IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第48页
要 保证 有 足 够 的焊 膏 量,一 些 企业对焊料成形 还 需要有 优 先 的表面 处理 要求。 重 点是 最终 成 品 板表面 处理 的一 致 性 和 安 装 BTC 的焊盘的 镀 层/涂覆层 的 平整度 。 表 5-2 提 供 一 些应 用 的参 数 。 5.3.1 热 风 焊料 整 平( HASL ) 热风 焊料 整平是 应 用 很 久 的表面 处理 。 这 种 工艺 是 将 完 成的印 制板 垂 直或 水 平 浸入 熔融 的…
5.2.5 吸湿性 大部分有机材料具有某种程度
的吸湿性,而以不同的速率吸收水分,某些材
料吸收水分相对迅速。水分吸收可改变材料的
电气性能,比如损耗正切、材料的工艺性能,
当排气时会导致起泡。它可影响物理尺寸和层
压板的重量。因此,可以用一个简单的方法来
确定吸湿,在定义好的水分含量状况下通过记
录重量的增加来确认材料已经吸收的
水分,表5-
1表示本节所提到的各种材料按重量显示的吸水
率。
5.2.6 平整度(拱曲和扭曲) 1.5mm、2.25mm和
3.0mm厚度的板子共面性会有差异,尤其是组装
BTC类型的元器件时。平整度根据层压板或成品
印制板的长宽测得。术语拱曲适用于定义零件最
长的尺寸,而扭曲是横跨零件对角线的长度。
这些要求通 常以距离的容许 百分比来定义。
因此,印制板的允许拱曲被规定为长边尺寸的
0.50%。
但是关
于组装BTC元器件后平整度的关键,需
要通过阴影叠纹影像技术对局部平整度进行评
估。这种技术允许在室温下进行局部平整度测
量,也可以在无铅焊接条件下的高温(如260°C)
下测量。当贴装端子数量多的BTC元器件到板
上某局部区域时,传统的测量整板平整度的技
术不能反映出问题。
5.3 表⾯处理 印制板表面处理有几个功能,
它们包括:可焊性的提供和防
护,为触点/开关
提供可靠的接触面,线键合表面和焊接互连。
虽然本标准主要研究BTC元器件,但是在选择
最合适的表面处理时也要考虑其它元器件和线
路板的组装要求。没有一种表面处理能很好地
适合所有应用要求。
因为没有一种表面处理能很好地适合所有应用
要求,所以要不断研究改进表面处理方案。一
些表面浸镀处理可以满足许多元器件混合组装
场合,特别是浸银。组装BTC元器件的重点是
IPC-7093-5-2-cn
