IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第98页
和 BTC ,混合合 金 可能 存 在,所 以应该 考虑 合 金选择 、组装焊盘的表面 处理 、 BTC 端子表面 处理 和 BGA 焊 球 合 金 兼 容 性 。 8.2.3 模封 化合物材 料 模 封 材 料成 分 的 选择 会 影响 封装可 靠性 。 模 封 材 料的 选择 应该 基于 封 装可 靠性 要求( 例如湿 敏 元器件 等级 )和 满 足 板 级 可 靠性 。板 级 可 靠性 直 接 取决 于模 封 化 合 物 的 热膨…
8 可靠性
本节深入探讨为确认元器件、板子或组件在特定
时间内具有可接受失效极限的应力测试方法。
关注点集中在连接表面焊点和金相结合。
8.1 加速可靠性测试 确认和 鉴 定 测试应该
根据IPC-SM-785中给出的指导,Guidelines for
Accelerated Reliability Testing of Surface Mount
Solder Attachments和/或IPC-9701,表面贴装焊
接连接的性能测试方法及鉴定要求。对一些产
品来说,加速温度循环(ATC)需要和机械冲击/
振动测试相结合。
在产品设计原型时,进行加速可靠性测试,一
般试验至失效或
达到预定的可靠性目标为止。
合适的可靠性目标可由 合 适的加速模型决定
(见IPC-D-279)。一旦失效发生,要分析导致的
失效模式从而找到深层次的失效机理。如果未
达到预期,那么纠正措施是必要的,以改进组
装工艺或重新设计产品。在实施纠正措施后,
无论是哪种情况都可能有必要进行重新测试。
认识到需用一个矩阵来确定各种条件下准确要
求和关于性能
必要的测试。IPC 产品可靠性委员
会开发了下表“产品类型和使用环境”。表8-1
试图根据通常的制造过程、储存和运行期间必
须满足的热、机械、环境和电气性能要求的典
型应用来描述9种产品的类别。
8.2 损伤机理和焊接失效 电子组件的可靠性
取决于各部件间机械热和电气界面(或连接)可
靠性的总和。一种界面类型,表面贴装焊接是
独特的,因为焊接不仅提供电气互连,也提供
