IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第19页
要求 宽 大的电源 / 接 地 焊盘和 狭 小 的信 号 焊盘, 这就 有 必 要对信 号 焊盘 增 加模 板开 孔 来 预 防 开 路,与此同时,对电源 / 接 地 焊盘要大大 缩 小模 板开 孔 , 预 防挤 压 焊料 球 和 短 路。 图 3-8 显 示了焊接盘图形设计的 指 南。焊盘要 比 引线 大。焊盘图形 应该 要 延 伸 超出封装 引线 , 特 别 对 于 封装底部的 引线 。 模 板开 孔尺寸 必须 要与焊盘图形的 尺寸…
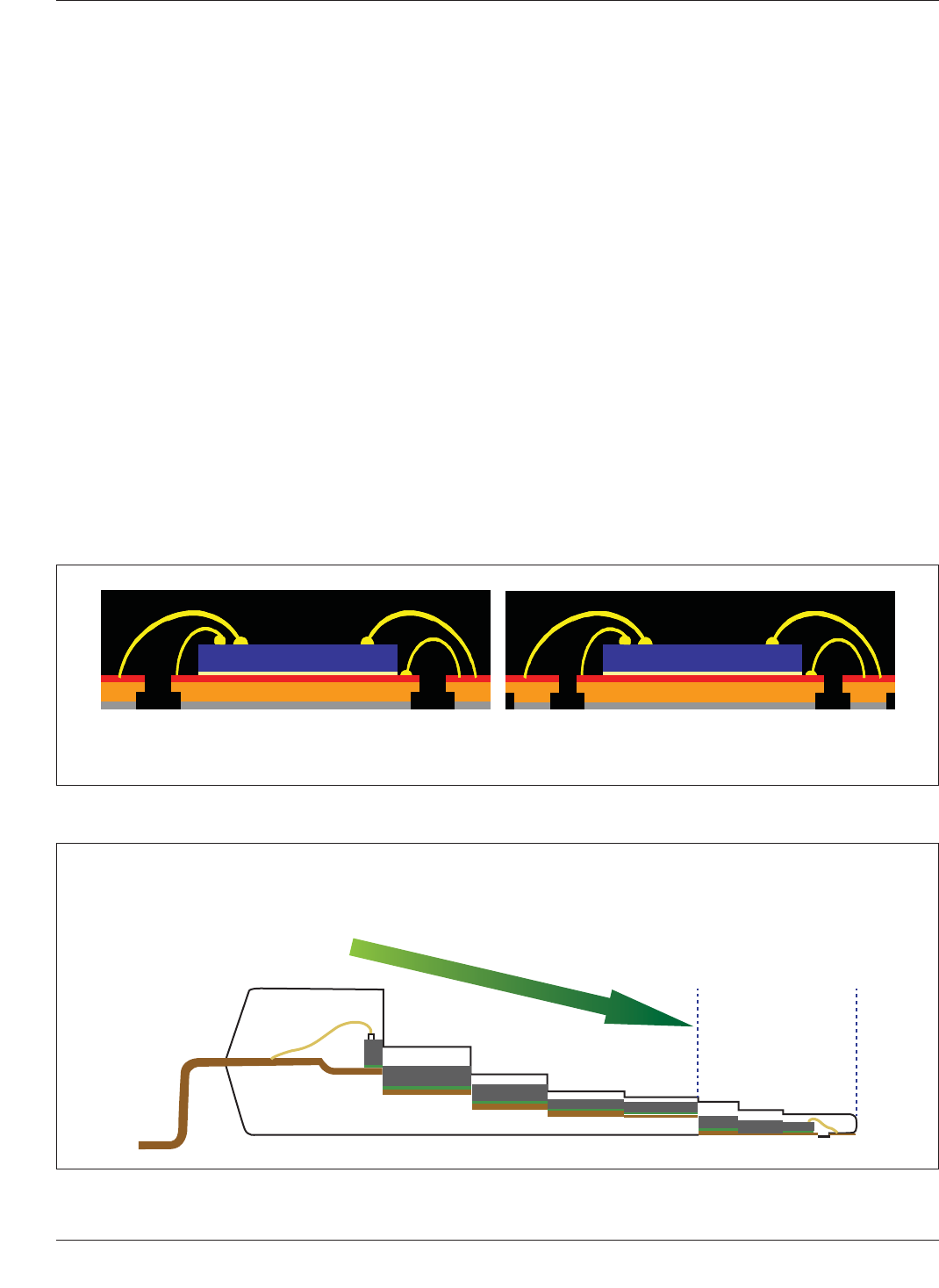
半部分外露在封装本体的侧面。图3-6显示了这
些封装结构的差异。
BTC封装的最大的优点之一就是它的厚度。移动
产品应用比如手机、掌上型或膝上型产品,元
器件的重量和厚度变得越来越重要。BTC封装
比其它表面贴装元器件更 可能达到更薄的厚
度。图3-7显示了各种元器件封装的相对封装厚
度。MLF封装比传统的SMT封装厚度更薄。
由于没有传统的引线和焊球,允许有更小的封
装厚度
和更好的电气和散热性能。低封装高度
会造成在焊点周围去除助焊剂残留困难。如果
这些助焊剂是有活性的,腐蚀的潜在可能性会
增加。同时要求PCB和封装本体 非常扁平以
达到良好的互连,否则会加大焊点开路的可能
性。由于封装高度非常低,在更严酷环境下焊
点的可靠性可能会是个问题点。
3.4 总经营成本 低封装成本是BTC广泛使用
的关键驱动力。然而,这一低成本封装不可能
立即转化为总体
低组装成本,因为该封装方式
在组装、检验和返工方面提出了许多挑战。
实际上,早期工艺设计的决策对最终组装的总