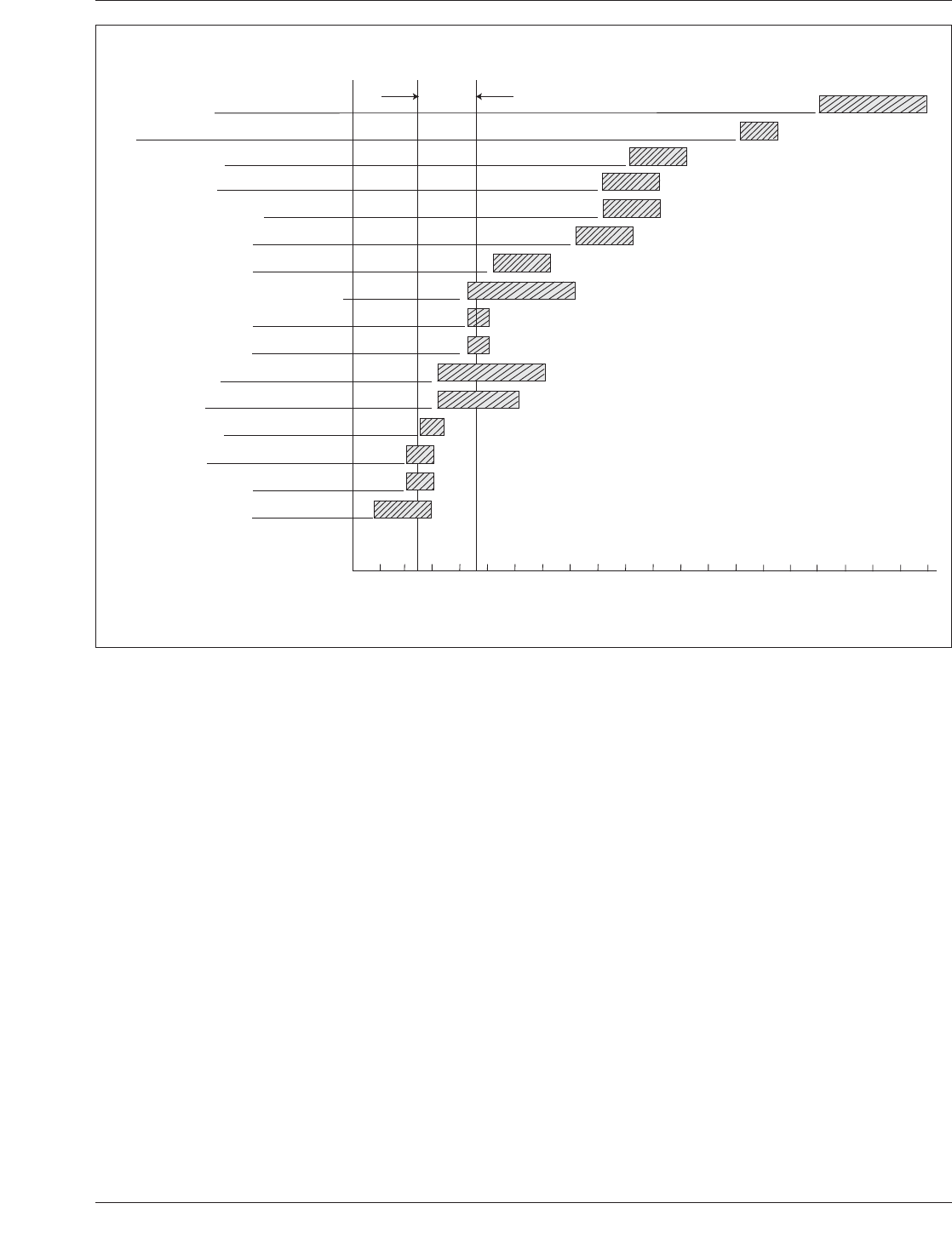
图5-2 材料热膨胀⽐较
材料
铝材质散热器
铜
环氧“E”玻璃
BT-“E”玻璃
聚酰亚胺“E” 玻璃
L.C.C.C.*
CTE范围
CTE (PPM/ °C)
17 18
1513
1412
1412
1311
氰酸脂-“S” 玻璃
铜-因瓦-铜 聚酰亚胺“E”玻璃
无纺芳纶/聚酰亚胺
无纺芳纶/环氧树脂
聚酰亚胺-石英
氰酸脂-石英
环氧-编织芳纶
BT-编织芳纶
聚酰亚胺-编织芳纶
聚酰亚胺-编织芳纶
氰酸脂-“E” 玻璃
108
117
6.35.7
5.0 6.0
5.0 6.0
5.53.8
3 4 5 6 7 8 9 1011121314151617
18 19 20 21 22 23 24
106
2420
96
87
87
5.5 7.5
*无引脚陶瓷芯片载体
2011年3月 IPC-7093-C
35
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
要保证有足够的焊膏量,一些企业对焊料成形
还需要有优先的表面处理要求。重点是最终成
品板表面处理的一致性和安装BTC的焊盘的镀
层/涂覆层的平整度。
表5-2提供一些应用的参数。
5.3.1 热风焊料整平(HASL) 热风焊料整平是
应用很久的表面处理。这种工艺是将完成的印
制板垂直或水平浸入熔融的锡槽内,再用热风
将多余的焊料吹离和整平,由此得名。HASL工
艺是印制板
承受的第一次焊接冲击。有些材料的
结合在多次过高温外露期间可能会产生分层。
HASL表面处理实质上保证了可焊性,因为该工
艺已经通过润湿整个铜表面基材提供了一半的
焊接。事先经过老化和简单的目视检查,这种
产品的可焊性质量可以通过一个简单的浸锡测
试确认。当印制板结束本制程后,不润湿或退
润湿的任何迹象马上显现出来。
采用热风焊料整平(HASL)的表面
处理提供了长
久的可焊性寿命。只有当表面金属间化合物生
长后,可焊性才变差。因此,一个合适的涂覆
处理,在正确保存的前提下至少可以保持一年
以上的有效期。另外,涂层的可焊性可以承受
多次粘合固化或焊膏再流过程。
5.3.1.1 锡铅热风整平 虽然许多印制板的主要
表面处理都是锡铅表面处理,但是我们主要关
注的是HASL过程镀层厚度的一致性。通常这种
工艺的涂层
的厚度大部分是在0.75μm到35μm之
间。一般太薄的镀层厚度是不可接受的,因为
