IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第62页
IPC-7093-6-5-cn 图 6-5 6 I / O SO 普通外形图形 ᴰབྷ٬ ส߶䶒 ㅜаᕅ㝊ḷ䇶ㅖ ᓅ㿶മ IPC-7093-6-6-cn 图 6-6 JEDEC 6 I / O SO 封装 推荐 焊盘图形 IPC-7093-6-7-cn 图 6-7 QF 元器件和焊盘图形组 合 图 W P B T H A 1 2 3 6 5 4 IPC-7093-C 201 1 年 3 月 50 Copyright Asso…
的性能,封装上的外露芯片连接盘需焊接到板
子上对应的散热焊盘。最近的资料显示这对板
子的可靠性也是非常重要的。另外,为了保证
高功率元器件在电路板上有合适的热传导,在
散热区域需要布置散热导通孔。PCB组装设计
应该考虑包括封装、PCB和组件的所有设计要
素的尺寸和制造公差。
有多种因素可以影响板子上安装BTC封装元器
件和焊点质量。这些因素包括:在散热焊盘区
的焊膏覆盖率、封装周边和散热焊盘区的模板
设计、导通孔类型、板厚度、封装
引线的表面
处理、板子的表面处理、焊膏类型和再流焊曲
线。应该强调的是这些指南可帮助用户正确开
发印制板设计、表面贴装实践和要求,但用于
组装工艺的特性描述除外。
6.1.3.1 PCB设计指南 设计所需的PCB焊盘图
形尺寸如图 6-4所示。图中尺寸ZD最大和尺寸
GD最小(尺寸ZE最大和尺寸GE最小)分别为外
侧到外侧,内侧到内侧的焊盘尺寸。尺寸X和Y
分别表示焊盘的宽度和长度。两个附加的间隙
C
LL
和C
PL
也被定义来避免焊点桥接。
这里C
LL
