IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第71页
基于 “ 80 % 规则 ” 的 BTC 区 域阵 列元器件 增 加 了 布线 的复杂 性 ,需 要 更专 业的 布线 工 具 。 基于 此 概 念 , 注意到 5 个 网格 间距 中的仅有 2 个有能力 符 合 通用 网格 的, 该 通用 网格 是基于 元器件 I / O 引 线 定义的 最 小间距 (本 例是 0.5mm )。与此 相 反 , 图 6-18 右 边使用相 同的 网格 间距 ,可 以看 到 放 置 相 同 数 量的元器…
IPC-7093-6-16-cn
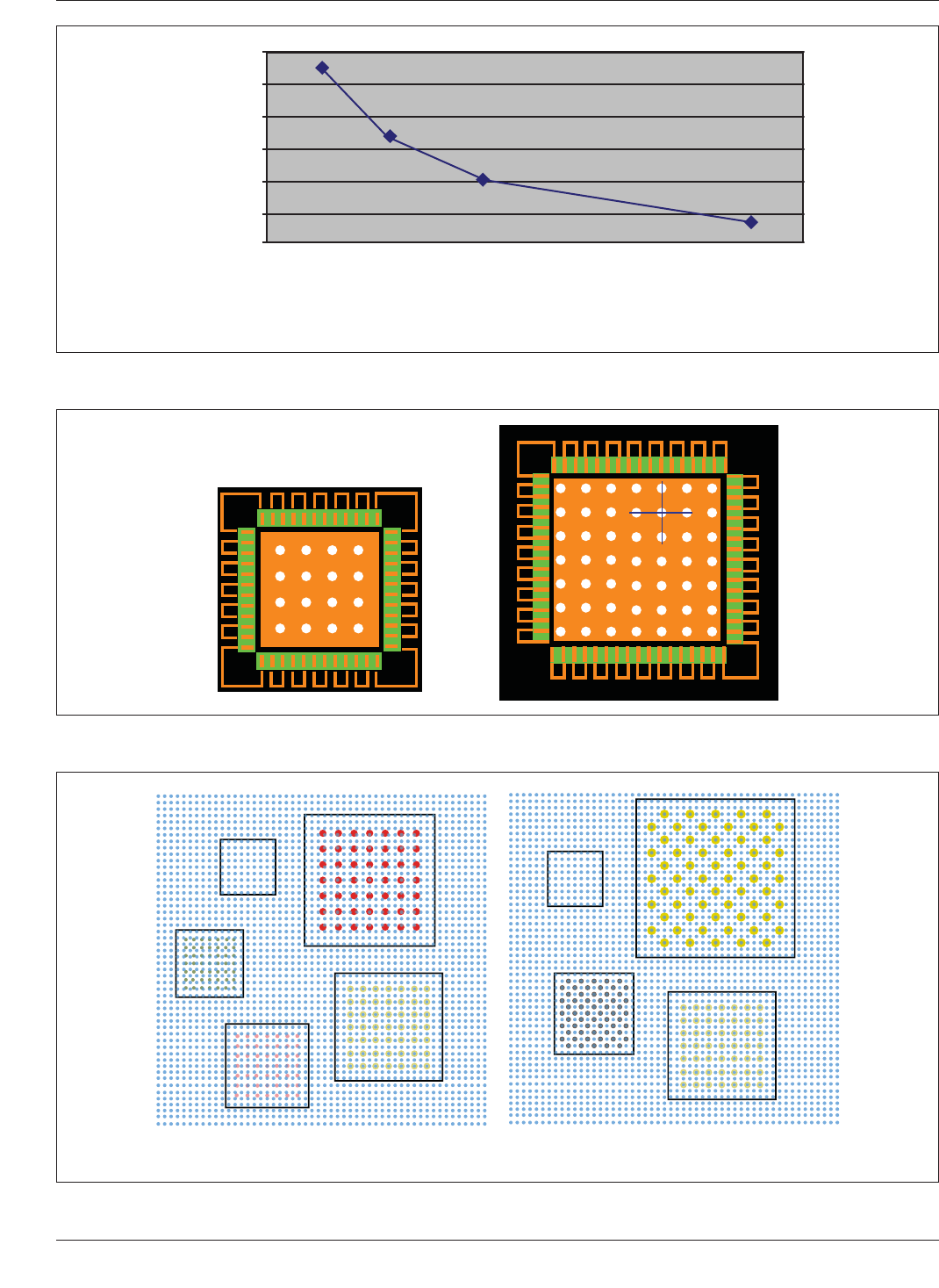
图6-16 封装上散热孔的数量对封装热性能的影响
&:
ሬ䙊ᆄᮠ䟿
䱥ࡇ
䰤䐍
[
[
[
[
IPC-7093-6-17-cn
图6-17 7x7mm,48引线和10x10mm,68引线封装的PCB散热焊盘和导通孔排列
IPC-7093-6-18-cn
图6-18 80%规则与标准⽹格系统对布线改善的⽐较
80%规则
标准基础网格
IPC-7093-C 2011年3月
58
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---

基于“80%规则”的BTC区域阵列元器件增加了
布线的复杂性,需 要 更专业的布线工具。基于此
概念,注意到5个网格间距中的仅有2个有能力符
合通用网格的,该通用网格是基于元器件I/O引
线定义的最小间距(本例是0.5mm)。与此相反,
图6-18右边使用相同的网格间距,可以看到放置
相同数量的元器件,每个元器件引线落到网格
上,使得有高效率电路 “Manhattan布线”。
6.1.5 连接技术 因为金属端子表面面积
小且