很薄的焊料涂层会完全转化为锡-铜金属间化合
物,可焊性较差。然而,对HASL或其它保护涂覆
的印制板的可焊性评估研究表明,外观看到的
焊接质量与通过切片试验观察到的HASL厚度和
覆盖率没有相关性。因此,印制板的可焊性验
收标准应该要通过样品板的功能测试来评估。
HASL焊料厚度变化很大,影响印制板和元器件
焊接终端的共面性。还
有,不均匀的表面给焊
膏印刷带来更多的难度,因为在印刷时模板和
印制板很难密封。缺少良好的密封或填料会导
致焊料泄漏到模板底部。结果导致制造商或增
加清洗模板的频率(这样会降低产能)或造成桥
接增加的可能(这样会降低良率)。
5.3.1.2 ⽆铅HASL 无铅热风整平工艺已经证
明可同时提供良好质量和可靠性的表面处理,
并且有长久的可焊性寿命。无铅
HASL最有可能
的镀层选择是锡铜合金(熔点227°C),或锡银铜
合金(熔点217°C),其它锡银铜合金如105、305
或其它也可以选用。SAC合金具有熔点温度较
低的优点,但是锡铜合金也有优点,其原材料
容易得到而且成本低廉。锡铜合金焊料缸容易
管理和回收,因为只有两种成分。对焊料缸并
不很有侵蚀性,有少量铜析出的特点
,对常见
的杂质要求不是很严格。
熔点温度足够低可以满足当前大部分设备和元
器件要求,另外借助于一些新的层压板特性,
可与印制板的制造顺序和工艺相兼容。为了优
化工艺,焊料合金供应商增加了一些专用稳定
的配方用于HASL,称为Sn-0.7Cu。一种为无铅
焊接开发的典型合金是SnCui,这种合金的熔
点温度是227°C,工艺焊接温度是从250°C 到
260°C[482°F到500°F]。锡槽 内 铜 溶 解 是 个 问
题,如果
锡槽中铜含量高于0.85%将很可能增加
桥接、拉尖和其它缺陷。Sn-0.7Cu+i的焊接温
度是227 - 265°C (变化38°C),而Sn63Pb37的焊
接温度是183 - 250°C (变化67°C)。
这种表面处理通过热传递和热贮存保持有良好
的可焊性。与被替代的锡铅相比,具有光亮的
表面且很少突起。锡槽中的成分可以通过使用低
铜充满合金保持稳定,同时锡渣损失少。最重
要的是这合金对锡槽
材料没有侵蚀性。
在大尺寸印制板(>250x250mm)使用大BTC元器
件(>25x25mm)时,减 小 电路板弯 曲 和 挠 曲变
形的最好方法就是增加电路板的厚度至少达到
2mm,这会减少或消除由电路板弯曲或扭曲引起
的机械应力导致的分界面失效。然而,随着切换
