IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第107页
选 弱 连接焊 点 。 热 冲击也 可 以 成 功 地用 来 作 为 筛 选方法 ,然而 这 种方法 可能会对 好 的焊 点造 成 损伤 ,特 别 是 对 于 一 些 尺寸比较 大的元器件。 9 缺陷和失效分析案例研究 本 节介 绍 BTC 封装焊接 缺陷 的信息。 作 为过程 影响条 件, 插 图 被 提 供 用 来 帮助 用 户 。 为 确 定 消 除 任何 问题 的可能 方案 , 插 图可 作 为 失效排除指 南和 受 控 的 试…
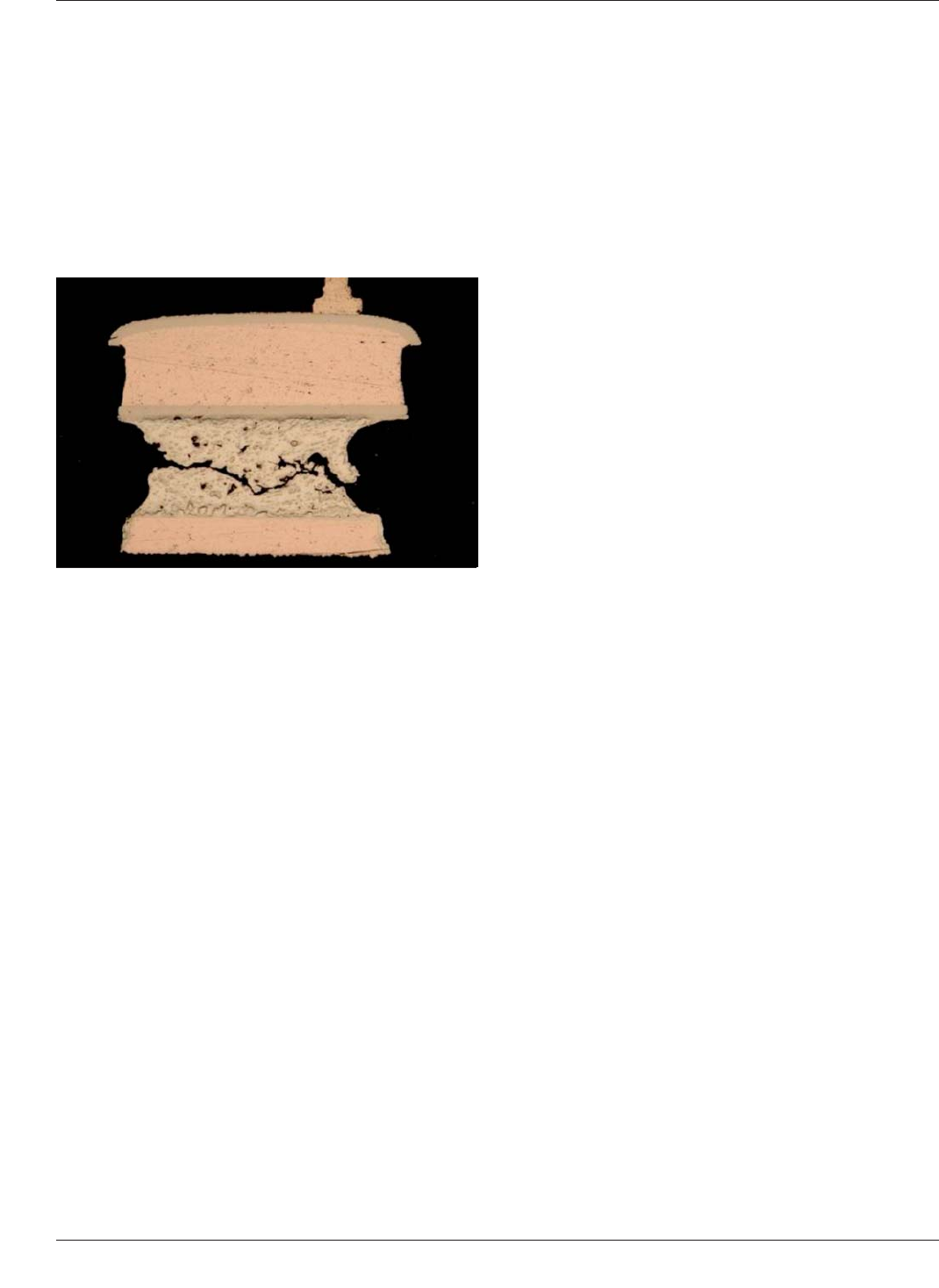
8.7.4 整体膨胀不匹配 整体膨胀不匹配是由
电子元器件或连接器和通过表面贴装焊点连接
的印制板的不同热膨胀造成的。这些热膨胀差
异源于CTE不同和由主动元器件产生的热耗散
梯度的不同。整体膨胀不匹配会循环作用在焊
点,造成疲劳。循环累积疲劳损坏最终引起某
一个焊点失效,通常为某元器件的边角焊点失
效引起功能性的电气失效,初始为间歇性的。
见图8-8。
8.7.5 局部膨胀不匹配 局部膨胀不匹配是源
于焊料和要焊接的电子元器件或PCB基材的热
膨胀差异。这些热膨胀的差异是热传递过程时
焊料和基材的热膨胀系数(CTE)不同的结果。
典型的局部CTE不匹配的变化范围为:焊料与
铜差7ppm/°C;与陶瓷差18ppm/°C;与合金42和
Kovar
TM
合金差20 ppm/°C。局部热膨胀不匹配
一般比整体热膨胀不匹配要小,这是由于其作