仅依靠PCB表面的印刷焊膏,所以必须小心以
形成可靠的BTC封装焊点。因为BTC封装下面
有大散热焊盘加上它非常接近引线的内边缘,
所以它更为复杂。尽管前面建议的散热焊盘图
形设计可以帮助消除一些表面贴装问题,需要
特别考虑对于周边焊盘和散热焊盘的模板设计
和焊膏印刷。因为公司之间表面贴装工艺各不
相同,建议进行细致的工艺开发。
6.1.5.1 周边焊盘的模板设计 尽管不是PCB设
计师的主要
职责,他们应该了解模板设计要求。
一般来说,周边焊盘上有最佳最可靠的焊点时,
应该有50μm到75μm间隙高度,更理想的是,在
外部端子末端尽量有填充。有良好间隙高度的
焊点,即使端子末端没有填充或填充很少,在
大部分应用场合依然能提供可靠的界面。要达
到好的间隙高度的第一步是周边焊盘的焊膏模
板设计。模板开孔应设计成能取得最大的焊膏
释
放。典型的是考虑以下两个比率来达成:
1. 面积比=开孔面积/孔壁面积;
2. 宽厚比=开孔宽度/模板厚度
对于 矩 形开孔,就此封装需要而言,面积比=
LW/2T(L+W),宽厚比 =W/T,L和W是开孔长
度和宽度,T是模板厚度。对最佳的焊膏释放而
言,面积和宽厚比应该分别大于0.66和
1.5。当
开孔面积比和宽厚比目标值轻易达到时,推荐
模板开孔与PCB焊盘尺寸应该是1:1。当选择引
线内缩时,开孔可减小,因为封装可焊面积减
少了。模板应该用激光切割和电极抛光。抛光有
助于模板壁光滑,使焊膏更好释放。模板开孔公
差应该严格控制,特别是0.4mm和0.5mm间距元
器件,因为这些公差可以有效降低开
孔大小。
关于模板开发的更多详细信息可在IPC-7525得
到。
6.1.5.2 散热焊盘模板设计 为了将热量有效地
从封装散出以加强电气性能,芯片外接盘需焊
接到PCB散热焊盘。对于较大散热焊盘图形,
建议将模板设计成多个小开孔。典型地,这将
会导致50%到80%的焊膏覆盖。