定义为邻边边角里的焊盘之间的最小距
离,C
PL
定义为周围焊盘内侧顶端到散热焊盘外
部边缘的最小距离。在研发只有两边端子SO
焊盘图形时,设计人员可以运用相同的基本规
则,见图6-5。
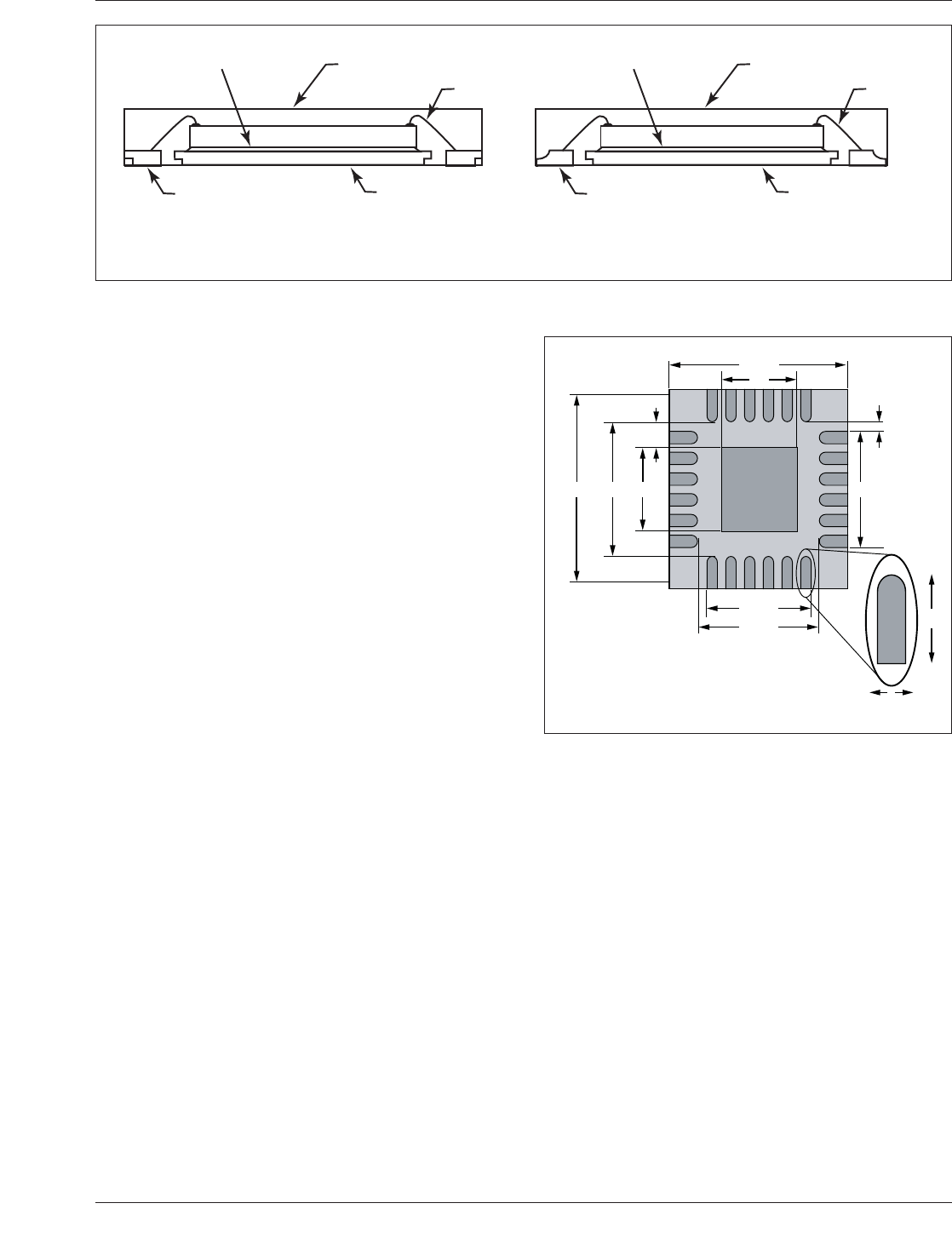
为了设计合适的焊盘图形,对封装和印制板尺
寸的公差分析是需要的。图6-5表示了6I/O封装
外形,是功率放大器、信号转换器和负载切换
器的典型布局。
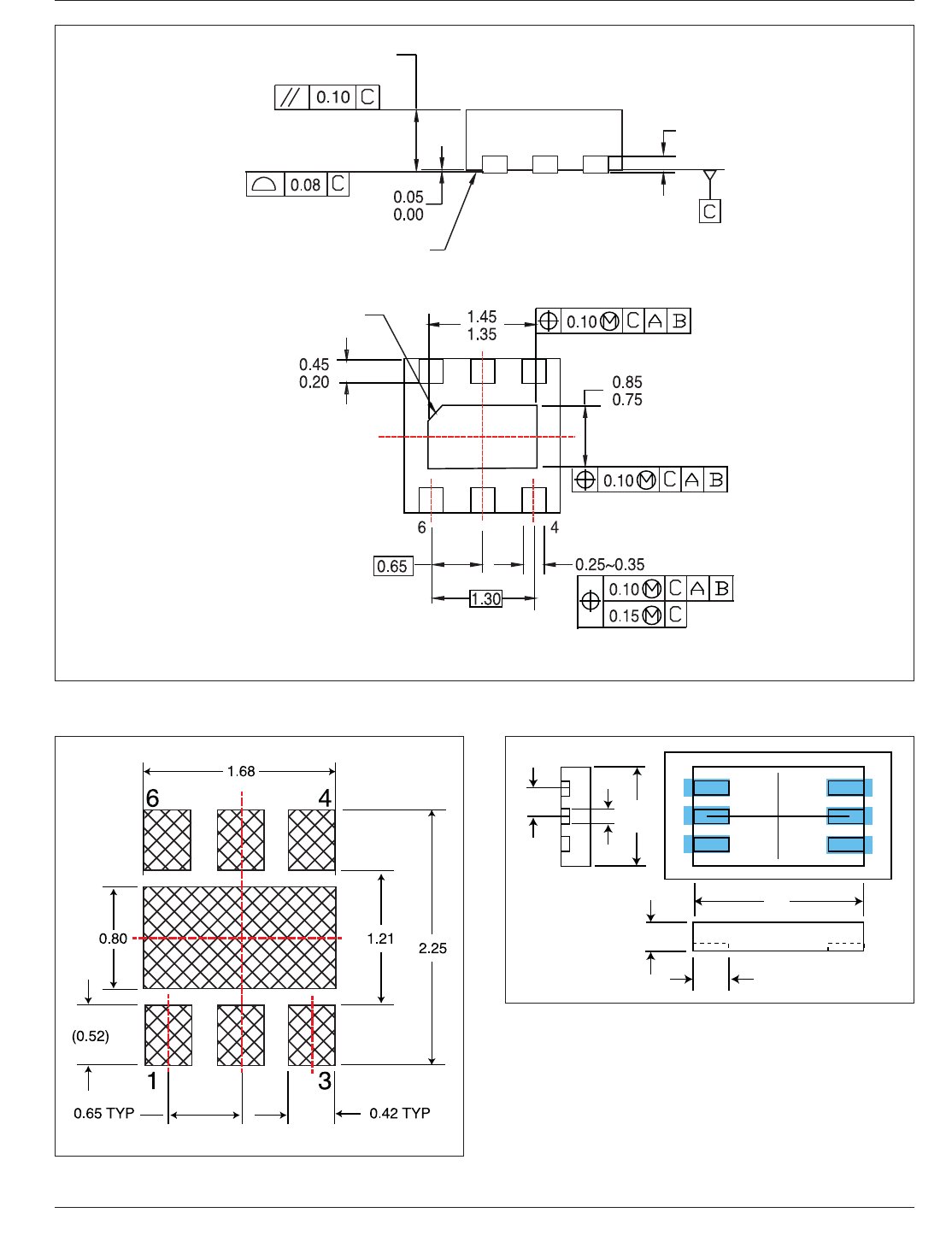
对于只有两边有端子的封装,其焊盘图形和DAP
布局没有四边端子布局复杂。图6-6是图6-5所示
6I/O元器件的焊盘图形。
针对元器件公差,通常由封装外形图给出的
外
形公差转变为基于公差的最大材料条件(MMC)
和最小材料条件(LMC)。这样可得到各种QF
类型封装的最大值和最小值。为了确定焊盘图
形尺寸,包括有三套公差:一套为元器件总公
差,另两套用于各个端部的引线。因为不可能
所有三套公差都在最坏情况,更为现实的是采用
IPC-7351描述的均方根方法(RMS)。见图6-7。
内部元器件焊盘之间的尺寸,如图6-7
所示,通
常不在封装外形图上显示。因为该尺寸被要求
用来确定焊盘图形长度,计算如下:
IPC-7093-6-3-cn
图6-3 内缩和不内缩结构⽐较
㣟⡷㋈䍤ᶀᯉ
㣟⡷
&X
㣟⡷
&X
⁑ሱॆਸ⢙
䠁㓯
ཆ䵢㣟⡷䘎᧕ⴈ
ཆ䵢᧕䀖㝊
㕙ㄟᆀ
㣟⡷㋈䍤ᶀᯉ
⁑ሱॆਸ⢙
䠁㓯
ཆ䵢㣟⡷䘎᧕ⴈ
ཆ䵢᧕䀖㝊
н㕙ㄟᆀ
IPC-7093-6-4-cn
图6-4 焊盘图形和DAP散热焊盘布局指导
AE
MAX
C
LL
Y
X
ZE
MAX
GE
MIN
E2'