用距离-即最大的润湿区域尺寸,通常都比较
小,其数量级为几百微米。
8.7.6 内部膨胀不匹配 内部~6 ppm/°CTE不匹
配起因于焊料富锡相和富铅相CTE的不同。内
部热膨胀不匹配一般是最小的,这是由于其作用
距离-即晶粒结构尺寸,相对于焊料湿润长度或
元器件
尺寸要小得多,其数量级为小于25μm。
8.8 焊接失效 元器件到基材表面贴装焊点连
接失效,通常定义为组成元器件连接的任何焊
点的第一次完全断裂。考虑到焊点载荷典型的
是剪切力,而不是张力,焊点的机械失效不一
定与电气失效相同。从电气上看,焊点的机械
失效,至少在初期,会在机械或热扰动情况下
导致偶然发生瞬间(<1μs)高阻抗事件。从实际
观点来说, 焊点失效定义为第一次观察到这
种事
件。
对某些应用来说,这种失效定义可能是不足够
的。对于上升时间迅速的高速信号,在焊点完
全机械失效前会产生的信号劣化,这可能需要
更严格的失效定义。类似地,对电子组件遭受大
机械震动和/或冲击荷载应用场合,考虑了由累
积疲劳损坏引起的焊点机械弱化的失效定义,
可能是必要的。
8.9 确认和鉴定试验 IPC-9701规定了性能测
试方法和鉴定要求。IPC-9701A包括无铅焊
点的
可靠性测试导则。然而,当前缺少普遍有用的
可靠性加速测试模型,对于无铅焊点目前没有
鉴定要求。
确认和 鉴 定试验应该遵 循IPC-SM-785给出的
指导,Guidelines for Accelerated ReliabilityTesting
of Surface Mount Solder Attachments。然而,对高
