IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第75页
PCB 板上焊盘图形和 散热 焊盘 几 何形 状尺寸 必 须 可 比 、位置对 齐 , 确保 完 全 与 BTC 元器件 进 行 电气和 机械互 连。图 7-4 所示的示 例 中,表示 了 两 表面 之 间 可能的接 口 不 齐 。 7.2.4 焊膏及其施 加 焊 膏 印 刷 的 质 量 是使用 BTC 技术 获 得 高良率高 可 靠 组装的关 键 因 素 , 表面组装过程 是通 过焊 膏 将 BTC 端子与板子焊 盘焊接在一 起 。焊…

7 印制板上BTC元器件的组装
连接BTC元器件的组装工艺需要仔细的工艺开
发和控制。良好的制程控制会使制程不良率明
显下降。
7.1 PCB表⾯处理要求 均匀的PCB电镀厚度
是高组装良率的关键。没有十全十美的表面处
理,所有的表面处理都会存在一些问题。甚至
包括无铅HASL也被认为会产生讨厌的板翘和不
均匀的焊料表面。当使用浸锡时,需要考虑可
焊性和健康方面的担忧。
对于化学镍/浸金(EIG)表面处理来说,镀金层
厚度范围应该在0.05μm
到0.20μm之间,以避免
焊点的金脆化。EIG是一个好的选择,但会存
在黑盘问题;此问题通常发生在使用BGA的PCB
上。对BTC元器件来说,黑盘的问题没有这么
大。
使用有机可焊性保护覆盖(OSP)表面处理的PCB
也被推荐为镍金处理的替代。如果进行无铅焊接
工艺,就必须使用高温OSP。OSP层经过多次再
流焊后可能不再存在,比如在双面板组装时。
OSP是一个不错
的选择(低成本),但当多次再流
焊或在波峰焊接时孔填充是OSP的主要问题。
高温OSP可以解决这些问题,但是确实会增加成
本。
浸银是可以接受的,因为有平整的处理表面,
但也有一些其它问题。比如:由于沉积制程不
足产生凹洞和凹孔,这些问题必须解决。同时
浸银的储存寿命有限,如不保护和在多次再流
