IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第85页
建 议 堵塞 孔 焊 膏覆盖率 至少 达到 50 % , 侵入 型 孔 至少 达到 75 % 。 填充 的形成 也 与 PCB 焊盘 尺寸 、印 刷 焊 膏体 积 和封装 间隙高度 有关。大部 分 BTC 元器件 推荐 的焊盘 尺寸 和 模 板开 孔比例 为 1 : 1 , 如 果 封装 间 隙高度 不过大的 话 , 将 提 供 足 够 的焊料 填充 成 型。 由 于 可 用 的焊 膏 有限, 较高 的 间隙高度 - 受 控于散热 焊盘…
用规范的评估去辨别是否有任何的残留物仍然
需要从最终产品的板子中清除。
必须要对清洗过程本身进行分析,以确保没有清
洗材料残留在元器件下面。由于BTC元器件低的
外形和几何形状,清洗溶液可能渗透到元器件
底部,通常也不能完全漂净,取决于所使用的
化学物品,这可能会导致长期可靠性的问题。
清洗组装指南可参考IPC-CH-65和IPC-9201。
7.2.10 封装间隙⾼度 封装间隙是决定BTC焊
点可靠性的主要参数之一。BTC封装间隙高度
定义为封装基材底部的焊盘与PCB表面的焊盘
间的距离。这个距离变化取决于焊盘的焊膏量。
当BTC元器件焊接到板上时,焊膏材料里的助
焊剂和溶剂会从合金里分离出来。再流焊接之
后,间隙高度大约为原始焊膏厚度的50%。所有
BTC元器件的封装间隙高度在工艺建立过程中
应该加以验证。推荐建立工艺以确保具体元器
件的间隙高度。
封装间隙高度也受焊膏的类型和颗粒百分比含
量、PCB表面处理和
再流曲线的影响。间隙高度
与焊盘直径成反比,例如焊盘直径增加,间隙高
度降低。对于非阻焊限定(SMD)焊盘,焊盘
周围阻焊膜的减除会降低间隙高度,因为焊料
会沿导体以及焊盘的边缘湿润。如图7-12所示。
此外,该图显示无铅焊料,SAC-305的焊膏不是
那么容易流进接地焊盘散热导通孔内。X-ray照
片确认只有很小量的焊料真正流入接地焊盘导
通孔;可看到有一些空洞
存在但是没有危及散
热或可靠性。
决定再流焊后BTC封装与PCB的间隙高度的因素
包括BTC封装的重量、焊膏量、焊盘尺寸和焊
盘结构(阻焊限定或非阻焊限定)。然而,对于多
I/O端子封装来说,封装重量对间隙高度的影响
