IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第80页
灰 阶 系 统 使用前 照 光 , 从 下面 照 亮 元器件。表 面特 征被 反馈 到 CCD 摄像 系 统 进 行 处理 。 二 元 系 统 使用后 照 光 , 从 上面 照 亮 元器件。元器件 的 外 形 被 投 影 到 CCD 摄像 系 统 处理 。 二 元成 像 是 这 两种方法 中 比较老 的 方法 , 使用 黑 白 图 像 间 的对 比度 找 出特 征 。 灰 阶 系 统 通 常 可 以 分析 256 个 层 次 的对 比度…
面积比 = LW/2T (L+W)
宽厚比 = W/T
L和W是开孔长度,T是模板厚度
宽厚比 =
开孔宽度(W)
模板厚度(T)
>1.5
面积比 =
开孔面积(LxW)
开孔孔壁面积(2x(L + W) xT)
>0.66
注:如果开孔与以上所述不同,重新计算面积
比。但为了简化,上面的公式还可使用,并得
出稍微保守的数值。
采用电铸加工的模板,面积比小于0.6也可以得
到很好的良率。IPC-7525模板设计指导有关于
其它模板设计规则的更多信息。
除了模板厚度和开孔设计变量约束以平衡焊膏
量和恰
当的焊膏释放,对带有镀金的BTC元器
件来说,金脆化也是一个问题(与EIG处理的
PCB连接时,更是这样)。为了得到足够的焊膏
量来减轻金脆化,某些情况下可考虑用较厚的
模板或套印。但是,这些施加焊料的方法会导
致焊膏释放和桥接问题。
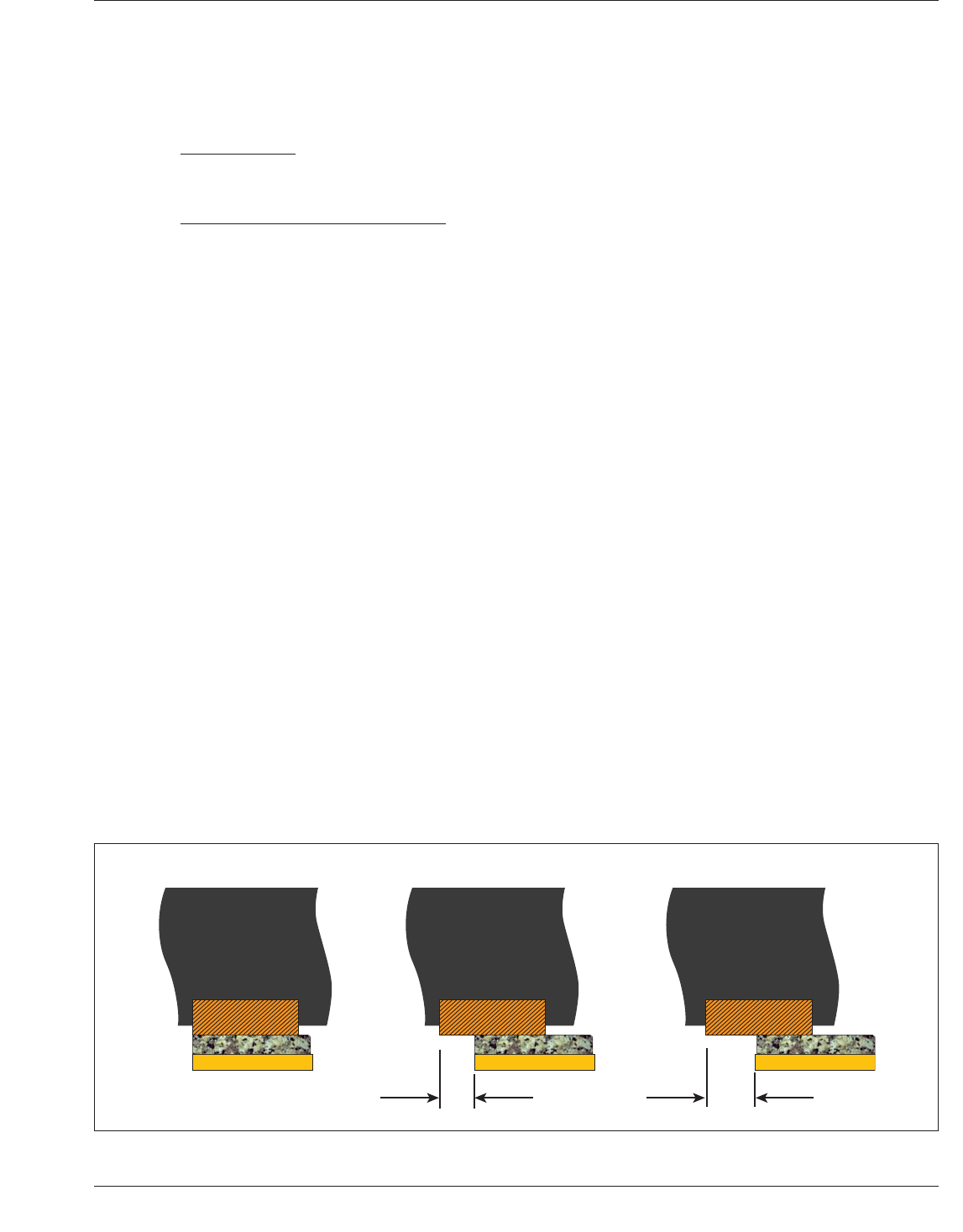
7.2.5 元器件贴装影响 吸取和贴装精度控制
封装元器件的定位和旋转对准,这与设备和工
艺相关。轻微的元器件偏移(偏移焊盘中心小于
25%)在过再流焊过程中会自动对准(见图7-8)。
较大的元器件偏移(偏移焊盘中心大于50%),
应该在再流焊前清除,因为这会演变成电气短
路,在再流焊时会导致焊料桥接。
7.2.5.1 贴装精度的视觉系统 贴装精度是组装
BTC工艺一个非常关键的部分。BTC贴装后出
现的问题,强烈建议不要试图通过移动它来纠
正,这样可能会造成相邻焊点间的桥接,因为
这 种 连接是无 法 目视 到的。贴片机的精度很
大程度 上 依
赖 视 觉 系统和 吸 嘴吸 住元器件的
能力。对于 这 种应 用视觉 系统 匹配也 是 很重
要的。视觉系统在贴装之前确定了每个元器件
的X、Y和角度补偿。除了确定元器件的偏移,
视觉系统还可以检测元器件尺寸的完整性。电
荷耦合元器件(CCD)摄像系统采用两种光学方