电子元器件到印制板之间唯一的机械连接。 它
通常也提供关键
的热传导功能。孤立的焊点无
所谓可靠或不可靠,它只与具体的应用环境相
联系。
三种要素的特性—元器件、基材和焊点结合使
用环境、设计寿命和可接受失效概率一起决定
了表面贴装焊接的可靠性。与锡/铅焊接相比,
大多数无铅焊接一般特性包括 1)更大的强度 2)
更低的蠕变率 3)更差的延展性 4)更高的焊接温
度。
更大的强
度和更低的蠕变率的后果是,在温度
变化引起的热膨胀不匹配或PCB/元器件翘曲或
弯曲时,整个焊接连接结构上有更大的应力。
较高的应力加上由于润湿不足或界面结构弱化
造成的不够强的焊接,导致界面易碎失效。
8.2.1 锡银铜(SAC)和锡铅在加速⽼化试验⽅⾯
的差异 与锡铅焊接相比,SAC焊点在加速老
化测试中可开发附加的失效模式和损伤机制,
例如温度循环。原因是SAC焊料较僵硬同时有
较慢蠕变率,这两个条件产生更高应力。
8.2.2 混合合⾦焊接 因为板子到封装互连唯
一焊料来自于焊膏,存在于BGA上的混合合金焊
接没有风险。然而,因为任何组件都可能有BGA
IPC-7093-7-34-cn
图7-34 PCB上模板对齐
IPC-7093-7-35-cn
图7-35 凸起元器件放置并再流
2011年3月 IPC-7093-C
85
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
和BTC,混合合金可能存在,所以应该考虑合
金选择、组装焊盘的表面处理、BTC端子表面
处理和BGA焊球合金兼容性。
8.2.3 模封化合物材料 模封材料成分的选择会
影响封装可靠性。模封材料的选择应该基于封
装可靠性要求(例如湿敏元器件等级)和满足板
级可靠性。板级可靠性直接取决于模封化合物
的热膨胀系数(CTE)。与电路板材料相近的、具
有较高热膨胀系数(CTE)的模封化合物相比,
较低
热膨胀系数(CTE)的模封化合物在可靠性
测试中表现较差。模封化合物弹性模量也影响
到封装硬度。高弹性模量会导致较硬的封装和
较低的疲劳寿命。
8.2.4 芯⽚⼤⼩ 芯片大小对于板级可靠性有
重要影响。随着芯片对封装体积比的降低,板
级可靠性将增加。芯片越小板级可靠性越好是
