IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第76页
焊盘上, 这些 方法 包 括 : 丝 网 印 刷 、 模 板印 刷 和 滴 涂 或 喷 射 。 焊 膏是 由 金属 粉末 颗 粒 和 助 焊 剂均匀 混合而成 的。焊 膏 中 金属 含量( 按 重 量,一 般 90 % ) 决 定 了焊 点 中的 固 态 合 金 量。 金属 粉末 颗 粒 一 般 是 球 状 。 粉末 颗 粒 一 致 的形 状 有 利 于 印 刷 / 滴 涂 工 艺,同时表面 积 可 减少 使 焊 膏 氧 化 最 小化 …
PCB板上焊盘图形和散热焊盘几何形状尺寸必
须可比、位置对齐,确保完全与BTC元器件进
行电气和机械互连。图7-4所示的示例中,表示
了两表面之间可能的接口不齐。
7.2.4 焊膏及其施加 焊膏印刷的质量是使用
BTC技术获得高良率高可靠组装的关键因素,
表面组装过程是通过焊膏将BTC端子与板子焊
盘焊接在一起。焊膏可以通过几种方法涂覆到
IPC-7093-7-1-cn
图7-1 底部端⼦元器件良好焊盘图形举例
㕙✺ⴈ
н㕙✺ⴈ
㢟ྭ✺⛩
3&%✺ⴈሩሱ㻵✺ⴈ
㢟ྭ✺⛩ປݵ
㕙ᔿሱ㻵
н㕙ᔿሱ㻵
㕙ᔿ3&%䇮䇑
н㕙ᔿ3&%䇮䇑
IPC-7093-7-2-cn
图7-2 底部端⼦元器件不良焊盘图形举例
不内缩焊盘
内缩焊盘
不良焊点
焊料双侧偏移
不良焊点/填充
焊接高度太低
不内缩式封装
内缩式封装
内缩式PCB设计
不内缩式PCB设计
2011年3月 IPC-7093-C