C
PL
AD
MAX
D2'
ZD
MAX
GD
MIN
2011年3月 IPC-7093-C
49
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
IPC-7093-6-5-cn
图6-5 6 I/O SO普通外形图形
ᴰབྷ٬
ส߶䶒
ㅜаᕅ㝊ḷ䇶ㅖ
ᓅ㿶മ
IPC-7093-6-6-cn
图6-6 JEDEC 6 I/O SO封装推荐焊盘图形
IPC-7093-6-7-cn
图6-7 QF元器件和焊盘图形组合图
W
P
B
T
H
A
1
2
3
6
5
4
IPC-7093-C 2011年3月
50
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
焊盘最小间距 [S]
min
= A
min
-2T
1max
焊盘最大间距 [S]
max
= A
min
+ [S]
tol
(rms)
这里,焊盘间距均方根 [S]
tol
(rms)
=
√
(A
max
-A
min
)
2
+2(T
1max
-T
1min
)
2
板子公差定义了每一焊盘图形尺寸的MMC和
LMC之间的差别,本例中假定为0.05mm。贴片
公差也设定为0.05mm真实位置直径(DTP),假
定贴片机的贴片精度在20和70μm。焊点填充的
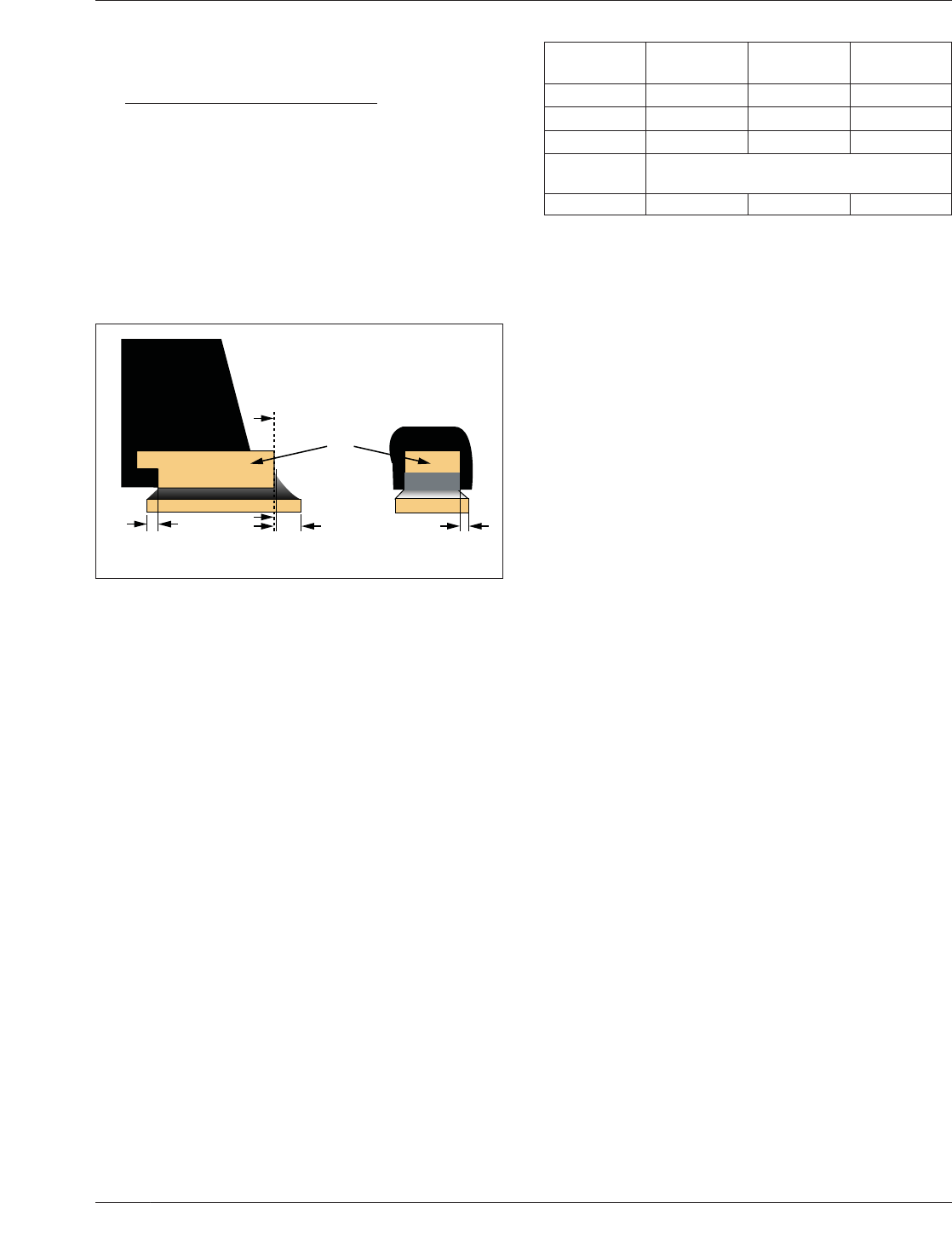
最小值定义在图6-8中,常用来计算焊盘图形尺
寸是:
最小趾部填充 = J
T
min = 0.1 mm
最小跟部填充 = J
H
min = 0.05 mm
最小侧面填充 = J
S
min = 0.0 mm