因为芯片边缘有低热膨胀系数(CTE),当芯片
越
小时,越远离周边焊点。
8.2.5 全蚀刻引线框与半蚀刻引线框⽐较 封
装焊盘会有两个选择:全蚀刻焊盘和半蚀刻焊
盘。封装焊盘是相同的,两者在切口都不能焊
接而形成填充,但这对可靠性无影响。因为封
装电镀后要经历分割工艺,所以外露的引线切
口是没有电镀的。引线切口上的铜被氧化而在
再流焊时不上锡。在有些情况下当引线切口形
成填充时,资料表明对可靠性有改善。
8.2.6 ⾦/银/钯脆化 相对于BGA、BTC的焊点
间隙高度是非常小
的,贵金属脆化会成为可靠
性问题。
表8-1 终端使⽤环境的加速测试
最差使⽤环境 加速测试
使⽤类别 Tmin °C Tmax °C △T
(1)
°C t
D
hrs 周期数/年
典型服务
年限
⼤约可接受
失效风险% Tmin °C Tmax °C T
(2)
°C t
D
min
1) 消费 0 +60 35 12 365 1-3 1 +25 +100 75 15
2)电脑 +15 +60 20 2 1 460 5 0.1 +25 +100 75 15
3)电信 -40 +85 35 12 365 7-20 0.01 0 +100 100 15
4) 商用飞机 -55 +95 20 12 365 20 0,001 0 +100 100 15
5) 工业与乘用车-55 +95 20
&40
&60
&80
12
12
12
12
185
100
60
20
10 0.1 0 +100 100 15
& COLD
(3)
6) 军事地面与船舶 -55 +95 40
&60
12
12
100
265
10 0.1 0 +100 100 15
& COLD
(3)
7) 航天
leo
Geo
-55 +95 3
to 100
1
12
8 760
365
5-30 0.001 0 +100 100 15
& COLD
(3)
8) 军用飞机
a
b
c
-55 +95 40
60
80
&20
2
2
2
1
365
365
365
365
10 0.01 0 +100 100 15
& COLD
(3)
9) 汽车引擎盖下产品 -55 +125 60
&100
&140
1
1
2
