IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第51页
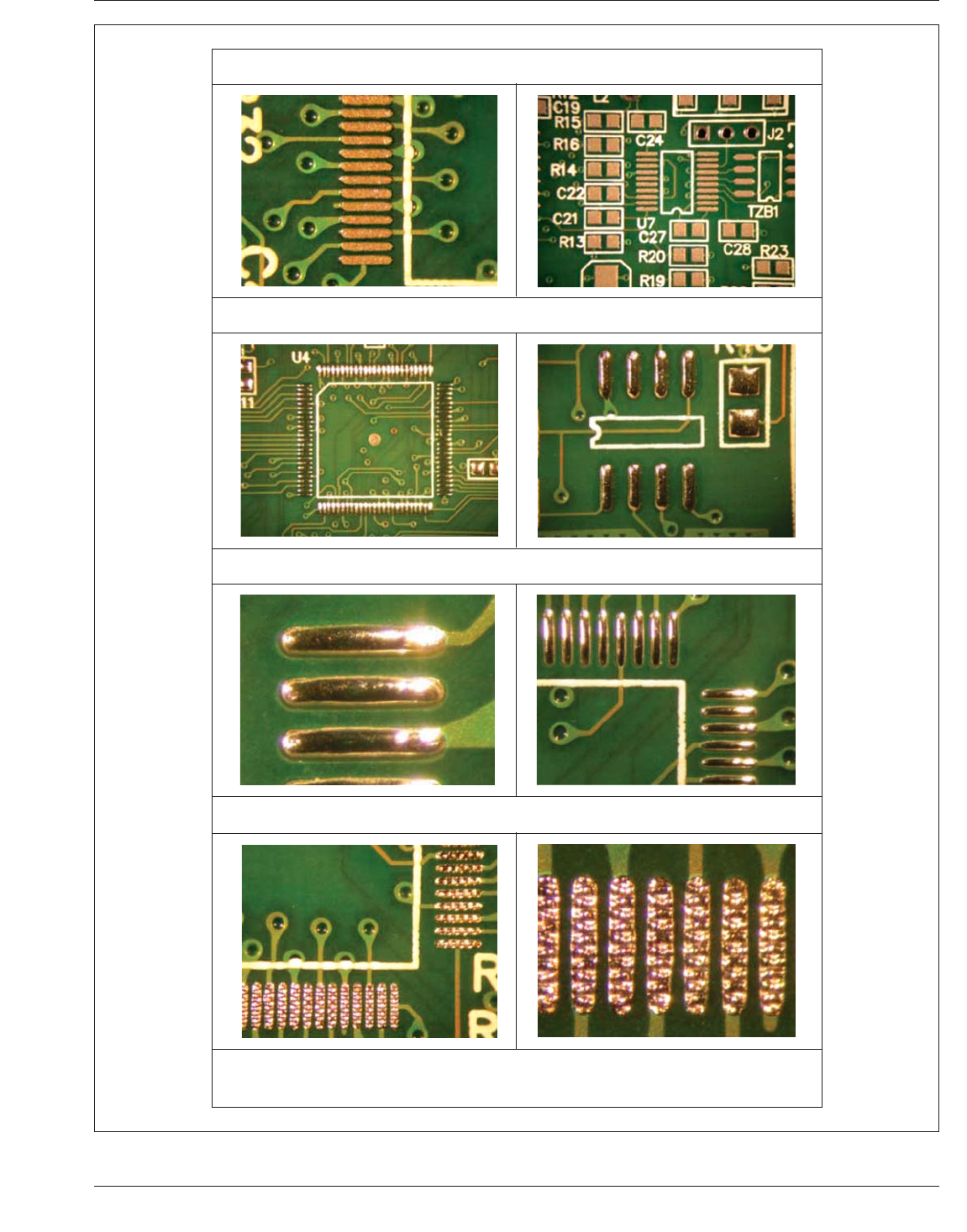
IPC-7093-5-3-cn 图 5-3 SSD 应 ⽤ 基 本制作 步骤 运用模板和焊膏印刷表面贴装焊盘 不贴装元器件焊膏回流 清洗焊膏产生的残留物 压平圆形SSD凸块 用模板将粘性助焊剂印刷在表面焊盘上及在组装之前用纸保护粘性表面 201 1 年 3 月 IPC-7093-C 39 Copyright Association Connecting Electronics Industries Provided by IHS un…

些共沉积元素的含量水平应该受控,不能超过
规定的工艺限值。磷或硼含量水平的变化,超
出规定的工艺限值时可能会对处理表面的可焊
性和焊点的可靠性带来不利影响。
5.3.3.2 电解镀镍/电镀⾦ 镍/金结合物另外一
种是电解镀镍/电镀金表面处理。这种电镀是类
似的,但是会导致与化学镍/浸金不同的晶粒结
构,且不会出现“黑盘”焊点破裂现象。
电解镀镍/电镀金在图形电镀后,大多在阻焊膜
前
,因此有表面污染的风险。在电解镀镍/电镀
金上施加阻焊膜,比起其它表面处理阻焊膜附着
力低。这会导致BTC组装时的问题,尤其是在返
工时。如果覆盖在BTC焊盘和导通孔之间的阻
焊隔离翘起,焊料就会从焊盘流入导通孔,导致
焊料不够或焊点开路。
另一个担忧是很难控制整块板上的镀金厚度。
金层可能过薄(比如在密集电路区域)或金层可
能过厚(比如在
独立电路区域)。后面一种情况
可能因为焊点中金过量(>3%)而引起金脆化。
5.3.3.3 化学镍/钯/浸⾦(EEPIG) 为了解决化
学镍/浸金(EIG)工艺的一些问题,已经开发