已 经 知 道引线的两侧和尾 部 嵌入 模封化合物
中,在这些面的焊接填充不能形成,所以上面
的限值是可选择的。然而,第四侧面有的全部
或一半引线厚度外露在封装的边缘,这取决于
全引线还是引线内缩的选项。因为焊盘图形尺
寸很可能比引线标称尺寸大,焊点可假定为有
棱角的(润湿角)或填充状,如图6-8为全引线选
项。
应该注意趾部填充的形成是不能保证的,除非
采取特别措施(通常由
BTC供应商决定)来确保
在再流焊组装时引线侧面的焊料润湿。但是,
一般观察到的是,趾部填充取决于使用的焊膏
的类型和封装在环境中的外露时间。趾部填充,
如果成形, 会提高焊点的可靠性,因此要创造条
件以形成趾部填充。对于引线内缩的情况,尽
管不期望会形成趾部填充,但与全引线内缩相
同的焊盘图形可应用于该种焊盘设计。表6-1体
现了三种焊盘图形变化的目标条件。
6.1.3.2 焊盘图形设计计算 如前
描述的假设和
公差,焊盘图形尺寸运用以下关系式来决定:
Z
max
= A
min
+ 2J
T
+ T
T
X
max
= W
min
+ 2J
S
+ T
S
G
min
= S
max
-2J
H
-T
H
这里:T
T
、T
H
和 T
S
是用来 解 释 元器件、板子
和贴片公差 的 趾部、跟部和侧 面公差均方根
值(RMS)。
这些值 的计算 更详细地定义在IPC-7351文件
中。以上对G
min
的计算没有考虑封装四边的引
线。为了包括这点并避免边角里两垂直引线出
现任何焊点桥接,需要确保最小间隙C
LL
。这一
间隙设定为0.1mm并且G
min
最终值由以下限制条
件决定:
G
min
≥A
max
+ 2C
LL
这里,
A
max
= (引线间距) X(一边引线数–1)+焊盘宽度