1 000
300
40
5 0.1 0 +100 100 15
& COLD
(3)
& LARGE & △T
(4)
& = 另外
(1) △T代表最大温度变化但不包括功率耗散的影响;对于功率耗散计算△T,功率耗散会使纯温度循环加速试验很不精确。应该注意的是循环
温度范围,△T不是可能的最小温度T
min
和最大温度T
max
(运行温度极限温度)之间的差,△T通常比此值要小得多。
(2)所有加速老化试验在测试板上温度爬升应当为20°C/min,最大温度保持时间应当为15min,设定~24周期/天。
(3) 低温时焊料变化失效/损伤机理;对于组件有运行在非常寒冷环境的情况时,另加“低温”循环, 温度可能从-40°C到0°C,足够的保持时间
以达到温度平衡,推荐循环次数等于实际运行在“低温”下的循环次数。
(4)焊接失效/损伤机理对于大范围循环温度变化是不同的,因为其温度从-20°C到+20°C 转变区域应力应变关系不同。如组件运行这样的循环,
附加合适的“LARGE △T”以与实际的循环数相似,推荐采用实际使用的次数。
IPC-7093-C 2011年3月
86
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
金、钯和银脆化一起作用。“金/银脆化”是焊
接结构的弱化,其原因是由于太多晶体状AuSn-
IMC晶片和焊料的薄弱界面。更多的这种IMC晶
片导致此类界面的密度更高以及更严重的焊点
弱化。由于IMC和周围的焊料之间CTE的不同存
在界面负荷。AuSn-IMCs、AgSn-IMCs或它们的
结合在作用方面没有实际区别。
在焊点中普遍 使用3%到4%(按重
量)的贵金属
基本上是经验法则。它加到整个焊料体中并假定
IMC均匀分布在整个焊料体中。然而,对于小于
3%含金量(重量),很少发生脆化的问题。
用正确的观点去研究问题是重要的。金和银脆
化是由于镀金和镀银时较厚或不受控的沉积所
造成,它们不发生在浸镀制程中,无论是采用
化学镍/浸金还是浸银作为表面处理时。
8.2.7 间隙⾼度 增加间隙高度是增强底部端
子元器件焊接可靠性
的方法。中心焊盘(散热焊
盘)设计、焊膏覆盖量、导通孔数量和大小已证