热耗散的大元器件、不对称结构的元器件和小
范围整体性CTE不匹配来说,温度循环测试不
足以提供所需的信息;全功能循环包括外部温
度和内部电源循环是必要的。
8.10 筛选程序
8.10.1 焊点缺陷 最多可靠性问题的焊点缺陷
是
由于各种原因造成的润湿不足够。良好的润湿
焊点即使在严酷的机械载荷条件下也具有足够
的强度,同时也不会减小热循环疲劳可靠性。
但是没有良好润湿的焊点可能就会在机械或热
循环载荷下早期失效。通常焊点中的空洞不会
被认为构成对可靠性的威胁,然而,有一些例
外。对于某些比较大的空洞,如果焊点的截面
积减小
到足以降低所需的热传导功能,比如在
MLF和QF元器件散热焊盘上的那些空洞,这
就可能导致元器件的早期失效。
8.10.2 筛选建议 有效筛选程序能够引起潜在
的焊点缺陷失效,比如弱的润湿不足够的焊点,
但不会引起对高质量焊点的重大损伤。最好的
筛选方法是在相对较低的温度对产品进行随机
振动测试(6-10g,10-20分钟),优选在较低温度
如40°C
。这一载荷不会损坏好的焊点,但会筛
图8-8 1000次循环后由于CTE不匹配引起的焊点裂缝
IPC-7093-C 2011年3月
94
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
选弱连接焊点。热冲击也可以成功地用来作为筛
选方法,然而这种方法可能会对好的焊点造成
损伤,特别是对于一些尺寸比较大的元器件。
9 缺陷和失效分析案例研究
本节介绍BTC封装焊接缺陷的信息。
作为过程影响条件,插图被提供用来帮助用户。