63
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
焊盘上,这些方法包括:丝网印刷、模板印刷
和滴涂或喷射。
焊膏是由金属粉末颗粒和助焊剂均匀混合而成
的。焊膏中金属含量(按重量,一般90%)决定
了焊点中的固态合金量。金属粉末颗粒一般是
球状。粉末颗粒一致的形状有利于印刷/滴涂工
艺,同时表面积可减少使焊膏氧化最小化。
助焊剂、溶剂和胶
凝剂组成了焊膏剩余部分的
含量。助焊剂中的活化剂清除焊料颗粒、焊盘
图形和BTC端子表面的氧化物,促使再流焊中
有良好的可焊性。溶剂对焊膏的粘性的控制起
重要的作用,它影响流变性质。BTC焊点中的
空洞形成可能与焊膏中的溶剂有关。低沸点的
溶剂和/或不合理的再流参数会增加BTC焊点空
洞的发生率。
对于细间距BTC焊膏印刷,焊膏必须能通过
非
常小的模板开孔。焊膏在一段延续时间内需要
保持可印刷性和粘性,在再流焊之前或再流焊
期间,它必须维持焊膏印刷后的形状。焊膏粘
度、颗粒尺寸和模板寿命是焊膏涂敷的关键参
数。
由于减少产出速度,焊膏滴涂没有像焊膏印刷
那样应用广泛;但是,对于较严格的过程控制,
选择性的滴涂对焊膏量的沉积和放置有更大的
灵
活性。一种技术被称为焊膏喷射,焊膏沉积速
度已有很大提高,同时对焊膏量和位置精度也
有灵活性。喷射技术,需要特殊的焊膏配方,
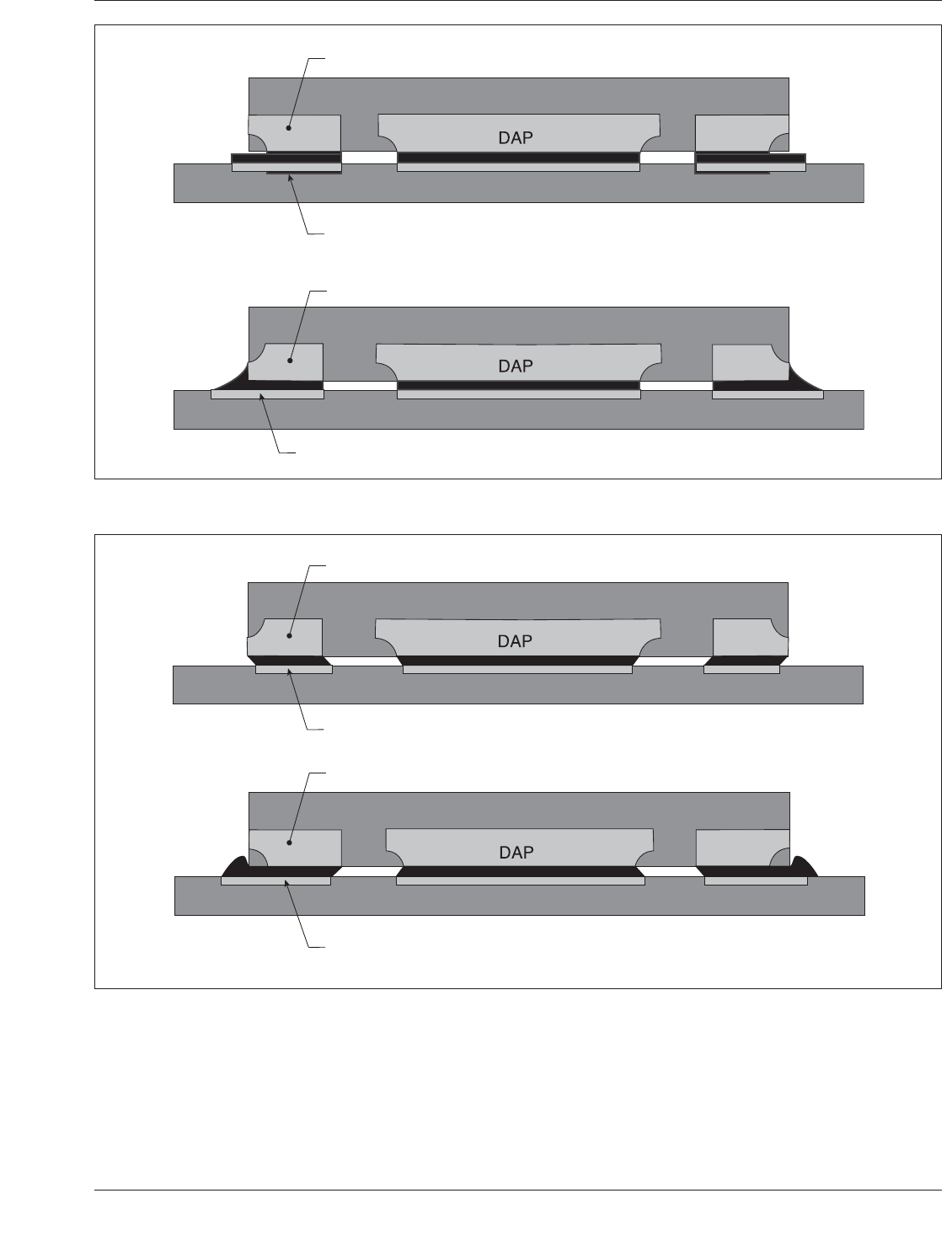
IPC-7093-7-3-cn
图7-3 搪锡与⾮搪锡BTC对⽐以及导致空焊情况