较小。
对QF元器件来说,焊点的间隙高度直接与散
热焊盘焊膏的覆盖量和带有外露焊盘BTC元器
件底部导通孔类型有关。PCB组装研究表明,
随着焊膏覆盖量的增加和散热焊盘区域内导通
孔的填塞,封装的间隙高度也相应增加。封装
间隙高度会随焊膏的润湿量或PTH孔内流入量
而变化。开窗导通孔会使焊料轻易流入PTH内
而减少封装的间隙高度,而填塞导通孔由于孔
两端被填塞阻止了焊料流入孔内。此外,对于
开窗导通孔设计来说,导通孔数量及其表面处
理后孔的大小,也会影响间隙高度。
间隙高度也受组装过程使用的焊膏类型和活
性、PCB厚度及表面处理
和再流曲线的影响。
达到50μm厚的焊点有助于改善板子的可靠性。
IPC-7093-7-12-cn
图7-12 SAC合⾦流动特性
IPC-7093-C 2011年3月
72
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---

建议堵塞孔焊膏覆盖率至少达到50%,侵入型
孔至少达到75%。
填充的形成也与PCB焊盘尺寸、印刷焊膏体积
和封装间隙高度有关。大部分BTC元器件推荐
的焊盘尺寸和模板开孔比例为1:1,如果封装间
隙高度不过大的话,将提供足够的焊料填充成
型。由于可用的焊膏有限,较高的间隙高度-受
控于散热焊盘上的焊膏覆盖率-可能没有足够的
焊膏量来保证填充成型。相反,如果间隙高度
太低,就
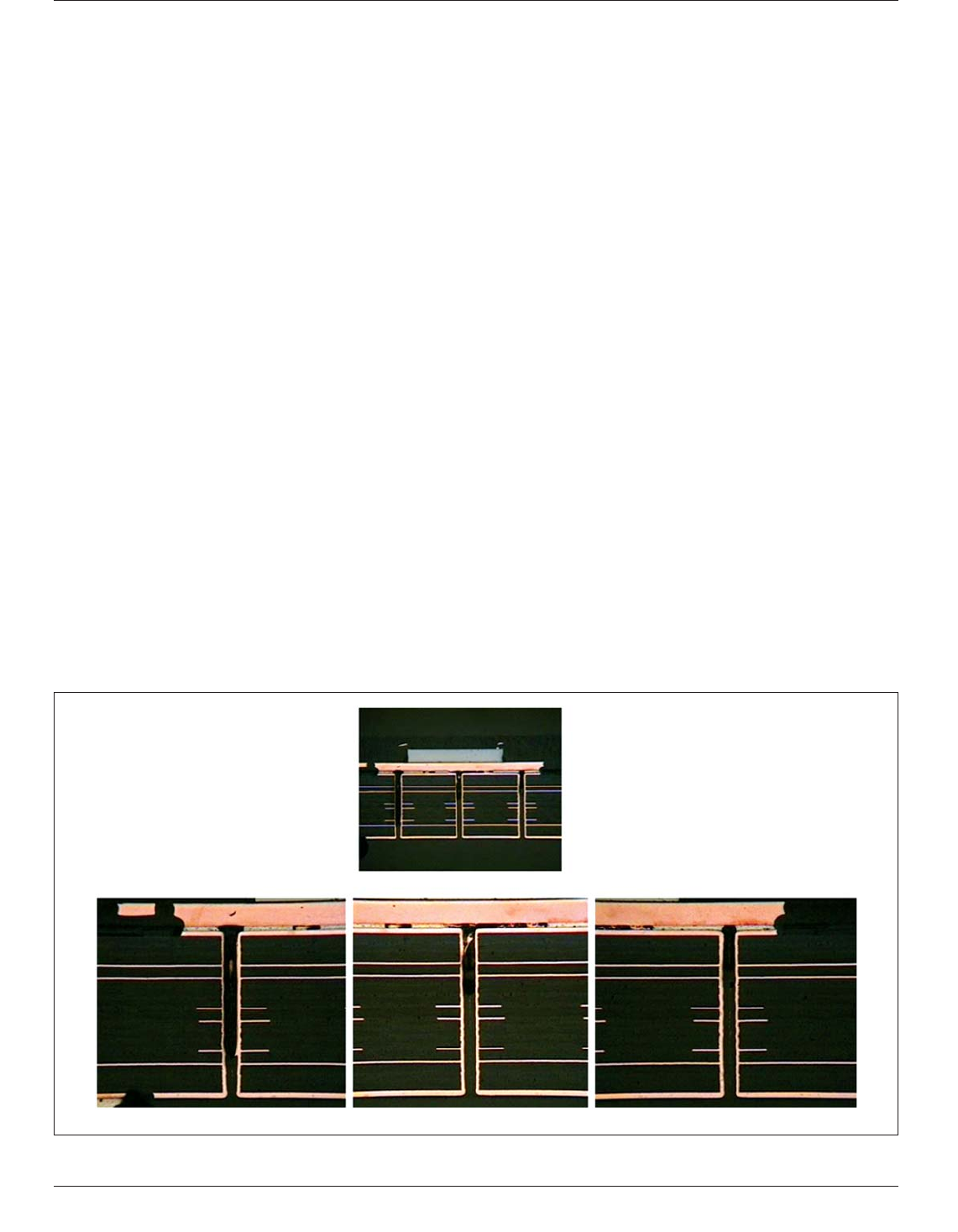
会形成大而凸的填充。如图7-13所示。
该图同时也表明,虽然引线末端没有镀层,当
这些元器件安装在PCB时,引线焊盘图形伸出
封装引线并以1:1为周边引线开孔时,依然会有
焊料填充。因为居中的焊膏覆盖率和导通孔类
型已表明对封装间隙高度有很大影响,必要的
焊膏量对创造最佳填充是必要的。封装间隙高
度和PCB焊盘大小将确定所需的焊膏量。
如果焊料流出无法避
免,元器件可以安装在组
件正面(或最后工序),因为 流出的焊料会影响
PCB板另外一面的可接受焊膏印刷。
7.3 SMT后制程 再流焊接之后有几个制程需
要考虑。其中一些在后面的章节中有说明,要
求不同程度的小心操作以保持组装的完整性。
7.3.1 敷形涂覆 对于BTC类型封装元器件,