为确定消除任何问题的可能方案,插图可作为
失效排除指南和受控的试验特性。
9.1 焊接失效
9.1.1 焊接失效条件
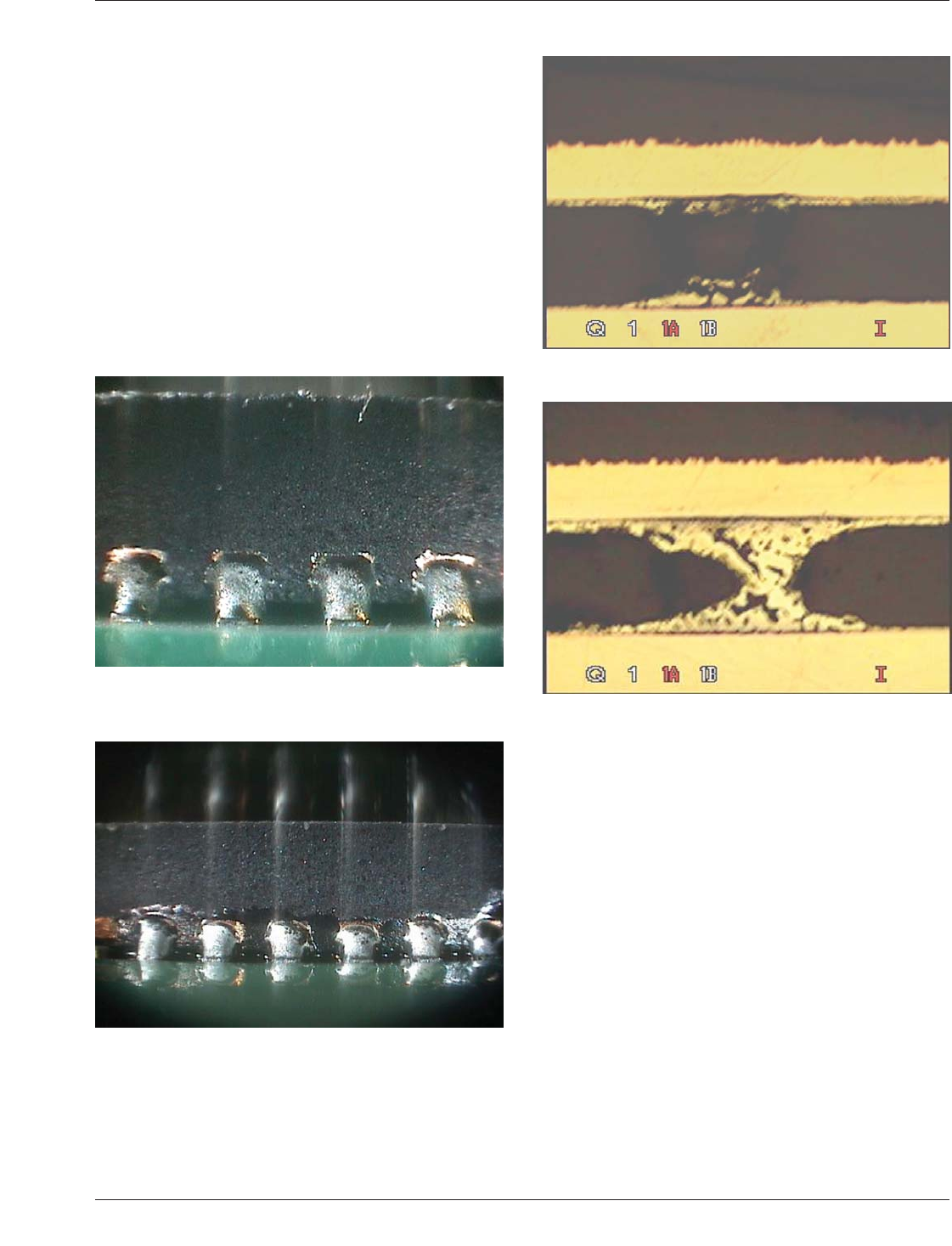
9.1.2 焊料不⾜失效
图9-1 可接受QF边缘端⼦光学图像。如果板⼦焊盘
设计超出封装宽度,焊料填充应该存在。
图9-2 可接受QF边缘端⼦光学图像。⽬视焊料填充
应该⾄少达到端⼦宽度的75%。
图9-3 由于印刷焊膏量不⾜,BTC横截⾯焊点开路。
图9-4 由于印刷焊膏量不⾜,在1000次循环后,BTC
横截⾯可靠性失效。
2011年3月 IPC-7093-C
95
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
9.1.3 焊盘,不上锡
9.1.4 端⼦,不上锡
9.2 封装失效
9.2.1 封装翘曲
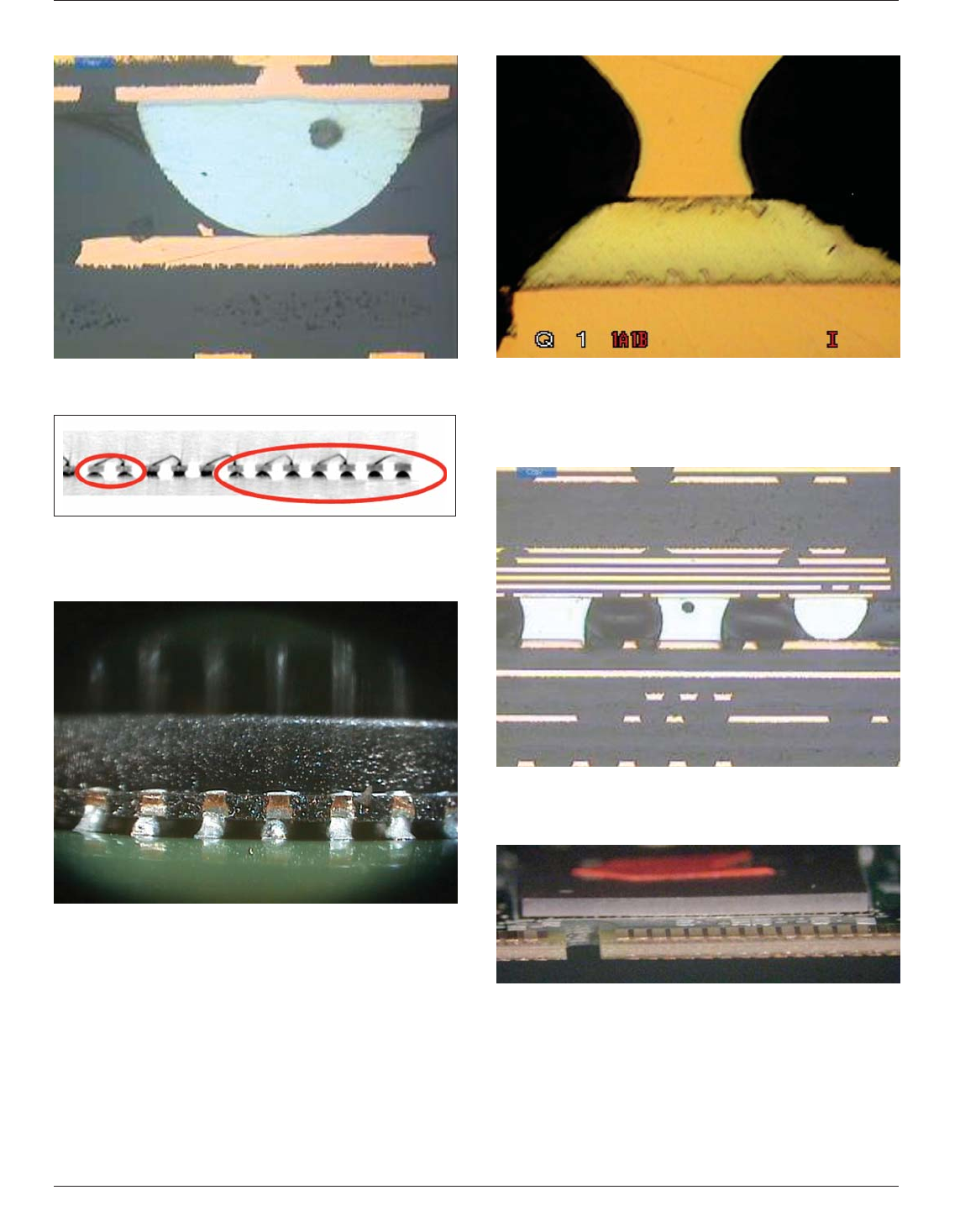
图9-5 LGA封装焊盘不上锡
图9-6 3-D X-RAY显⽰QF上的不润湿焊点
图9-7 不可接受的QF边缘端⼦光学图像。焊料爬升
⾼度有限,焊点开路可见,封装也浮在焊盘上⾯。
图9-8 QF横截⾯焊点开路图像,原因是焊料到QF
底部焊盘不润湿。
图9-9 边⾓焊点失效的LGA横截⾯,焊膏流向封装焊
盘。
图9-10 15x15mm BTC凹⾯翘曲
IPC-7093-C 2011年3月
96
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---