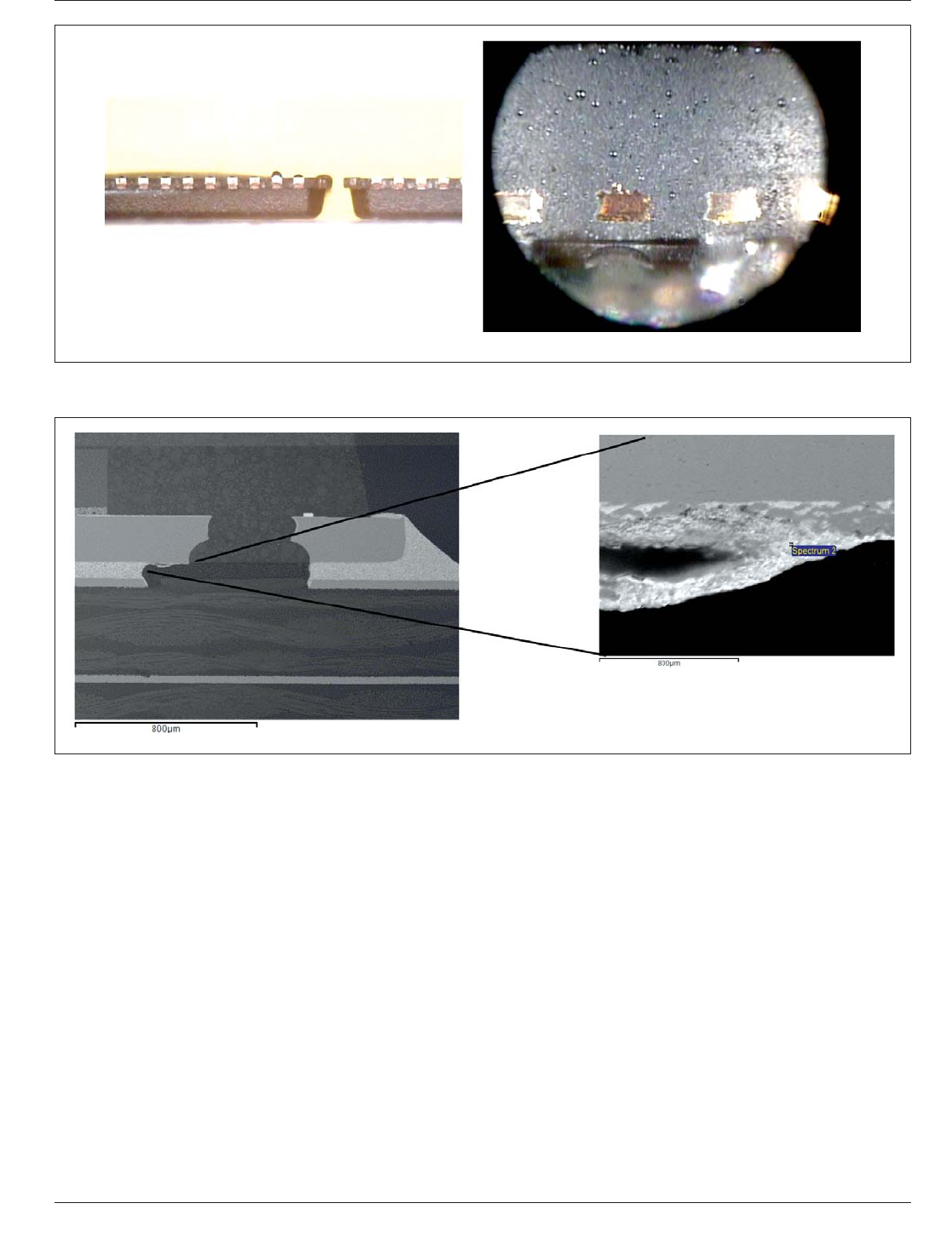
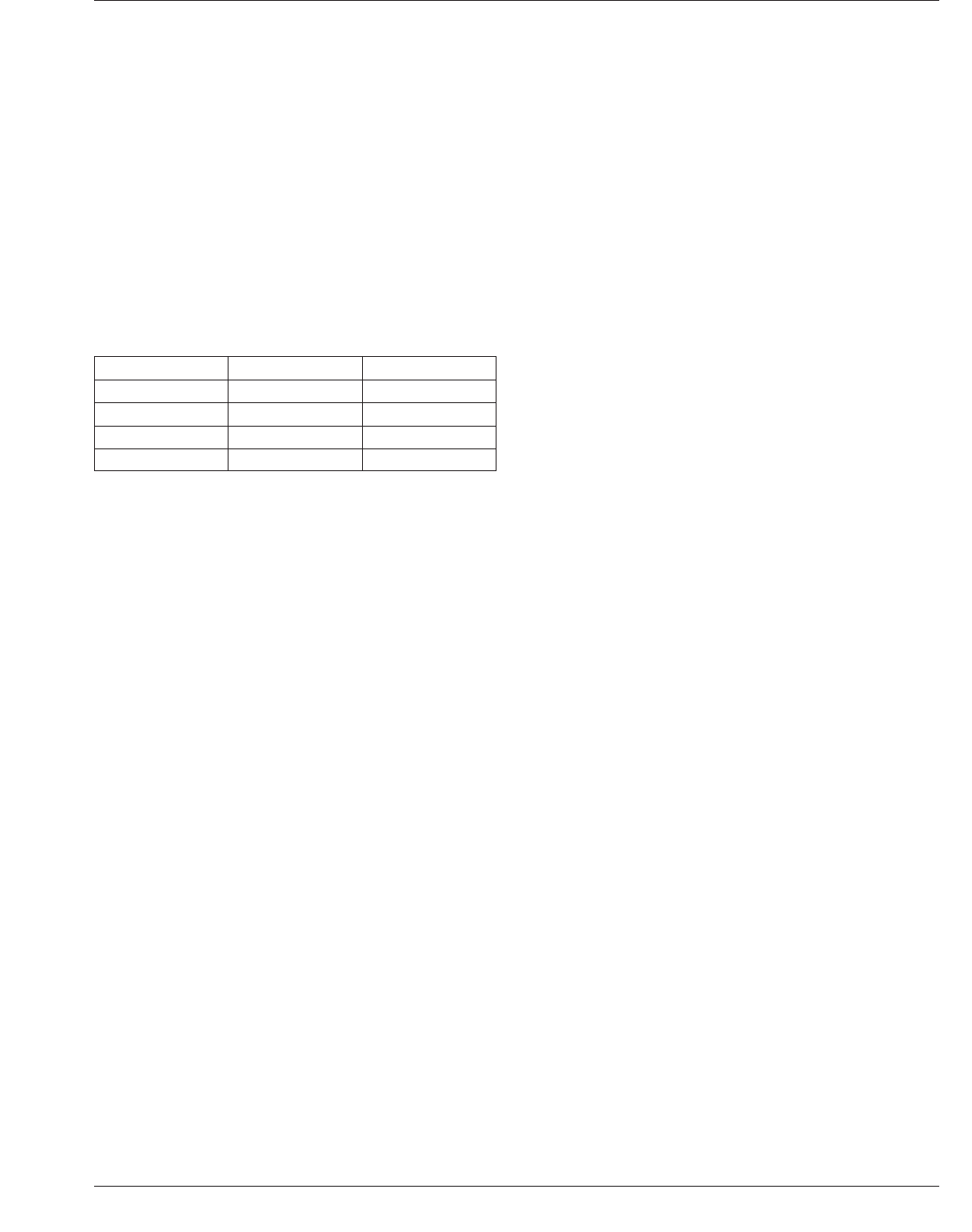
IPC-7093-7-4-cn
图7-4 过⼩PCB焊盘导致纯锡表⾯处理不能与锡铅焊膏混合的区域
Elektronische Abbildung 1
Elektronische Abbildung 1
IPC-7093-C 2011年3月
64
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
在业界很少被接受。作为一种保持较严格的过
程控制的方法,未来更精确的设备和滴涂方法
可使这种技术更可行和更令人满意。
7.2.4.1 颗粒⼤⼩和焊膏选择 类型3或4、低残
留、免清洗焊膏(Sn63/Pb37或96.5Sn/3.0Ag/0.5
Cu)经常被应用于BTC封装的安装。然而,水溶
性助焊剂材料也被广泛地使用。焊膏成分往往
是必须贴装在PCB上各种元器件的一个折衷考
虑,市场上有
SMT使用的特定焊膏,这可将焊
点的空洞最小化。
J-STD-005将焊膏颗粒大小进行分类(见表7-1)。
7.2.4.2 模板厚度和开窗设计 形成可靠的焊点
是有必要的。BTC类元器件有大量的端子连接,
对焊膏印刷厚度均匀性提出了挑战。为此要在
模板设计时要深思熟虑。模板厚度和开窗蚀刻
几何形状决定了焊膏沉积在元器件焊盘上的精
确量。模板的对齐精度和一致的焊膏印刷量是
再流焊过程稳定的关键。模板一般是用不锈钢
或电
铸镍做成。开窗应该做成梯形的,确保焊