使用敷形涂覆要特别注意。涂覆材料会流入封
装底部,造成热迁移期间涂覆材料在Z轴方向膨
胀引起
焊点早期失效。
7.3.2 底部填充胶与粘合剂的使⽤ 底部填充
胶和粘合剂(边缘和/或边角粘合)可以延长焊点
受振动和冲击时的寿命。PCB设计使用阻焊膜使
得BTC与PCB间的间隙高度太小,导 致大部分底
部填充胶不能有效地扩散到元器件底部。推荐
用样品评估测试来决定这些材料对实际应用和
电子组件使用寿命来说是适用的还是必需的。
7.3.3 板⼦和模块分割 在机械分板制程中,
应力可作用在要冲压或分割区域的焊点上。机
械切割设备供应商应该推荐规范来说明限制作
业的区域。激光切割分板因其非接触方式切割
而受欢迎,但是激光系统成本较贵。
7.4 检验技术 检验PCB上的BTC元器件,通
常是通过使用穿透式X射线设备来完成的。在多
数情况下,不会进行100%检验。通常X-ray检测
是用来建立工艺参数,然后监测生产设备和工
艺过程。有许多种不同类型和功能的X-ray设
备
可用。X-ray检测系统 特 性 有 手动和自动检测
的(AXI)。
不同的系统也提供了单尺寸或多尺寸检测能
力。在过再流焊接工艺时,取决于BTC元器件的
尺寸和重量,可利用表面张力进行自我对准。
因此,BTC不可能出现微小偏移。如果确实有
偏移发生,很有可能是涉及整个焊盘。这种效果
使得有可能在再流焊后进行粗略的外观对准检
验。可 借助于PCB上的基准点来进行外观检验,
在任何返工过程中也可采用手工辅助贴装。
7.4.1 X射线使⽤ X射线检验通常用于:当有
高比例焊点隐藏不可视时,和有许多不可测试的
焊点时。不可测试焊点的例子包括冗余连接、
背对背BTC元器件(其外连导通孔不可及,同时
没有足够的空间允许有额外测试点)。使用X射
线检测方式可作为所选测试方法的补充,并能
将结果迅速反馈给生产线;然而,焊点连接情
况在X射线下不是一定能观测到,
因此就需要其
它测试方法能证实其金属间连接。
根据所使用的X射线系统的能力,X射线可以检
测出与焊料相关的不良,比如桥接、开路、少
锡和多锡。通常来讲,X射线不作为确认好焊点
的一种可靠检验技术,尤其会导致间歇性接触的
那些边际焊点。其它不良类型如无锡、偏移、
封装爆米花等也能鉴定。除了不良探测,X射线
也用于焊料体积和焊点形