为无铅制程,较厚的板子就要求在高温下外露
更长的时间,使可靠性问题成为较大的担忧。
随着许多 手 持 产品中使用薄PCB
(厚度小于0.5
mm)的增加,不再使用HASL板子,因为在HASL
处理过程中容易使PCB产生翘曲。
5.3.2 有机表⾯保护(可焊性有机保护)膜 随着
BTC元器件和细间距元器件的广泛使用,比如
LGA,对PCB平整度的控制尤为重要。作为容
易产生翘曲的HASL表面处理的替代,其表面处
理是可焊性有机保护膜(OSP)。OSP是一种抗氧
IPC-7093-C 2011年3月
36
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
化有机化合物涂层(比如苯并咪唑化合物),用
于覆盖外露铜表面以防止氧化。OSP一般是一种
水基有机化合物,选择性地与铜结合形成有机
金属层以保护铜层,保持其可焊性。
OSP可以使用多种化学物。一些常见的如苯并三
唑、咪唑和苯并咪唑。这些涂层通过防止铜表
面氧化或锈蚀而保持其可焊性。这些涂层一般
将电路板沉浸在OSP缸内或通过喷洒
得到。只要
过程受控而达到OSP涂层均匀,两种方法都是可
以的。涂层的厚度变化很广,可以从很薄(0.01
μm)到相对厚的0.2μm到0.5μm。厚涂层比薄涂
层更优先,特别是如要经过多次再流焊接或板
子两面焊接的等待间隔时间太长(比如,隔天以
上)时。应该注意的是,所有的OSP不是一样的,
因为有专门开发的OSPs用于能承受温度较高的
无铅再流焊曲线。
表面OSP有许多优点
。其中最重要的是,能避免
锡/铅HASL的主要问题而使电路板表面保持平
整。它同样是要符合欧盟法规无铅要求。OSP也
要改进密封问题,从而可以减少焊膏印刷的相
关缺陷以提高整体良率。
由于OSP镀层是透明的,涂覆的端子还是维持着
铜的外观,所以能进一步发觉任何焊膏的印刷错
误情况。如果使用酒精或其它溶
剂洗掉PCB上的
焊膏,同 样也会清除掉OSP层。这会增加铜氧化
的风险从而影响可焊性。但是如果有必要,这
样的板子可以重新涂覆。这里不建议清洗和擦拭
板子。但具体的做法应该可以依照IPC-7526,
它介绍了模板和印刷不良板的应用资料。工艺工
程师应该与化学清洗供应商一起制定正确的清
洗工艺,可以清除焊膏且最小程度地去除表面的
OSP。
有一些工艺过程与OSP不
兼容。例如,如果在焊
接过程中焊膏或 助 焊 剂 没 有覆盖焊盘所有表