膏均匀脱离模板,减少拉锡。连接BTC的焊点
厚度经再流焊后一般应该在50μm到75μm之间。
开孔修改:
• 规定所有开孔的内角倒角半径≤0.6 mm。
• 所有0.8mm和更小间距的元器件开孔宽度减小
到间距的50%。
• 分区的BTC散热焊盘开窗将减少焊膏印刷量
50%或更少,或按照制造商的具体建议。
注:分区焊膏沉积对某些
元器件来说是不需要
的。当开孔直径大于5.0mm[0.200in]时,要将开
孔分割为多个小开孔。
模板厚度:
引线间距≤0.5mm[0.020in],推荐使用厚度为
125μm[0.005in]的模板;更大引线间距的模板厚
度建议为150μm[0.006in]。在同一个板上有小引
线间距和大引线间距情况下,可能需要阶梯式
区域。一般BTC阵列和同0402与0201大小的无
源元器件,模板厚度一般要求为125μm。
模板厚度应该考虑使用激光切割
的要求。大散
热焊盘应该使用棋盘图形。模板厚度(C)一般在
100μm到150μm[0.004in到0.006in]范围内。真正
的模板厚度取决于PCB上的表面贴装元器件。
应该使用硬度等于或大于95的橡胶刮刀或金属
刮刀来刮平焊膏。刮刀片的角度、压力和速度
必须细调以保证相等的焊膏转移量。建议印刷好
的板子在安装零件前要进行检查;合适的模板
印刷是其制程
后再流焊良率的重要因素。见图
7-5。
为了能够有效地将热量从封装中带走,增强电
气性能,需要将芯片连接盘焊接到PCB散热焊
盘上。如果焊膏的覆盖面积太大,建议模板开
多个小开孔而不是一个大开孔在散热区域印刷