最后,焊盘长度由下式决定:
Y = (Z
max
– G
min
)/2
采用以上方法,各种全引线QF封装的周边焊
盘图形尺寸列于表6-2中。应该注意到从以上等
式中计算出的X
max
尺寸(焊盘宽度),对于0.4到
0.5mm间距元器件来说要减少以避免任何桥接问
题。焊盘在内侧也是圆形的。同时,因为在大
部分情况下封装为矩形尺寸,在图6-4中标注尺
寸下标D和E(例如ZD和ZE)出现在此表中,这
意味着Z
max
= ZD
max
= ZE
max
。
对于0.4mm到0.5mm间距的元器件,X
max
尺寸要
减少以避免焊点桥接。对于具体的D2和E2尺
IPC-7093-6-8-cn
图6-8 趾部、跟部、侧⾯填充定义
J
S
SEC. A-A
J
T
A
ཆ䵢䬌
A
J
H
表6-1 ⽅形扁平⽆引线,形成的焊点公差⽬标
引线部分
最⼩(⾄少)
密度⽔平C
中值(标称)
密度⽔平B
最⼤(最⼤)
密度⽔平A
趾部(J
T
) 0.20 0.30 0.40
跟部(J
H
) 0.00 0.00 0.00
侧面(J
S
)-0.04 -0.04 -0.04
舍入因素
舍入保留两位小数,例如:
1.00、1.05、1.10、1.15
元器件外框 0.1 0.25 0.5
注:跟部尺寸需变化的原理来源于引线长度公差,当引线长度公差相
对变大时,跟部尺寸相对变小。要 保 持 跟 部到散热焊盘最小0.2mm
的空隙,必须减小跟部尺寸0.2mm。没有散热焊盘,跟部通常可增加
0.5mm。
2011年3月 IPC-7093-C
51
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---