统中,各粒子在所加
电场作用下的移动
是不同的,基于各粒子的带
电量和质量。已观察到在芯片和焊点上有电子
迁移。在连接处, 观察到芯片或到板子的空洞迁
移。小的空洞合并可导致机械可靠性问题,或
在有效导电横截面面积减小的情况下发生电流
拥挤。遵循电流密度和尺寸的设计规则可解决
这两种观察到的情况。
8.5.2.2 腐蚀 焊点腐蚀通常由湿气和离子污染
物引起的。这可由适当的包装设计和工艺控制来
防止
。因为倒装芯片的焊点非常靠近,焊点的
清洁是必要的,必须减少来自腐蚀性工艺中的
化学品残留。取决于使用条件,倒装芯片焊点
也应该密封,或灌胶以阻止连续的湿气通道。
8.5.2.3 热迁移 热迁移是由于整合在BTC封装
端子的凸起焊点过大热梯度引起的,特别会发
生在较高的IC结点温度。在热迁移过程中,原
子沿着热梯度方向或相反方向扩散
。原子在凸
起焊点中会扩散,会导致焊料和UBM(凸点下金
属层)界面的空洞。凸起焊点最终会成为电气开
路。对于给定凸起焊点几何形状,热迁移是热
梯度、环境温度和合金成分的函数。
8.5.3 焊料厚度机械可靠性 有很多因素能影
响BTC连接的机械可靠性。其中的一些是:
• 应变
• 温度保持时间
• 芯片底部填充
• 焊料合金成分
8.5.3.1 应变 应变的作用是显著
的。它对凸起
焊点疲劳的影响依赖于几个因素。这些是由元
器件的设计、应用和制造决定的。表8-2列出了
芯片硅、氧化铝、引线框和印制板之间的CTE
差异。所有这些可成为典型BTC封装的一部分。
应变直接与DP成正比,DP是从最远端,有
功能的凸起焊点到芯片中心点的距离。
应变和焊点高度成反比。表8-3提供了各种直径
的焊料凸点的典型高度。
表8-2 典型材料的热膨胀系数
材料热膨胀系数CTE(ppm/°C)
硅 2.8
砷化镓 6.0-7.0
焊料(锡3铅97) 28-29
芯片底部填充 18-35
氧化铝 6.0-7.0
FR-4 16-19
铜引线框 17-18
IPC-7093-C 2011年3月
90
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
进行这些实验所需的资源往往是有限的。因此
方法已有革新,即用已知疲劳历史的凸起焊点
来预测带有相似特性和相似封装但DP不同的
凸起焊点的性能。
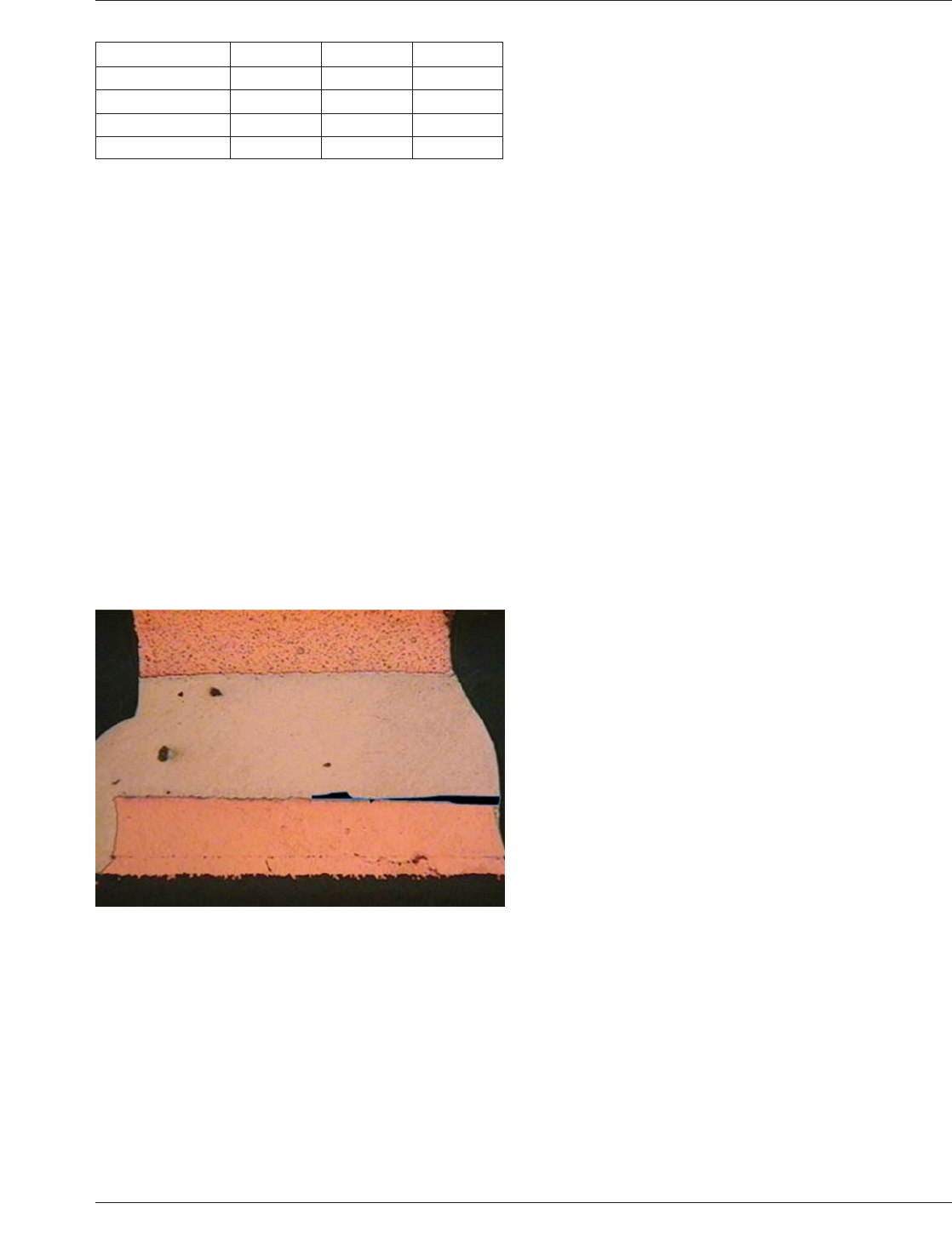
8.5.3.2 热膨胀不匹配的影响 在 热扩散过程
中,焊料凸点的中心点或几何中心点相对于基材
维持不变。中心点的确定对计算DP很重要。图
8-6说明由于不同材质热扩散导致近界面失效的
结果。
焊点的几
何形状会大大影响局部的应变。顶部和
底部焊盘结合焊料后的直径将决定焊点高度,
焊点高度是影响可靠性的主要因素。应力“集
中”因素可影响裂纹初现和扩大。理想的高而
细焊料柱会将应变分布在焊点上,延长疲劳寿