面,再流焊接后会出现退润湿外观。在过波峰
焊时,很重要的一点是让助焊剂要进到PTH孔
内,以形成正面焊料填充。同样,在SMT制程,
焊膏必须覆盖焊盘整个表面,避免在焊盘边缘
出现退润湿外观。另外,可能有的免清洗助焊
剂和某种溶剂不兼容。在通过再流焊接、波峰
焊和手工焊等多次热冲击后,也可能会有可焊
性问题。
5.3.3 贵⾦属镀层/涂层 随着欧盟法规要禁止
在电子焊接中使用铅,看到了更多的使用贵金
属如金和钯作为PCB表面处理。其它两种贵金
属表面处理也很受欢迎,它们是化学镍/化学
钯/浸金(EEPIG)和直接浸金(DIG)。这些一般
被称为通用表面处理,因为它们能被焊接与连
接,也适宜作为可接触表面处理。特别地,当
EEPIG用于SAC无铅制程来焊接BTC元器件端
子时,可以减轻使用EIG有时会看
到的焊点变
脆问题。
5.3.3.1 化学镍/浸⾦(EIG) 化学镍/浸金提供
了非常好的储存寿命,适合于SMT制程的平贴
焊接表面以及适合于内部电路测试(ICT)电子探
针接触的良好表面。EIG表面处理具有经过多
次再流焊接后还可维持可焊性表面,同时很少
有与操作相关的问题。由于镀镍层的存在,强
化了PTH 孔壁强度,在多次再流焊接和PTH元
器件返工后还能保持完好。贵金属
表面涂覆处
理比OSP处理成本高,与HASL相比,成本相当
或贵过HASL,这取决于PCB的复杂程度。如果
想在一个板上混合采用多种表面处理,比如在
某处镀i/Au而在其它地方涂覆OSP,要实现这
种制造过程比较困难而且成本高。
在化学镍工艺使用的还原剂包括磷或硼。在化学
沉镍时镍减少,而磷或硼结合到镍沉积中。这
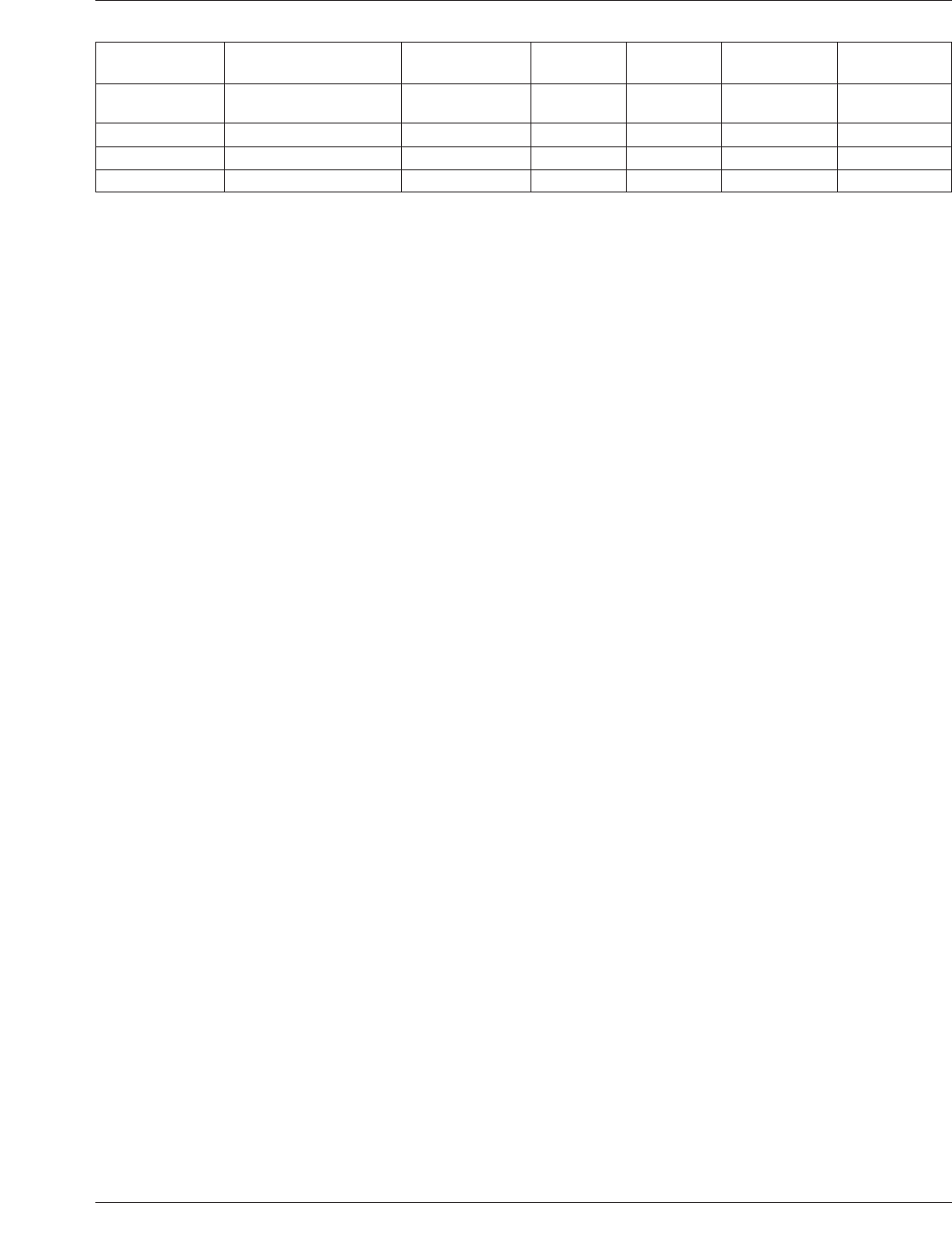
表5-2 各种板⼦表⾯处理的主要属性
HASL
锡铅/锡铜
1
OSP 化学镍浸⾦电解镍/⾦ 浸银
2
浸锡
储存寿命
适当操作
1年 6个月 >1年 >1年 6个月 6个月
操作 正常 避免直接接触 正常 正常 避免直接接触 避免直接接触
SMT焊盘表面图形 半球形/不平平整平整平整平整平整
多次再流循环 好,但需要稳健的板材 一般,涂层厚更好 好 好 一般/好 一般/好
注:
1. 无铅HASL时优选铜合金
2. 为保持光泽可能需要有机保护层
2011年3月 IPC-7093-C
37
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---