焊膏。焊膏覆盖率典型效果为50%到80%。图7-
6显示不同模板设计案例,描述达到合理覆盖水
平的方法。
7.2.4.3 焊膏量的重要性 能提供良好焊膏释
放
的模板开孔设计是非常重要的。为了得到良好
的焊膏释放,激光切割模板开孔的宽厚比推荐
为大于或等于1.5。宽厚比是模板开孔的宽度与
模板厚度的比值。宽厚比与模板的制造有关,
模板开孔和/或厚度需要被修改以达到可接受的
宽厚比。
使用厚的模板会增加发生锡珠和桥接的机会,
通过减少开孔的尺寸补偿厚度的增加会降低焊
膏释放效率,导致得到低于预期的焊膏量。采
用较薄的模板必须使用1:1的开孔特征比值,即
使轻微的偏移也会增加发生锡珠的机会。而任
何开孔特征比例的减少或不完美焊膏释放就会
出现焊膏不足,焊点不饱满或开路,并可能导
致机械强度差。
不管模板特性如何,组装工厂必须注意印刷工
艺,并由合格的技术人员操作。预处理、焊膏
的流动、操作时间、间隙高度、刮刀片硬度和
速度以及再流制程工艺对于模板细致设计是关
键的,以确保最大的良率和最小的不良率。重
要的是在BTC组装工厂找出采用什么样的印刷
技术。这些工厂都应该能为模板设计局限性提
供建议。
表7-1 颗粒⼤⼩⽐较
焊膏类型 ⽹筛 颗粒最⼤尺⼨[m]
类型2 -200/+325 80
类型3 -325/+500 50
类型4 -400/+500 40
类型5 -500 30
2011年3月 IPC-7093-C
65
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---