焊制程不合适,这种类型的电镀将会变黑。浸
银解决了大部分OSP存在的
问题,但是表层的小
空洞、蔓延性腐蚀和在含盐和硫的环境变黑是
个问题。
对于热风整平(HASL)处理的PCB,应该了解并
监控表面平整度以确保整个BTC元器件焊接的
均匀性。
因为所有的表面处理都会存在一些问题,考虑两
种表面处理是比较明智的:单面板用OSP处理;
对于双面板和混合组装板(含有SMT和通孔组
装)使用EIG和浸银处理。使用OSP板时,在再
流 焊和波 峰焊使用氮 气会允许有额外
的灵活
性。而使用EIG板,即使在使用免清洗助焊剂
时也可不用氮气。使用活性强的助焊剂允许更
多的灵活性。使用活性强的助焊剂情况下,即
使没有氮气OSP也可以使用。因此,很重要的是
氮气的使用、助焊剂的类型、可靠性问题和成
本敏感性,这些对于表面处理的选择起着关键
的作用,见第5章。
关于表面处理有更
多的资料,请参考IPC-2221和
IPC-6012。
7.2 PCB设计 合理的焊盘图形设计是维持BTC
元器件高良率和焊点可靠性的关键。图7-1表示
了理想的BTC焊盘图形图例;图7-2表示了对于
BTC类元器件焊盘图形不好的图例。
元器件上的焊盘应该与板上的焊盘对齐,这样
在元器件焊盘和板子焊盘间形成完全的焊接。
此外对于内缩式封装,推荐将板子焊盘设计成
超出元器件封装的外边缘,以便于进行焊料流
动性检查。
7.2.1 焊接过程考虑 因为金属端子表面面积
小且仅依靠PCB表面的印刷焊膏,所以必须小
心
以形成可靠的BTC封装焊点。因为BTC封装
下面有大散热焊盘加上它非常接近引线的内边
缘,所以它更为复杂。尽管前面建议的散热焊
盘图形设计可以帮助消除一些表面贴装问题,
需要特别考虑对于周边焊盘和散热焊盘的模板
设计和焊膏印刷。因为公司之间表面贴装工艺
各不相同,建议进行细致的工艺开发。
7.2.2 元器件预烘烤 用防潮袋包装运输的BTC
元器件要求特别的操作以保证满足适当的表面