了另外一种化学镀和浸金组合工艺。转变为无
铅焊接后,对制造、工艺和无铅电子产品的可
靠性提出了许多问题。其中一些评估包括i-7%
P/Pd/Au (EEPIG)(5μm/0.06μm/0.03μm)工
艺。
5.3.3.4 直接
浸⾦(DIG) 直接浸金(DIG)是另
外一种表面处理方式,可以直接在铜表面沉积
成一个薄且均匀的镀金层。通过监控镀金槽中
的沉积反应,可以确认铜没有与金一起沉积,
沉积的主要驱动力来自于自动催化反应。铜表
面的粗糙度影响焊料的延展性。而当镀层厚度
在30到80nm之间,可以得到特性良好的焊点。
此外,引线键合良好性能取决于中性PH
值,自动
催化型化学镀金槽和镀金层。
对于DIG处理的表面,无铅焊接与锡/铅共晶焊
接相比,焊接结果通常较差(延展性差)。有必
要了解在无铅工艺下,在150°C下金属间化合物
层(IMC)随时间变化的情况如下:
a) 0小时,Sn/Ag/Cu焊料与锡/铅焊料的IMC层
厚度差异很小
b)经过100小时的外露,IMC层厚度基本相等
c) Cu3Sn的IMC层厚度随受 热 时间增加而
继续
增加
d)与锡/铅焊料一样,使用Sn/Ag/Cu焊料时的
Cu3Sn清晰可见。
5.3.3.5 浸银 浸银是一种金属可焊性的保护
层。它可永久性地成为组装板完整的一部分,
或是牺牲性保护层,在组装过程中防止铜氧化
并保持可焊性。对于接触探针测试,浸银也是
良好的表面处理。
业界继续在寻找可替代的表面处理,以克服与
HASL、OSP和EIG表面处理相关的缺点。其
中
最有前景的可替代表面处理是浸银和浸锡。
5.3.3.6 浸锡 浸锡有相当长的历史,但是由于
早期担心形成金属间化合物而降低可焊性,所
以应用受到了限制。这些担忧在最近的工艺中
得到解决。浸锡是一种金属可焊性的保护层,