实对间隙高度有很大的影响。增加间隙高度可
采用厚模板来达到,但该选项会有限,因为有
焊膏释放和中心焊盘漂浮对模板宽厚比和面积
比的要求。另外,因为多种类型的元器件贴装
在同一板子上,为一个或两个元器件运用厚模
板是不可取的。
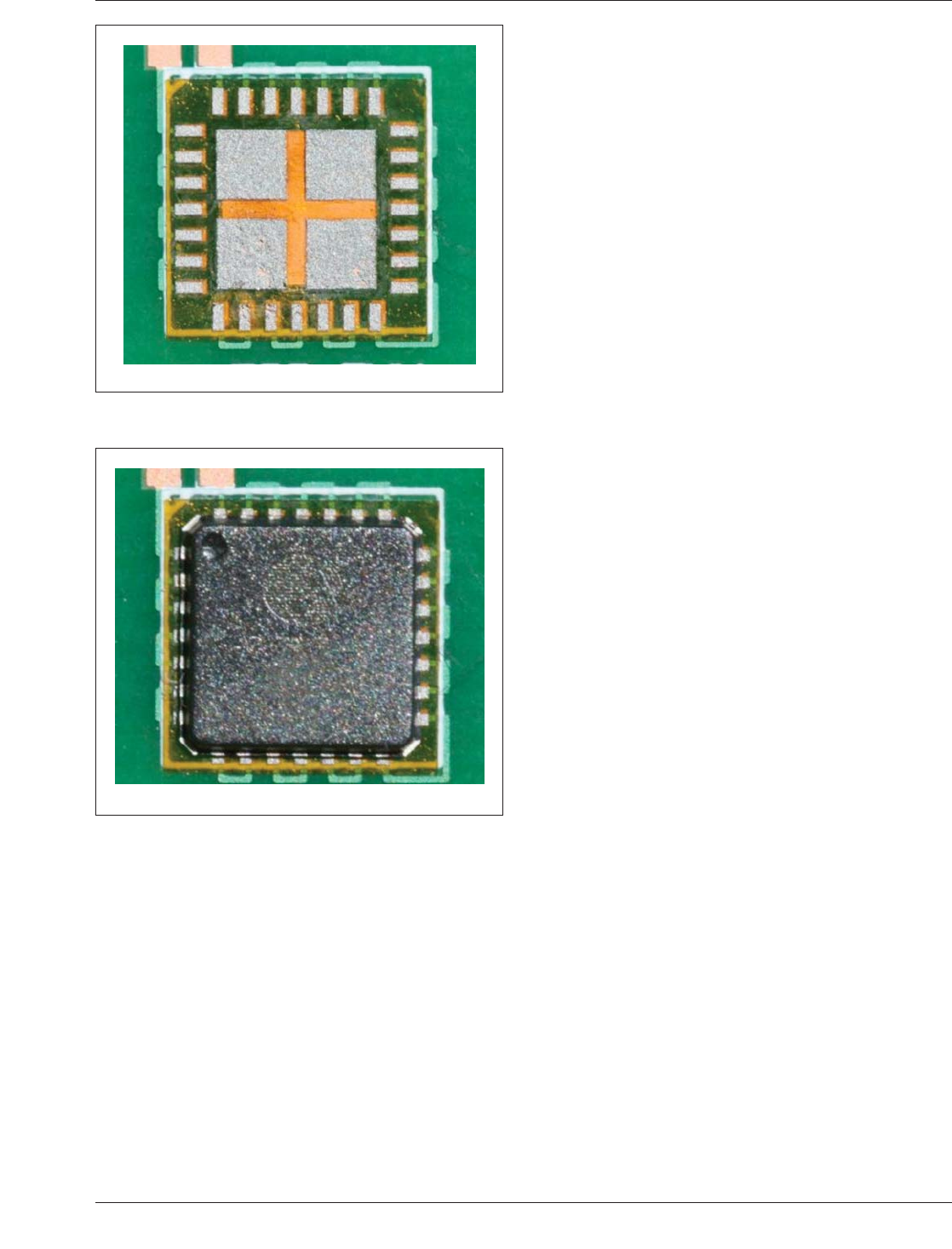
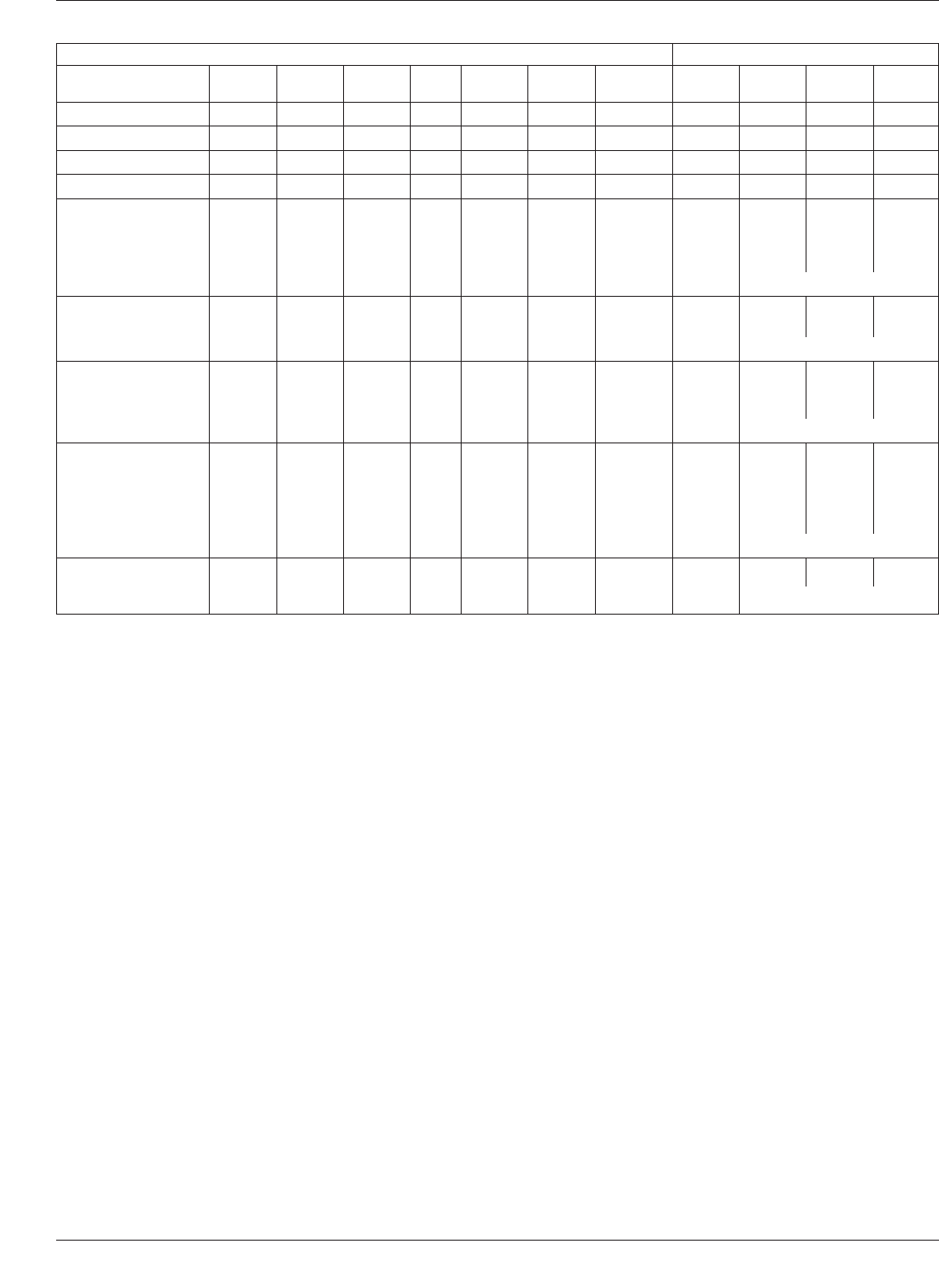
一个替 代 方法是增 加 封装底部散热焊盘的电
镀厚度。这被Amkor一直使用在Bump MLF概念
中,如图8-1。电镀加厚100μm导致封装焊点间
隙高度增加100μm。
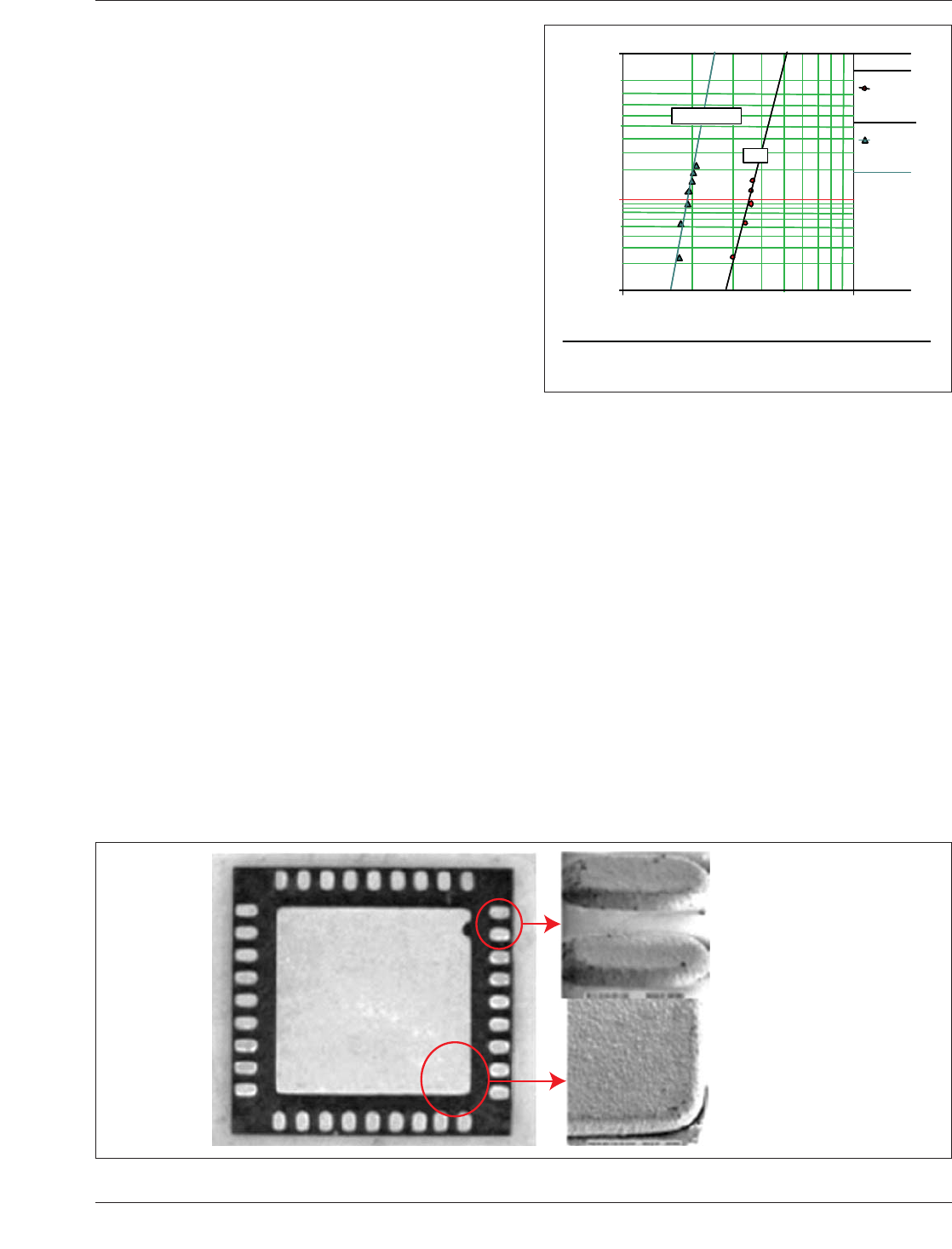
这导致了封装板子可靠性有
2倍的增加,见图8-2。
8.3 PCB设计考虑 PCB板的一些设计指标会
影响焊点的可靠性。
8.3.1 焊盘尺⼨ 影响可靠性另一因素是焊点形
状,它决定于板子上的金属化焊盘。因为BTC是
无引线元器件,焊点的形状与焊盘有关。BTC封
装下面较大的焊盘提供较好的可靠性,如图8-3
的威布尔图所示。比较带有28端子的7mm封装、
带有焊盘尺寸0.28mm×0.6mm和带有焊盘尺寸
0.23mm×
0.4mm QFs的48端子封装,其疲劳寿
命有2倍的改善。较大焊盘导致较大的焊点,要
形成完整的裂缝需要较长路径。
IPC-7093-8-1-cn
图8-1 向上电镀凸起
引线上电镀凸起
芯片连接盘电镀凸起
IPC-7093-8-2-cn
图8-2 温度冲击后QF焊点裂缝
1000.0 10000.0
1.0
5.0
10.0
50.0
90.0
99.0
ཡ᭸ᗚ⧟⅑ᮠ
㍟〟ཡ᭸Ⲯ࠶∄
ေᐳቄ
W2 R RX - SRM MED
F=5 / S=25
β1=10.08, η1=4447.98, ρ=0.97
W2 R RX - SRM MED
F=7 / S=23
β2=14.00, η2=2255.67, ρ=0.97
ࠨ䎧
-
ᰐࠨ䎧ḷ߶
-
2011年3月 IPC-7093-C
87
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---