状的趋势分析。
7.4.1.1 X-ray图像的获得 实时X-ray检测系统
采用X射线源和侦测系统,侦测系统将不可视的
图7-13 组装后接触脚焊点和DAP焊点外形对⽐
2011年3月 IPC-7093-C
73
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
X射线图像转化成视频显示信号。这些系统迅速
提供这些样品的图像结果。系统产生的图像不应
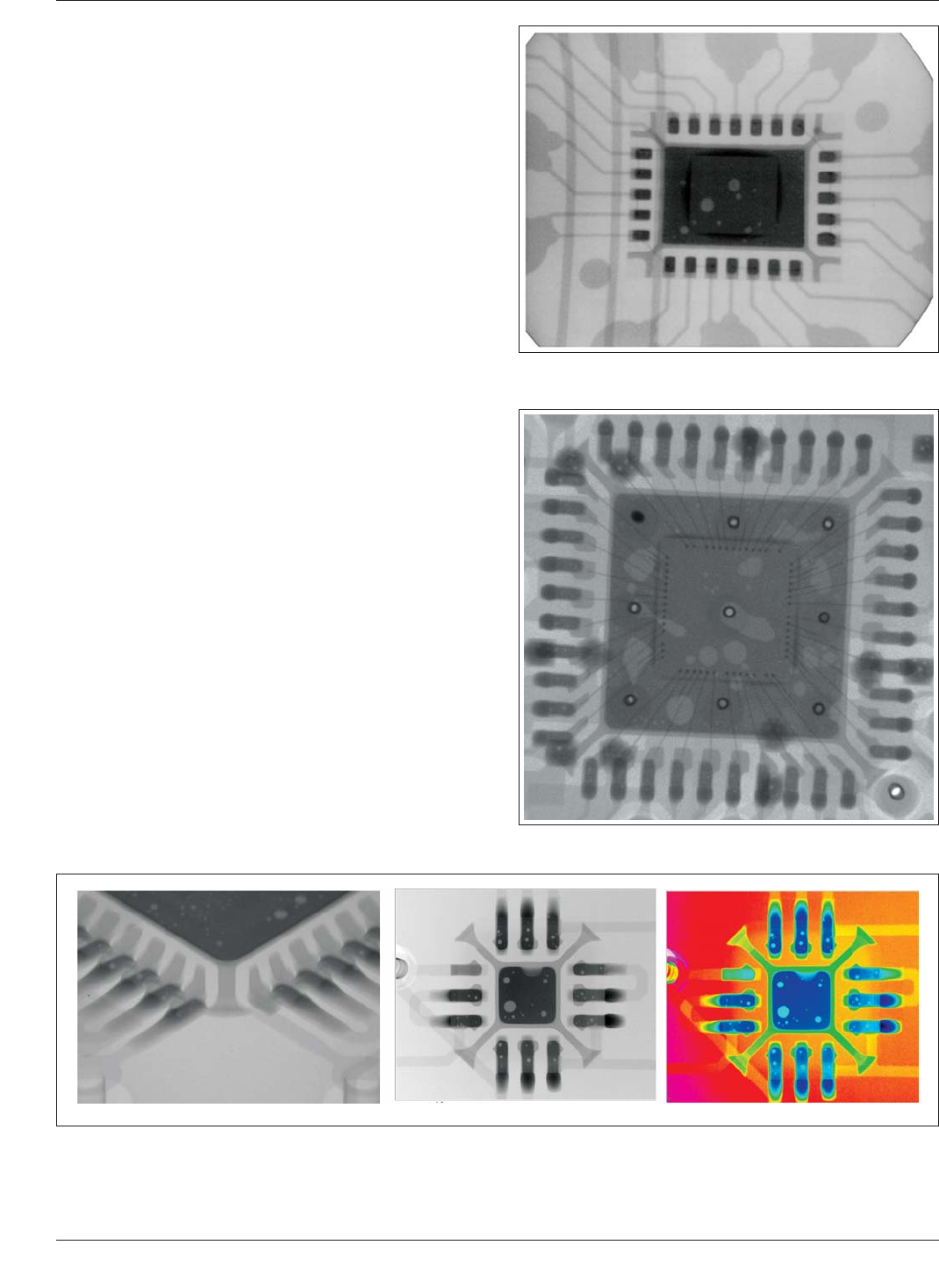
该是失真或设备自身引起的虚假图像。图7-14、
7-15和7-16说明了手动X-ray系统应该期望达到
的图像质量的可比水平。实时测量系统大小的
变化范围很宽泛,可从桌面小型系统到大型落
地式控制台系统,这些系统的
X射线管电压和电
流变化范围或功率变化范围也是很宽泛的。
检测BTC元器件没有具体的X射线管电压或电
流/功率的设定。这些设定某种程度上取决于所
用特定X射线系统的灵敏性、待检BTC的结构和
特性、元器件安装板的厚度和特征。比如带有铜
散热片的BTC元器件,一般就需要较高的管电
压和管电流/功率设定。另外,铝散热片的BTC
元器件,由于铝比铜的原子序数
低,更容易被X
射线穿透,所以需要较低的设定值。
7.4.2 超声波扫描 超声波扫描(SAM)又叫扫
描声音断层摄影技术,是一种非破坏失效分析
工具,它利用声波来扫描组件内层。这种技术
可以定位BTC封装内部的分层或空洞,也可以
寻找出BTC连接板子后元器件底部填充的类似
异常。
SAM说明如图7-17所示,定位装有受检样品的
倒装芯片组件,并在SAM分析过程将其浸于液
体
中。液体若流入空洞或分层开窗的区域时,
就不能用该方法检测。
分层或空洞探测的分辨率取决于用于分析的声
波频率。频率越高,分辨率越高,但频率较高
时穿透力较小。一个230MHz的变频器可将探测
IPC-7093-7-14-cn
图7-14 ⽤各种技术检测漏焊的X光影像
图7-15 处理后典型的X光影像
图7-16 线键合到引线框X-RAY图例
IPC-7093-C 2011年3月
74
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---