在组装过程中防止铜氧化并保持可焊性。与浸
银相比,由于锡有比较高的接触电阻,不太适
合探针测试。其中一点担心是在使用无铅焊料
的焊
点中有大量的锡,当产品经历各种应力变
化时会生长晶须。
浸银和浸锡都是使用浸镀方法将金属沉积在板
子表面上。
5.3.3.7 固体焊料沉积物 固体焊料沉积(SSD)
自1986年就有了。它是一种预先在表面贴装盘
上以固体的形式预置完成元器件附着所需所有
焊料的方法。SSD工艺使用有粘性的助焊剂涂层
在最终再流焊时将元器件定位。这种具有粘性的
助焊剂一旦干掉,比焊膏具有更强的保持力,
而且
如果污染也没有关系,因为它不导电也不
具有腐蚀性。这就意味着,安装具有不可视引
线或引线在本体底部的元器件时,更具有可预
测性而获得更好的良率。
SSD应用的基本步骤如图5-3所示。
SSD生产注意事项如下:
• 固体焊料沉积应用工艺步骤(见图5-4)。
• 焊膏印刷到焊盘上,在没有干扰时过再流焊,
这是一种比较简单的施加焊膏方法。在Z方
向
由贴装压力引起的元器件不良都可以消除。
IPC-7093-C 2011年3月
38
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
IPC-7093-5-3-cn
图5-3 SSD应⽤基本制作步骤
运用模板和焊膏印刷表面贴装焊盘
不贴装元器件焊膏回流
清洗焊膏产生的残留物
压平圆形SSD凸块
用模板将粘性助焊剂印刷在表面焊盘上及在组装之前用纸保护粘性表面
2011年3月 IPC-7093-C
39
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
• 再流表面贴装焊盘上的焊膏可显现与表面处理
相关的可焊性问题。在没有元器件的情况下,
退润湿是很容易识别的。