成本有很大影响。常见的会计制度只跟踪厂内
成本而不跟踪厂外成本。采购的考量和奖励只
依据于最低的价格,而没有理解和全面评价产
品的制造过程和产品长期可靠性及其隐含的失
效成本。因此,通过付出大量精力到初期工程
而后谨慎考虑和决定,这是管理者
的责任,这
包括元器件的选择或封装设计、焊点设计、板
子设计和设计验证。管理者必须理解和领会到
真正的零部件成本是由几个方面组成,包括元
器件的成本、来料检验、组装、测试和最终检
验,这些决策将直接影响产品的可靠性。下表3-
1列出了总经营成本的重要组成。
3.5 QF类型BTC封装的设计和组装过程注意
事项 焊盘图形设计和模板设计是预防同个封
装开路和短路潜在失效的关键手段。由于BTC
D࠷ࢢ࠶ˈޘᕅ㓯 E࠷ࢢ࠶ˈᕅ㓯㕙
IPC-7093-3-6-cn
图3-6 切割分离(a, b)BTC封装
MQFP
3.93 mm
MQFP
2.33 mm
LQFP
TSOP
1.6 mm
SOIC
CABGA
SO/8C
TSOP
TQFP
1.2 mm
TSSOP
1.1 mm
MLF
ሱ㻵儈ᓖ∄䖳
0.9 mm
0.8 mm
0.6 mm
IPC-7093-3-7-cn
图3-7 MLF封装厚度与其它封装类型⽐较
IPC-7093-C 2011年3月
6
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
要求宽大的电源/接地焊盘和狭小的信号焊盘,
这就有必要对信号焊盘增加模板开孔来预防开
路,与此同时,对电源/接地焊盘要大大缩小模
板开孔,预防挤压焊料球和短路。
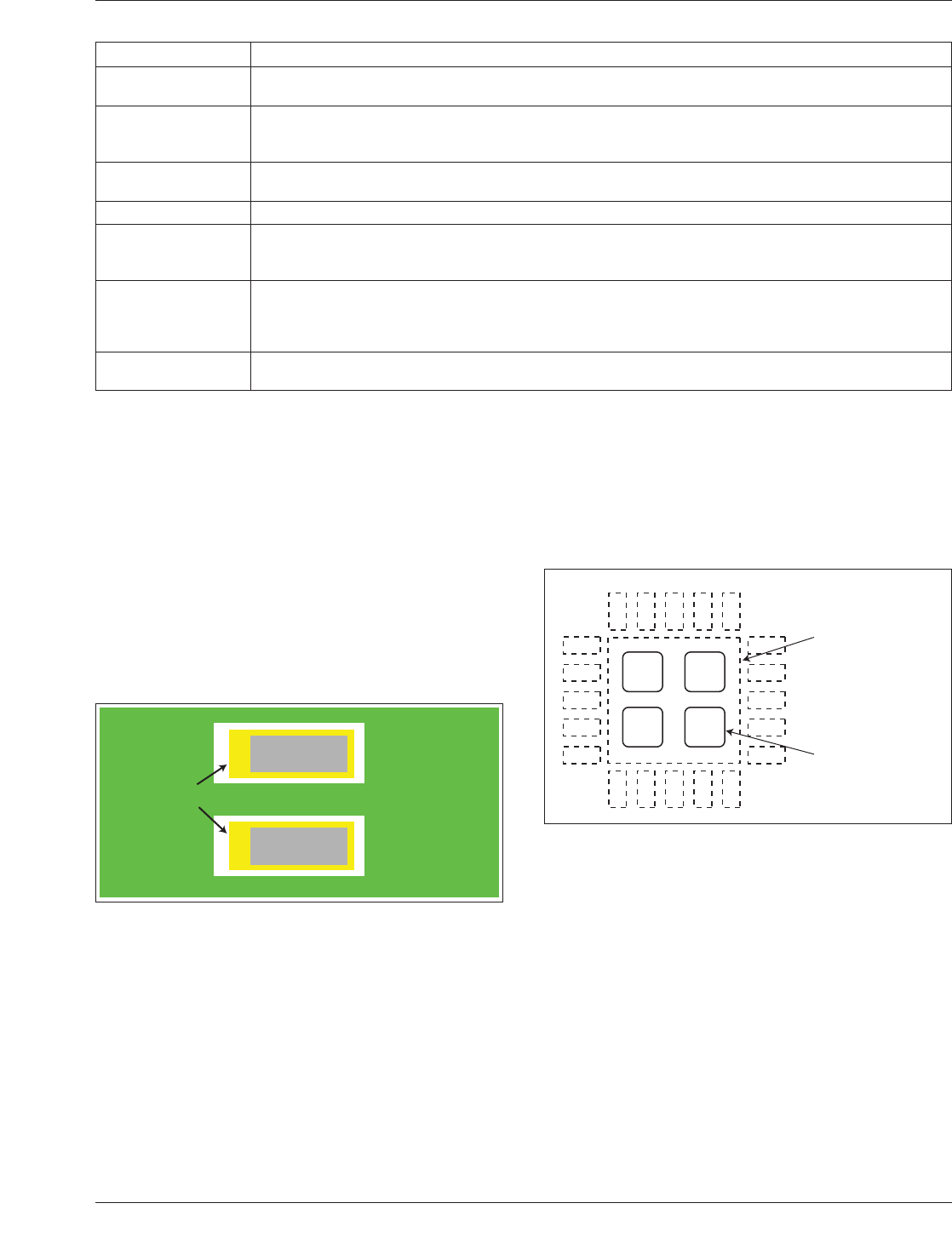
图3-8显示了焊接盘图形设计的指南。焊盘要比