法,它们被称为二元度量和灰度度量。这两种
方法对对比度和亮度变化都是敏感的。
使用机器视觉系
统对准封装元器件有两种流行
的方法:封装轮廓,视觉系统定位封装的外形;
另外一种是端子识别,视觉系统定位封装的端
子或引线。
一些视觉系统可以直接定位焊盘上的金属化图
形。两种方法都适用于BTC贴装。端子识别类
的对准精度会较高,但是因为贴片机要处理较
复杂的视觉信号而速度较慢。识别封装外形吸
取和贴装过程更快,但是精度较差。两种方法
都可以接受,并已得到许多贴片机供应商和合
约
PCB组装厂成功证实。
根据吸取和贴装系统的类型,封装载体形式的
变化是需要的。局部基准点也有利于帮助视觉
系统识别BTC焊盘图形精确位置,这与细间距
四周引线的零部件的情况类似。
IPC-7093-7-8-cn
图7-8 评估再流前最⼤可接受偏移
ⴞḷ ਟ᧕ਇ
!
ᤂ᭦
2011年3月 IPC-7093-C
67
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
灰阶系统使用前照光,从下面照亮元器件。表
面特征被反馈到CCD摄像系统进行处理。二元
系统使用后照光,从上面照亮元器件。元器件
的外形被投影到CCD摄像系统处理。二元成像
是这两种方法中比较老的方法,使用黑白图像
间的对比度找 出特征。灰阶系统通常可以分析
256个层次的对比度。两个系统都是使用一种算
法来
确定元器件的中心。二元成像要求的计算
能力比灰阶成像要求的少。
灰 阶 成 像 是 根据焊盘定位来安装BTC元器件
的,而二元成像是根据BTC元器件的外形定位来
安装的。在某些情况下,BTC外形和PCB焊盘的
位置误差是比较显著的。灰阶成像对于贴装BTC
元器件是更令人满意的,因为消除了由元器件
外形变化带来的贴装误差。
贴片机吸嘴的设计因供应商不同而不同。选择
正确的吸嘴是重要的,这要求有
足够的表面积
来吸附元器件,防止贴装工艺产生任何偏移。
吸嘴必须像密封紧贴元器件,不允许有真空泄
漏。触觉感应是需要的,因为这有助于控制Z轴
(垂直)主轴的行程,防止真空吸嘴和基板间元
器件的冲击受损。
再有,由于没有引线或焊球作为卡位或支撑,
必须特别小心限制元器件Z轴压力进入焊膏,这
会导致焊料短路。
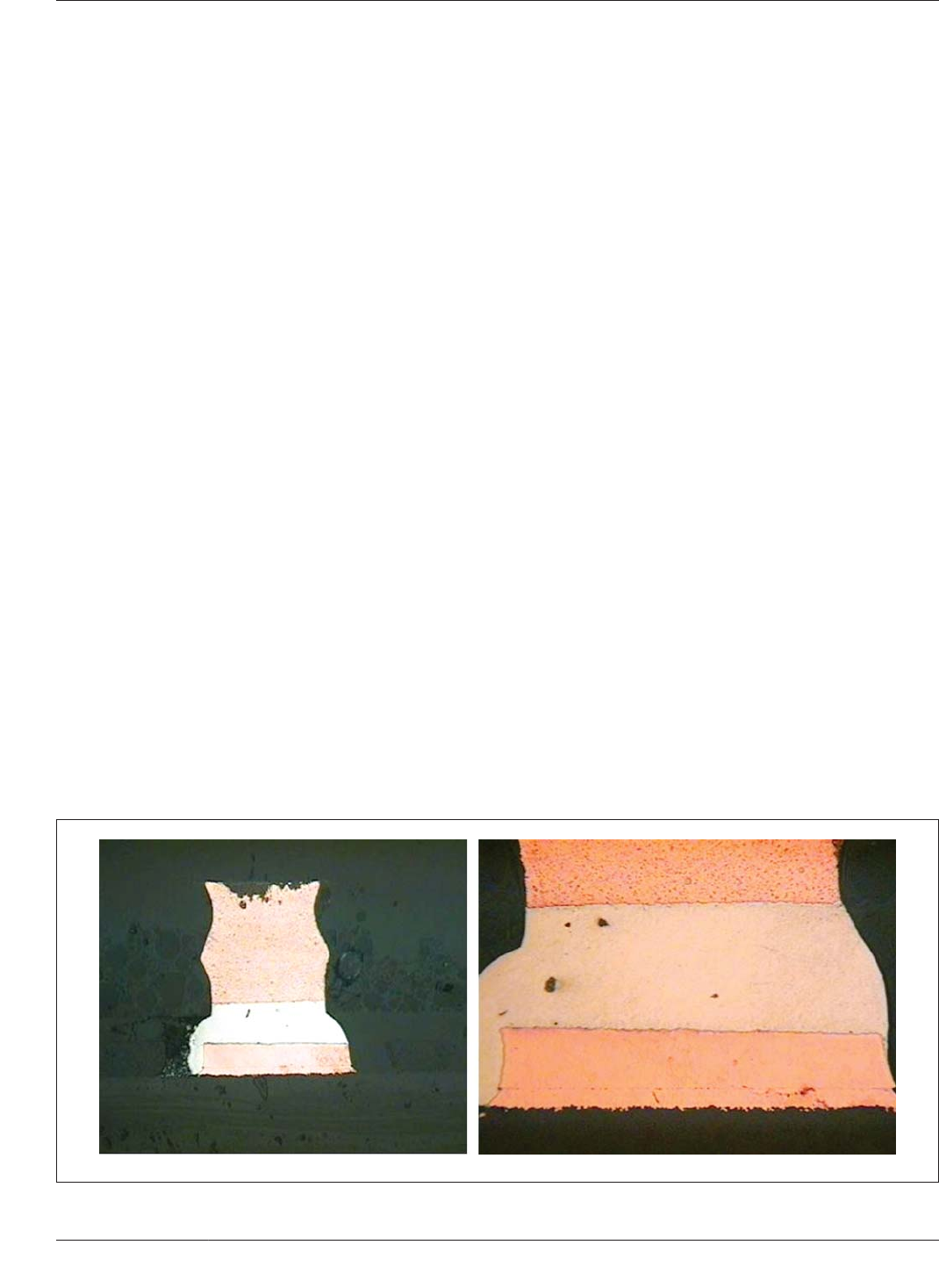
7.2.6 再流焊及其温度曲线 因为装有所有SMT
元器件,要监控新设计的板子的温度曲线。另
外,板上如果有多种封装方式的元器件,应该
测量多个位置的温度曲线。元器件的温度可能
因为环绕的元器件、在板上的位置和封装的密