6.1.5.3 导通孔类型和焊料空洞 焊点中的空洞
对高速和射频电路应用以及散热性能产生不利
影响。当典型的BTC封装整合了较
大的居中散
热焊盘,在这一区域中要控制焊料空洞是困难
的。居中散热平面的空洞会增加电路的电流路
径。空洞的最大尺寸应该小于此平面内散热导
通孔的间距。建议应保证任何导通孔不能散热
失效,此失效发生在当空洞增加了电流路径而
超出至相邻导通孔距离。
散热焊盘区域出现小空洞,不大可能导致散热
和电气性能的退化。具体的散热模拟如图6-19所
示,表明较小的
多个空洞合并至散热焊盘面积的
50%,不会导致散热性能的减少。也应该注意到
散热焊盘区域的空洞不会影响周边焊点的可靠
性。
散热焊盘区域的大空洞是应该避免的。为了控制
这些空洞,导通孔需要被填充。填充DAP区域
的导通孔,可防止再流焊过程中焊料流入导通
孔内部。业界有许多方法来达到这个目的:用
干膜阻焊膜“盖孔”(从正面或反面)。“导通
孔堵塞”用液态感
光阻焊膜(LPI)从反面堵塞。
“孔侵入”或“导通孔金属化加盖”。导通孔填
充在5.4.4.2中有更多的讨论。
在安装QF封装到板子时,所有这些选项各有
利弊。当板子导通孔采用正面盖孔时会产生较
小的空洞,但板子正面阻焊膜的存在会阻碍正
确的焊膏印刷。另一方面,无论是底部塞孔还是
底部盖孔,都会由于排气产生较大的空洞而覆
盖超过两个以上的导通孔。最后, 侵入孔可让焊
料流入导通孔内从而减少空洞大小。然而,它
会导致封装间隙高度降低,这间隙高度是由外
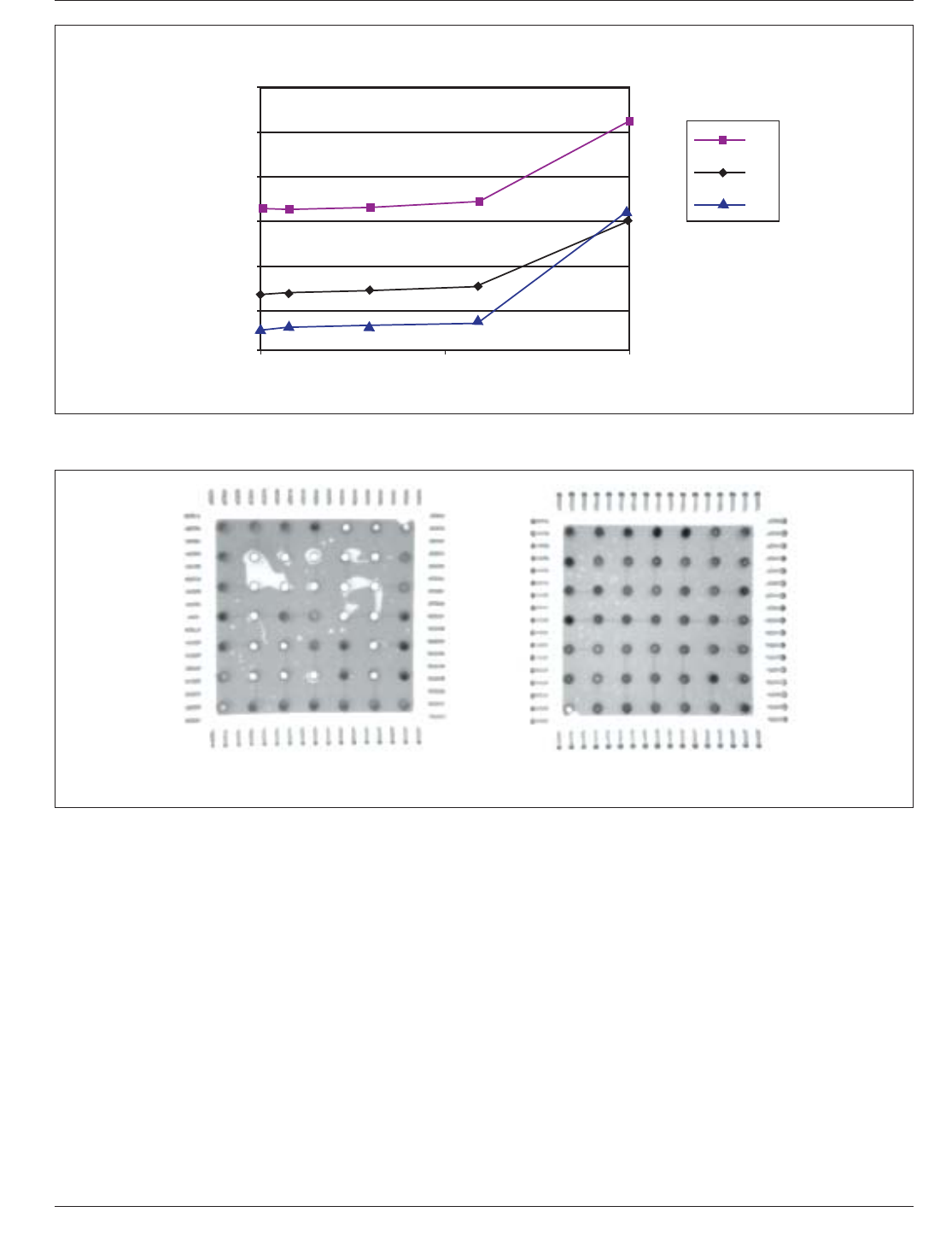
露焊盘下面的焊料量控制的。图6-20显示在两种
不同导通孔处理下,安装在板子上的QF封装的
X-ray典型照片。当采用盖孔时,阻焊膜的直径
应该比导通孔直径大100μm。
取决于板子厚度和外露焊盘下焊膏印刷量,侵
入孔会导致焊料从板子的另一面流出。