引线大。焊盘图形应该要延伸超出封装引线,
特别对于封装底部的引线。模板开孔尺寸必须
要与焊盘图形的尺寸一样。当间隙很小时,要
使用阻焊膜以将焊料保留在焊盘图形内,如图3-
8所示。
对BTC封装来说,模板开
孔设计不仅对于预防
开路和短路是关键的,对于预防BTC封装漂浮
这种常见的现象也是重要的。
实际情况是BTC封装与其它类型的表面贴装元
器件一起使用,包括BGA、PQFP等。因此必须
按照板子上最小间距的元器件来选择焊料粉末
颗粒的尺寸。具体的封装可能是也可能不是BTC
封装。BTC的焊膏厚度也是一个关键,焊膏量
太少会造成少锡或很可能造成焊点开路,但是
过量的焊膏会引起元器件的漂浮。为了防止在
焊接过程中元器件的漂浮,焊
膏沉积厚度(特别
是中间散热焊盘上的焊膏厚度)应该不能过多。
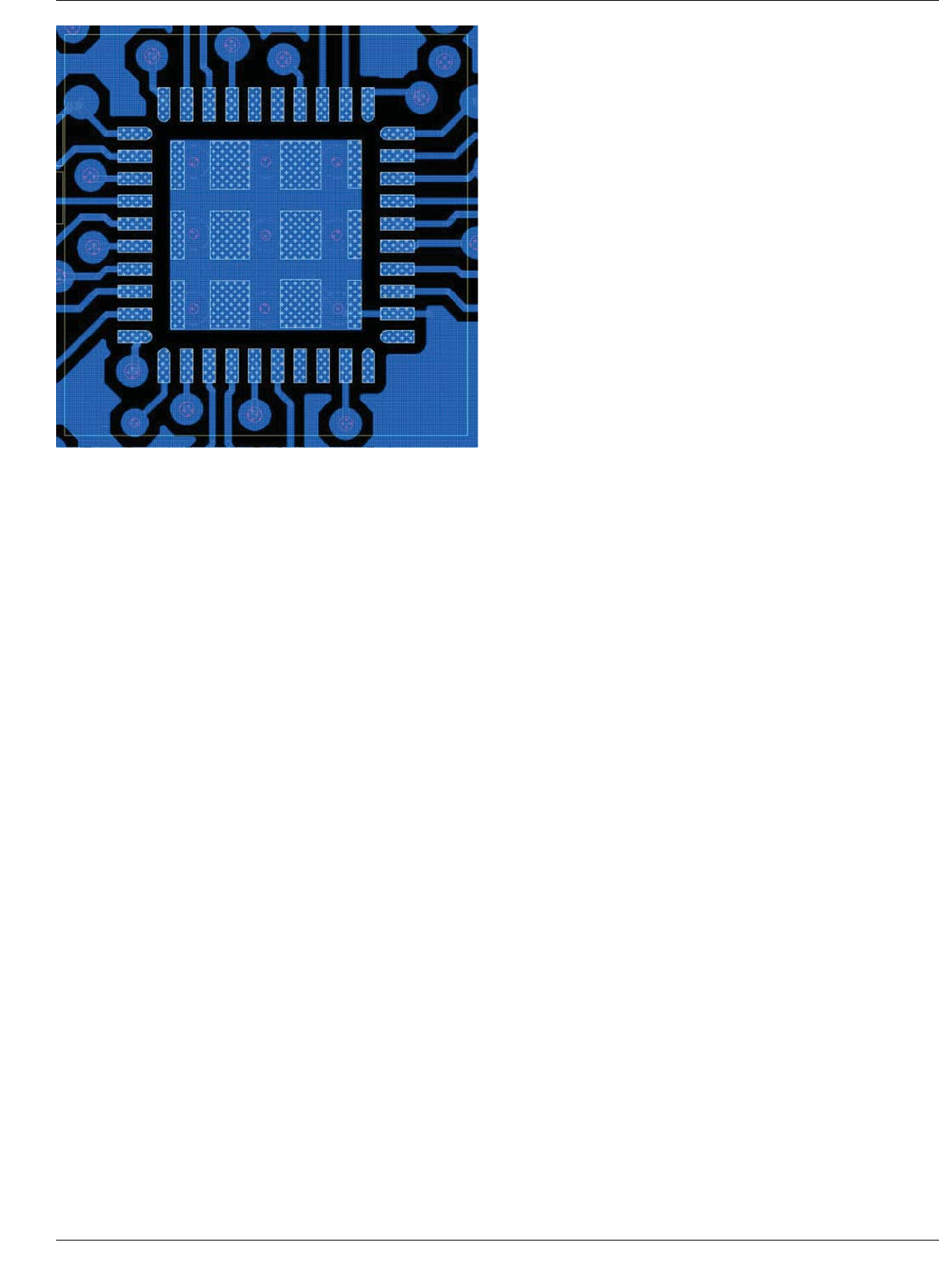
图3-9为模板的设计方法,可达到散热焊盘面积
的50%到60%的覆盖。
建议模板的设计能提供散热焊盘50%到60%的
焊 膏覆盖以 及对输入/输 出焊盘100%焊膏覆
盖。图3-10显示了这样的模板设计,使得焊膏在
接地平面不要全部覆盖,而焊膏在外围输入/输
出焊盘达到100%覆盖。
焊盘图形设计应该允许延伸封装引线超出封装
本体之外,以便
AOI或目视检查。要记住重要一
点是端子趾部填充是不做要求的,因为该封装
方式是切割成型的,有外露在外而未做电镀处
理切口,不可能形成稳定一致的趾部填充。焊
盘图形延伸应该提供一个再流后焊料在BTC趾
表3-1 BTC元器件的总经营成本
成本来源 影响
来料检验
来料检验水平与买方信心相关,该信心是依据考虑供方可能遇到的潜在缺陷及如何解决的成本。返工是一个