贴装
条件。防潮包装袋要贴标签注明BTC元器件
正确操作方法。外露在室内温湿度条件下的BTC
元器件超出标签规定的累计时间,在表面安装再
流焊之前要预先烘烤。根据BTC的大小、厚度和
MSL等级确定烘烤时间和条件。业界标准化组
织比如JEDEC公布了烘烤时间和温度的表格。
应该执行J-STD-033以防止BTC元器件损伤。
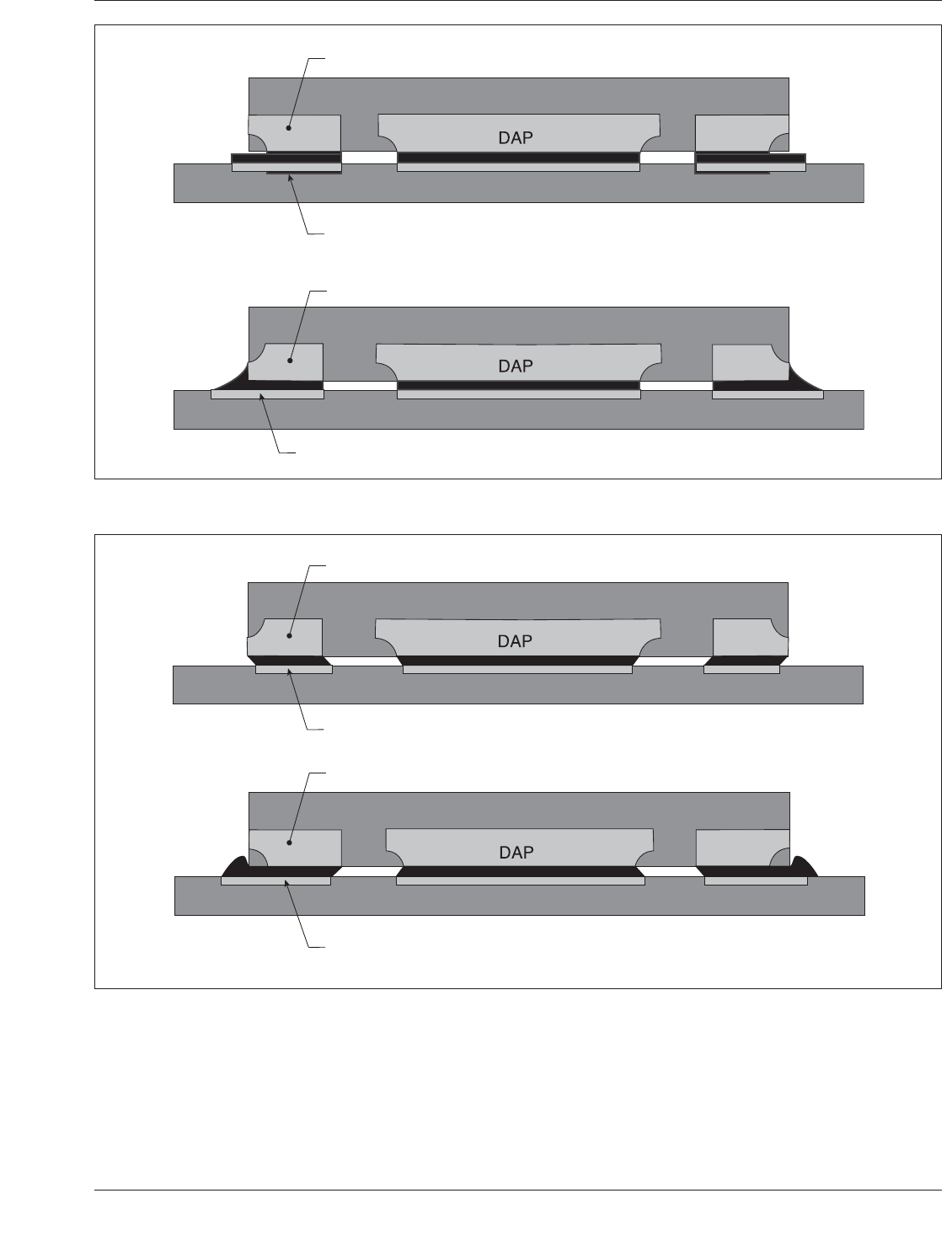
7.2.3 元器件组装前准备 不建议对BTC端子
表面
进行浸焊处理。浸焊不能保证BTC共面性
导致在组装过程中无法生产。散热焊盘平面上
不一致的焊料会抬高BTC元器件,使得过再流
焊时信号端子不接触焊盘发生焊接开路。信号
端子上不均匀的焊料量也会引起不接触的状况
导致随机位置上焊接开路。见图7-3。
IPC-7093-C 2011年3月
62
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
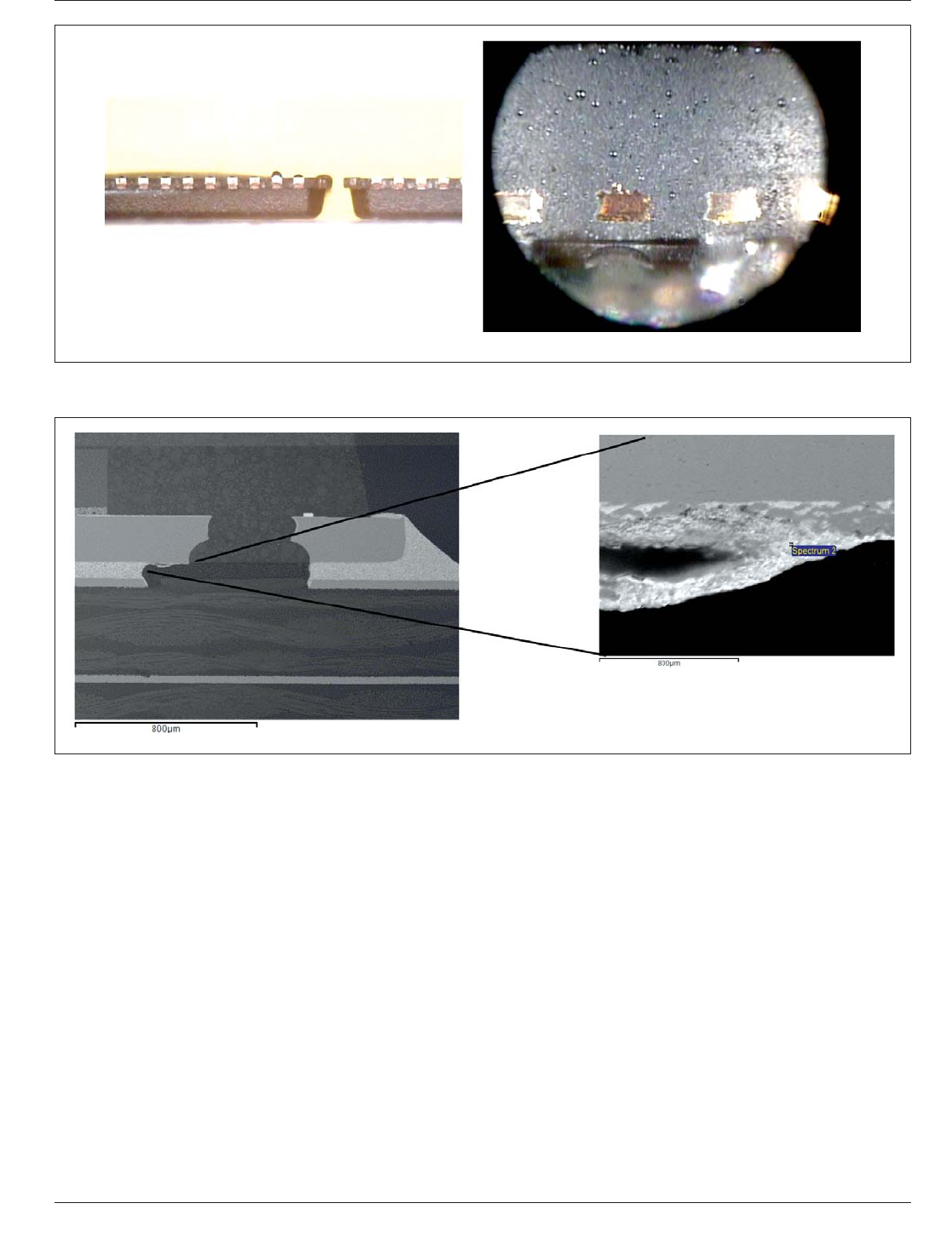
PCB板上焊盘图形和散热焊盘几何形状尺寸必
须可比、位置对齐,确保完全与BTC元器件进
行电气和机械互连。图7-4所示的示例中,表示
了两表面之间可能的接口不齐。
7.2.4 焊膏及其施加 焊膏印刷的质量是使用
BTC技术获得高良率高可靠组装的关键因素,
表面组装过程是通过焊膏将BTC端子与板子焊
盘焊接在一起。焊膏可以通过几种方法涂覆到
IPC-7093-7-1-cn
图7-1 底部端⼦元器件良好焊盘图形举例
㕙✺ⴈ
н㕙✺ⴈ
㢟ྭ✺⛩
3&%✺ⴈሩሱ㻵✺ⴈ
㢟ྭ✺⛩ປݵ
㕙ᔿሱ㻵
н㕙ᔿሱ㻵
㕙ᔿ3&%䇮䇑
н㕙ᔿ3&%䇮䇑
IPC-7093-7-2-cn
图7-2 底部端⼦元器件不良焊盘图形举例
不内缩焊盘
内缩焊盘
不良焊点
焊料双侧偏移
不良焊点/填充
焊接高度太低
不内缩式封装
内缩式封装
内缩式PCB设计