应该注
意该种孔没有完全被焊料填充,建议焊料在孔
2011年3月 IPC-7093-C
59
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
中湿润并沿着孔壁向下流使端部填塞。这流出
量与PCB厚度、散热焊盘区焊膏覆盖量和PCB表
面处理方式有关。在锡铅焊接制程,生产商注
意到采用少印焊膏和降低炉温峰值(低于215°C)
的方法来避免焊料流出。
导通孔填充和金属化盖孔是防止盖孔、灌淹孔
和侵入孔出现的好办法,尽管这确实需要二次
工艺。重要的是确保金属化盖孔工艺在焊盘产
生最小凹坑(<0.002in)。如
果接受较大的凹坑,
其俘获的空气/气体会在导通孔间产生空洞。
6.1.5.4 焊点间隙⾼度和填充形成 设计应该有
利于形成合适的间隙高度。间隙高度直接与散
热焊盘焊膏量和在封装底部外露焊盘的导通孔
类型相关。设计人员应该知道,板子组装研究
结果已显示焊点间隙高度随着散热区焊膏量的
增加和导通孔填塞的采用而增加。
间隙高度取决于润湿的焊料量或流入镀覆导通
孔的焊料量。侵入孔提供了焊料容易流入导通
孔
的通道从而减少了封装焊点间隙高度,而塞
孔由于导通孔的尾端已被填塞封闭,阻碍了焊
料流入导通孔。另外, 对于侵入孔设计,导通孔
数量和表面处理过的导通孔大小也影响间隙高
度。间隙高度也与组装时所用的焊膏类型和化
学反应情况、PCB厚度、表面处理和再流焊曲
IPC-7093-6-19-cn
图6-19 空洞对散热性能的影响
ᮓ✝ᙗ㜭YV✺᧕オ⍎
-$
-%
-9
✺ᯉオ⍎
-$-%-9Ϩ&:
IPC-7093-6-20-cn
图6-20 X光图例显⽰散热焊盘上的空洞
ຎᆄ ץޕර䙊ᆄ
IPC-7093-C 2011年3月
60
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---