昂贵的过程,但产品退回会毁掉一笔生意。
元器件或封装设计
为了满足成本和可靠性目标,要用合理的经验法则来选择和设计最低成本的封装。就是在设计限制内,满足
引线数量要求和在可容忍的最大间距下的功率消耗要求。在某些情况下,出于改进产品成本和可靠性,可能
需要考虑更改产品规范。
焊点质量
如今焊 点是产品可靠性的最关键因素。焊料的体积和成形对BTC组装的良率和可靠性是关键的。芯片连接盘
(DAP)一直被认为是一个很重要的要素,因为有数据表明,如果没有焊接到位会降低可靠性。
PCB板设计 材料的选择、布局和焊盘图形设计是至关重要的,可直接影响PCB的成本、组装良率和可靠性。
组装方法
组装工艺有几个步骤,包括焊膏印刷、元器件贴装、再流焊接和清洁。在工艺过程得到很好控制的情况下,
该成本
只占总成本相当小的百分比,否则将会占据很大成本。在某些情况下,使用BTC封装元器件需要补充
工艺设备,虽然增加了一些成本,但可以通过改进产品良率来降低总成本。
测试&检测
当不可能检查到产品的内部质量时,测试和检验常被用来保证制程控制。这样某些级别的外观检查X-RAY和
电性能 测试用来验证组装质量。组装带有可焊两翼的BTC元器件已经表明需要提升改进再流后的检测能力。
目前的 BTC元器件
加工步骤不能确保可焊的两翼。要求供应商生产有可焊两翼的BTC可能要增加附加的处
理。让不良或临界不良焊点流出再流焊检查站会导致终端客户降低信任度从而升高总成本。
可靠性
严谨的设计控制通过保证可靠性来降低成本。已证实设计的可靠性是一个昂贵的过程,表现为先期最主要的
成本。然而失效,特别现场失效无疑会对成本产生更大的影响。
图3-8 BTC阻焊膜间隙参考
䱫✺㟌
%7&ᕅ㓯
%7&ᕅ㓯
✺ⴈമᖒ
IPC-7093-3-9-cn