命,短而矮胖的焊点会降低产品寿命。
8.5.3.3 温度循环频率 在实际使用条件下的元
器件寿命测试的时间 要和元器件设计寿命一
样。基于这一原因,封装要在加速热
循环下测
试,例如,通过增加温度范围和降低各循环保
持时间来实现。增加温度范围让焊点有更大的
应变,其程度取决于不同物料间热膨胀不匹配
的状况。因此,如果有足够的时间允许焊点中
的弹性应力通过蠕变而释放,即从弹性应变转
化为塑性变形,增加温度变化范围应该加大焊
点的累积损伤。如果保持时间不允许足
够长,
典型的情况是采用加速测试,这种情况下累积
损伤不同于焊点完全蠕变下的结果。然而需注
意的是,增加测试的温度范围远超过实际使用
的温度时,会导致多种损伤机理的混合。
理想的温度循环设计应该是由于热膨胀不匹配
产生的应力有足够的时间释放。然而,这对加速
试验来说不可能的。增加循环频率会改变失效
机理和/或抑制焊点中由每次循环的累积损伤。
例如,在热冲击测试中快
速改变温度可导致高
应变率以及因为元器件翘曲对焊料强加的高应
变,这些改变了失效机理。
对于近似共晶焊料,有5-10分钟的保持时间是必
要的,以达成焊点中明显的但依然不完全的蠕
变。在高铅含量的焊料(90%Pb-10%Sn)中的应力
松弛比在共晶焊料中观察到的慢,因此高低温
阶段两端的温度保持时间需要更长。热循环代
表外露倒装芯片或芯片级产品
在其寿命期内热
迁移的次数。这些热迁移包括电源通断循环变
化和环境温度波动。温度循环测试焊料的非弹
性性质,即应力松弛作为温度和时间的函数。
8.6 磨损机理回顾 底部端子互连有很多潜在
失效,但主要有5个退化或磨损机理,影响金属
互连。它们是:
• 蠕变
• 疲劳
•腐蚀
• 电迁移
• 固态扩散
这些机理可导致BTC互连的退化和最终
失效。
它们取决于使用的材料、加工缺陷、缩小几何
尺寸、组装应力和环境条件。蠕变是由在一个方
向上施加到互连的应力或位移引起的。对大部
分环境适当选择材料可最小化这种失效机理。
腐蚀在某些应用下成为问题。BTC组件被应用
在很多非密封环境中。无腐蚀作用的可靠运行
将取决于在以下各方面的制程控制,良好的密
封场所、焊点连接的清洁、控制应用环境以
避
免污染物。总的来说,磨损机理要通过设计和
制程来得到最佳控制。
电迁移机理受到电流密度的影响。如果设计人
员将电流密度控制在所用材料的限制范围内,
表8-3 典型⾼度(已连接)
焊料凸起条件 直径(μm) ⾼度(μm) 范围(μm)
选项A 150 82 64-100
选项B 125 77 64-95
选项C 100 70 64-85
选项D 150 >82 64-100
图8-6 CTE不匹配导致裂缝形成
2011年3月 IPC-7093-C
91
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---