• 没有贴装元器件的焊料过再流焊,允许助焊剂
中排出气体,因此减少或消除了空洞的形成。
• 从没有贴装元器件的电路板上清洁助焊剂残留
物也是比较容易和高效的。
• SSD工艺使用的助焊剂比焊膏更具粘性,如果
贮存合理可以保持至6个月。SSD印制板设计
与标准印制板相比没有什么不同。
SSD产品设计注意事项:
• 阻焊膜
完全包围表面贴装焊盘。这意味在整平
过程中所有焊盘之间的阻隔有利于SSD的成
型。
•隔离所有的孔包括导通孔,这样再流的时候焊
膏不会流失。
• 识别带有导通孔的焊盘,可以改进SSD工艺以
适应表面贴装焊盘上导通孔的焊膏填充。
• 将小板拼板以便搬运。依据设计,一些小板可
以从拼 板中分离,在 出 货前作为单板上助焊
剂。
5.4 阻焊膜 阻焊膜是一种高分子聚合物涂覆
层,旨在保护
不需要焊接的铜表面。与复合层
压材料不同,阻焊膜通常是一种均质材料。顾名
思义,阻焊膜是用来覆盖电路板不需要焊接的
外表层。铜层上有阻焊膜覆盖也可以有助于防
止导体间的桥接。由于无铅焊接的工艺改变,
对阻焊膜性能的评估赋予了全新的含义。
在过去,不是所有的电路板都有阻焊膜,因为
导体和焊盘间隔距离较大,过波峰焊时不可能
引起相邻导体间的桥接。但是随着细小线路和
间距
的到来,使用阻焊膜几乎是电路板过波峰
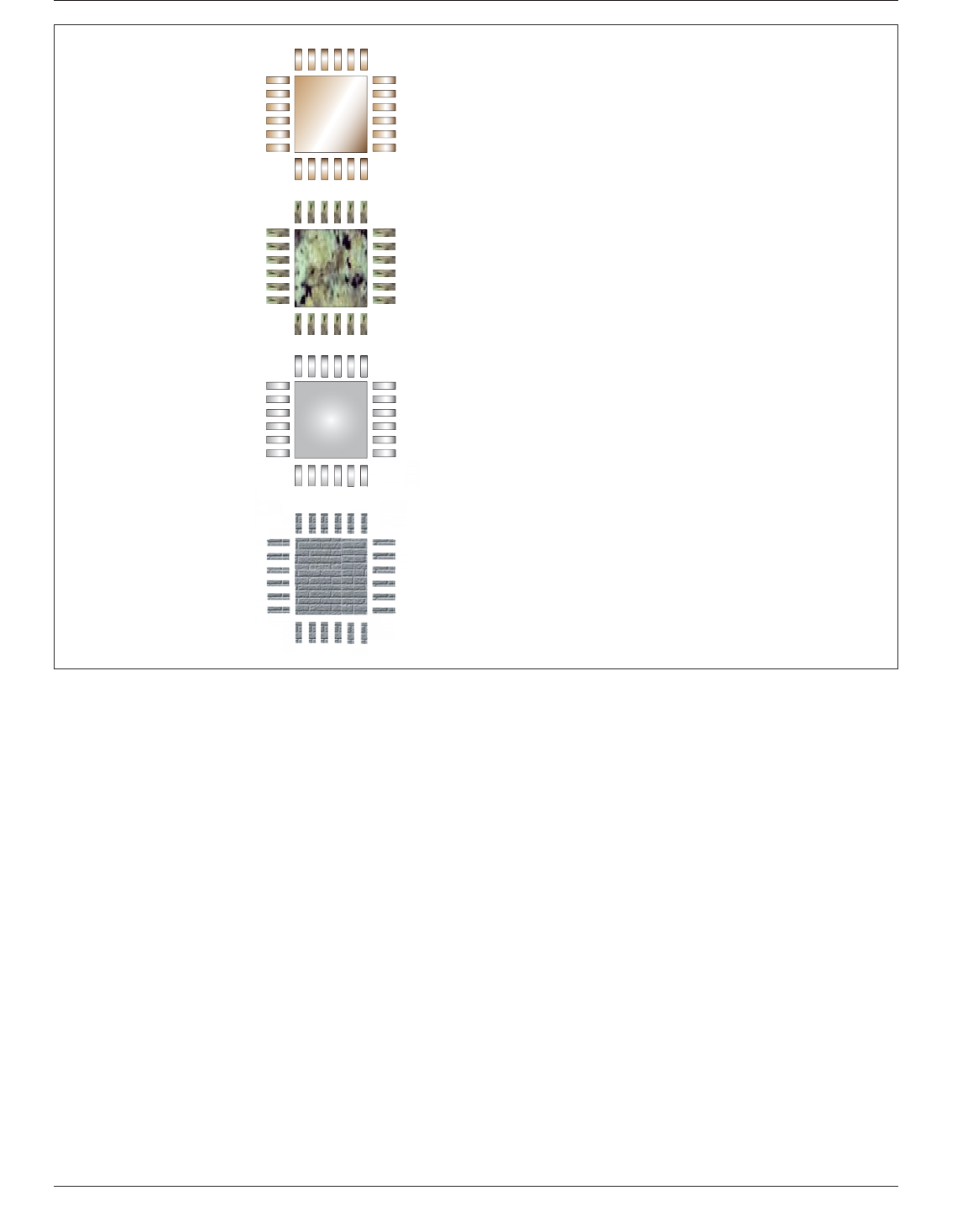
IPC-7093-5-4-cn
图5-4 SSD过程步骤
⎲㾶ᡆ⭥䭰%7&✺ⴈമᖒ઼'$3
൘✺ⴈ઼'$3к⭘⁑ᶯঠࡧ✺㞿
✺㞿എ⍱ᒦ⍇ࣙ✺ࡲ↻⮉
ᒣ66'㺘䶒ᒦ⭘⁑ᶯঠࡧ㋈ᙗࣙ✺ࡲ
IPC-7093-C 2011年3月
40
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---