图3-9 散热焊盘上模板分区图形设计图例
ᮓ✝✺ⴈཆᖒ
✺㞿ঠࡧᔰᆄ
2011年3月 IPC-7093-C
7
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
部的可见证据,即使这金属端的切口是不润湿
的。
从封装顶部检查BTC元器件的焊点是困难的。
所以即使没有预期趾部或末端填充,也有必要将
PCB倾斜来检查BTC焊点,观察封装下面的焊
料。更多详细的BTC元器件组装后检查技术,
请见7.4。
X-ray检查是检测BTC封装底部短路的一种方
法。X-ray图片也 是观察焊点空洞的一个好方
法。BTC元器件焊点的允收空洞百分比极限应
该比BGA
的空洞允收极限25%小,因为BTC元
器件没有焊球,产生空洞的可能性大大低于BGA
元器件。但是BTC元器件散热焊盘焊点的空洞
极限要大得多,因为散热焊盘上有更多的焊膏
量。建议生产商/制造商根据各自应用要求在空
洞体积和分布上确定允许极限。
切片和芯片渗透技术是检测焊点的其它方法。
这些方法不适用于生产检验,而应该适用于工
艺的开发。
在PCB返工中拆
下的BTC元器件不应该再用于最
终的组装中。一个已经焊接到PCB板的封装再
被拆除,将经过两次再流焊接,如果PCB是双
面板,该封装将经过三次再流焊接。这种情况
下封装处于或接近已知的寿命能力范围(经过测
试和鉴定的)的极限。这些拆下的BTC元器件应
该要适当处置,不能和其它新的BTC元器件混
合。更多详细BTC元器件的返工和修理,请见
7.7。
BTC返工站应该与许多其它类型的返工系统类
似,要
用有效的工具来拆除并替换有缺陷的元
器件。如热风枪和激光系统这样的工具用于组
件返工来拆除可疑的BTC元器件,在加热前,