不内缩式PCB设计
2011年3月 IPC-7093-C
63
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
焊盘上,这些方法包括:丝网印刷、模板印刷
和滴涂或喷射。
焊膏是由金属粉末颗粒和助焊剂均匀混合而成
的。焊膏中金属含量(按重量,一般90%)决定
了焊点中的固态合金量。金属粉末颗粒一般是
球状。粉末颗粒一致的形状有利于印刷/滴涂工
艺,同时表面积可减少使焊膏氧化最小化。
助焊剂、溶剂和胶
凝剂组成了焊膏剩余部分的
含量。助焊剂中的活化剂清除焊料颗粒、焊盘
图形和BTC端子表面的氧化物,促使再流焊中
有良好的可焊性。溶剂对焊膏的粘性的控制起
重要的作用,它影响流变性质。BTC焊点中的
空洞形成可能与焊膏中的溶剂有关。低沸点的
溶剂和/或不合理的再流参数会增加BTC焊点空
洞的发生率。
对于细间距BTC焊膏印刷,焊膏必须能通过
非
常小的模板开孔。焊膏在一段延续时间内需要
保持可印刷性和粘性,在再流焊之前或再流焊
期间,它必须维持焊膏印刷后的形状。焊膏粘
度、颗粒尺寸和模板寿命是焊膏涂敷的关键参
数。
由于减少产出速度,焊膏滴涂没有像焊膏印刷
那样应用广泛;但是,对于较严格的过程控制,
选择性的滴涂对焊膏量的沉积和放置有更大的
灵
活性。一种技术被称为焊膏喷射,焊膏沉积速
度已有很大提高,同时对焊膏量和位置精度也
有灵活性。喷射技术,需要特殊的焊膏配方,
IPC-7093-7-3-cn
图7-3 搪锡与⾮搪锡BTC对⽐以及导致空焊情况
IPC-7093-7-4-cn
图7-4 过⼩PCB焊盘导致纯锡表⾯处理不能与锡铅焊膏混合的区域
Elektronische Abbildung 1
Elektronische Abbildung 1
IPC-7093-C 2011年3月
64
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---