度而变化。为了使BTC元器件达到最大自我调
整的效果(见图7-9),建议不能超出焊膏规定的
最高再流温度。一个好的指导是遵从PCB温度
曲线斜率不能超出4°C/s。再流焊曲线准则是基
于实际元器件焊盘到PCB焊盘的焊点位置的温
度。
由于系
统安装热电耦位置的不同,焊点上的实
际温度常常与再流焊系统设定的温度不同。再
流焊系统要通过在PCB不同位置的热电耦得到
温度曲线。热电耦应该要装在PCB上最大和最小
的元器件上。建议大小一般的PCB上,最小零
件和最大零件的峰值温度差异不超过10°C。见J-
STD-020再流焊接建议。BTC元器件是典型的湿
敏元器件,在JEDEC中定义了其分类等级。BTC
元器件具体的等级标注在元器件湿敏标签
上。
市场上的BTC元器件要符 合锡铅和/或无铅工
艺,供应商有责任定义再流焊温度极限(例如,
最高本体温度215-245°C)。见IPC-1756。
7.2.6.1 温度曲线开发案例 焊膏印刷后,采用
无铅焊膏将BTC样品组装到要用的特定PCB上。
PCB板是一个四层多层板,厚度1.5mm,大小75
mm×95mm,通过无铅再流焊炉组装。热电耦
安 装在BTC元器件焊盘上和该 FR-4板子的底
部,并监测这些位置的温度。第三个热电
耦也
贴附在FR-4板正面用于监测再流焊炉内的环境
IPC-7093-7-9-cn
图7-9 ⾦属轮廓分明的焊盘焊点
IPC-7093-C 2011年3月
68
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
温度。监控7个不同温区的炉温曲线,大约30s后
离开再流焊炉。收集的数据以及板子安装BTC
样品的温度曲线如表7-2、表7-3和图7-10。为达
到这温度曲线,再流焊炉环境温度设置为最大
260°C,最大温度斜率为2.0°C/s。
根据表7-2,重要的是要注意,即使再流焊炉的
温度设置为260°C,BTC样品也只能得到240°C
的最高温度。这个符合BTC元器件本体要求的
最高250°C
的再流焊温度。该曲线下得到的焊点
分析表明有优秀的焊点成型。表7-3显示使用锡/
铅焊料和SAC合金的无铅焊料之间的温度曲线
变化。
图7-11和表7-4显示开发两种版本的SAC温度曲
线的详细信息。
7.2.6.2 各印制板组件的唯⼀温度曲线 一些人
有这样的误解,认为一个再流焊炉温度曲线可适
用于所有的板子,因此没有必要为每块板子开发
一个唯一的温度曲线。这显然不是正确的,因为
每块
板有不同的热质量而且有不同的投入模式
(投入炉中的板子间距)。即使同为双面板,也取