需清理焊盘和增加适量焊膏或对元器件进行定
位。
3.6 未来的需求和期望 由于低成本,BTC封
装变得越来越普遍。但是当你考虑了封装、组
装、检验、维修和可能增加现场失效这几方面
的总成本后,低封装成本就不一定是低总成本。
导致失效增加的根本原因是
没有伸出的引线,
但从积极的一面讲,没有伸出的引线是BTC封
装系列增强散热性能和电气性能的基础。
由于业界一直关注降低成本,封装供应商已经
营造出降低封装成本的环境。但仍有许多关于
降低PCB 和制造成本的事情要做。
4 元器件考虑
本节依据元器件制造商的观点,提供了各种BTC
的细节,描述了同时使用引线框和基材常见的
制造方法和来自于各制程的常见缺陷。本节也
描述了不同封装的生产流程以及形状、材料和
许多标准变化。
虽然在小外形半导体封装技术方面已有一些创
新存在(例如:BGA和FBGA),但一直没有一个
有效方法来显著降低封装面积和成本,直到引
入了SO和QF封装技术。这些小外形引线框
封装系列的最显著的特点是它们的低功耗性能
和最小电气寄生。外露的引线框可以将芯片产
生的热量有效传递到与之相连的电路板散热焊
盘上,进
而提高其散热能力。由于小外形和短
引线,电气寄生当然也较低。
4.1 不同BTC封装类型的总体说明 在市场上
存在着大量不同封装类型的BTC,可根据以下
几个方面来进行选择:
1) 封装结构
2) 间距(1.0-0.4mm)
3) 端子形状尺寸
4) 连接盘图形形状尺寸
图3-10 建议模板设计:接地焊盘的焊膏覆盖率在50%-
60%(但是I/O焊盘要100%)
IPC-7093-C 2011年3月
8
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---