决于元器件的贴装位置和两侧铜平面的分布,
可能每面需要不同的再流焊温度曲线。每块印
制板组装有独特的温度曲线是很有必要的,因
为每种板子有不同的热质量。建议是保证有合
适的温度曲线。
还有一个误区就是如果需要改变温度曲线就简
单地改变传输带速度。仅仅改变传输带的速度
当然简单,但它不是正确的方法。改变传输带
的速度会改变
板子在每个温区的温度。必须考
虑调试出一个温度曲线,确保大热质量的板子
能够得到精确的再流的同时,而小热质量的板
子不会造成温度过高状况。
7.2.7 再流焊制程对材料的影响 助焊剂有两
个关键属性。首先,它必须能去除脏污。第二,
在消除脏污后必须能保护可焊的表面。通常的
错误是采用一个这样的时间/温度曲线-在焊料
熔化前助焊剂已被耗尽了。理想的是,助焊剂
仅在焊料开始熔化后才消耗。活性时间范围应
该在90s到120s。锡铅焊料中助焊剂一般在130°C
左右变得活化。一般地,无铅焊料助焊剂活化
激活温度会更高,在150°C左右;然而,建议与
焊膏供应商一起探讨确定焊膏具体注意事项。
元器件端子的表面处理会影响可焊性。目前有
很多种元器件端子处理方式,包括镀锡/铅、镀
表7-2 共晶焊膏(63锡/37铅)典型再流焊曲线
再流焊曲线要素 直线型曲线 低保温曲线
升温斜率 0.8-1.2°C/s(室温至峰值温度) 1.5-2.0 °C/s (室温至145°C)
在145-160°C保温时间 /A 30-120s
第二次升温斜率 /A 1.5-2.0°C/s
液态持续时间(183°C) 45-75s
温度峰值范围 210-225°C典型(240°C最大)
降温至室温的斜率 1-3°C/s典型(4°C/s最大)
注:具体参见焊膏厂家的建议。
表7-3 锡铅(SnPb)和锡银铜(SAC)再流焊曲线⽐较
再流焊曲线项⽬ SnPb合⾦⽆铅合⾦(SAC)
合金固态温度 183°C 217-220°C
合金焊接温度范围 210-220°C 235-245°C
最低峰值再流温度** 205°C 230°C
元器件温升斜率 1-4°C/s* 1-4°C/s*
元器件冷却斜率 2-4°C/s* 2-4°C/s*
保持或预热激活温度 100-180°C* 140-220°C*
保持或预热激活时间 60-120s* 60-150s*
液态持续时间 60-90s 60-90s
峰值温度持续时间 最大20s 最大20s
*与供应商验证
** 板上最低温度
2011年3月 IPC-7093-C
69
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---