IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第111页
9.5.3 焊接 布局 状 况 9.5.4 焊 点锡量 图 9-19 由 于侧 ⾯ 铜 不 润 湿 引 起 少 焊料 填充 图 9-20 底部端⼦元器件 侧 ⾯焊料 填充对铜 引线有 良好 润 湿 图 9-21 焊料 量增加 引 起 焊料 堆 积 图 9-22 底部端⼦元器件⽆ 侧 ⾯焊料 填充 201 1 年 3 月 IPC-7093-C 99 Copyright Association Connecting Electronics…
9.5 元器件失效
9.5.1 元器件倾斜
9.5.2 引线布局状况
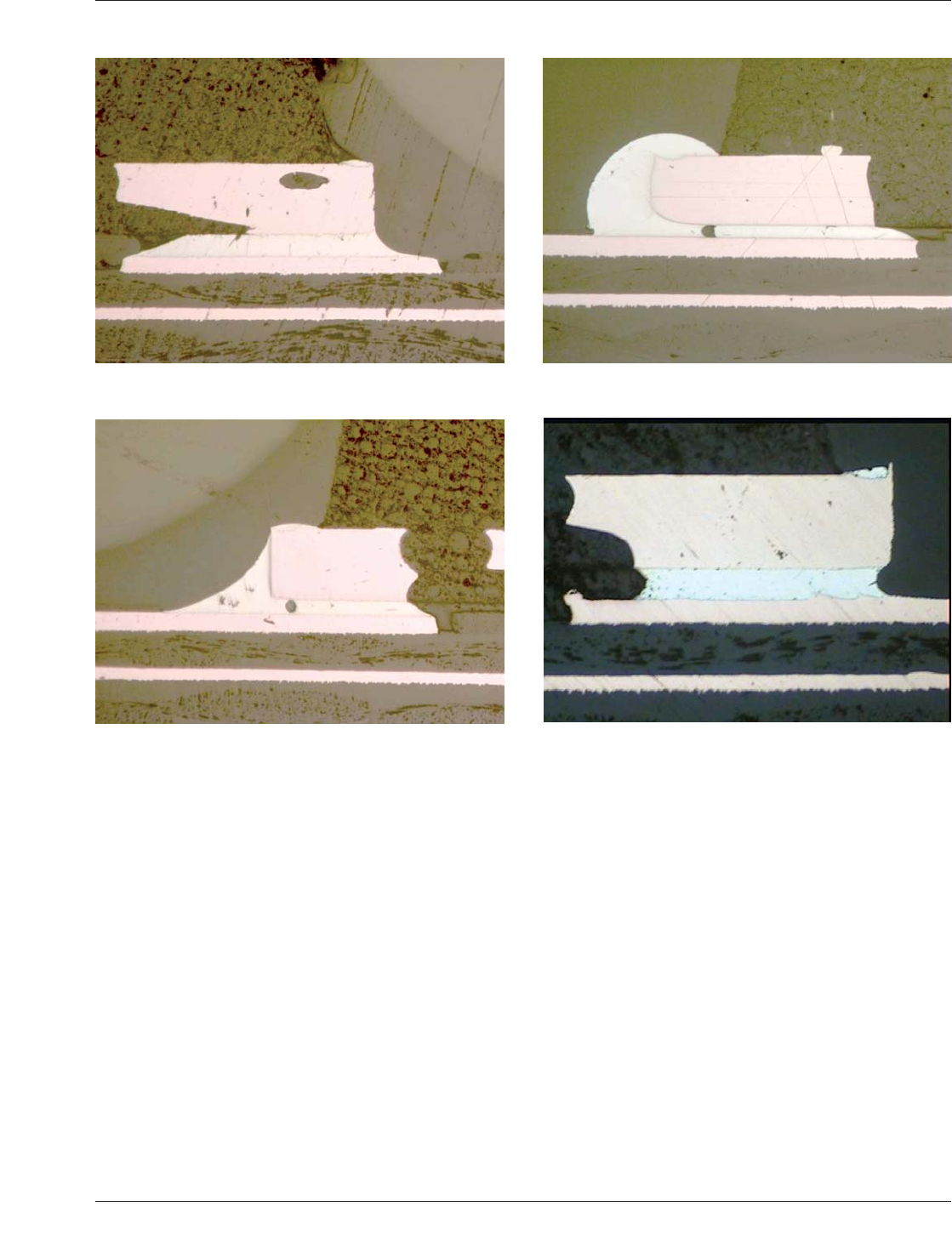
图9-15 倾斜BTC导致左边⾼度⽅向连接严重开路
ᐖ
图9-16 倾斜BTC导致右边有良好焊接⾼度
ਣ
图9-17 BTS元器件全引线选项
图9-18 BTS元器件半蚀刻引线选项
IPC-7093-C 2011年3月
98
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
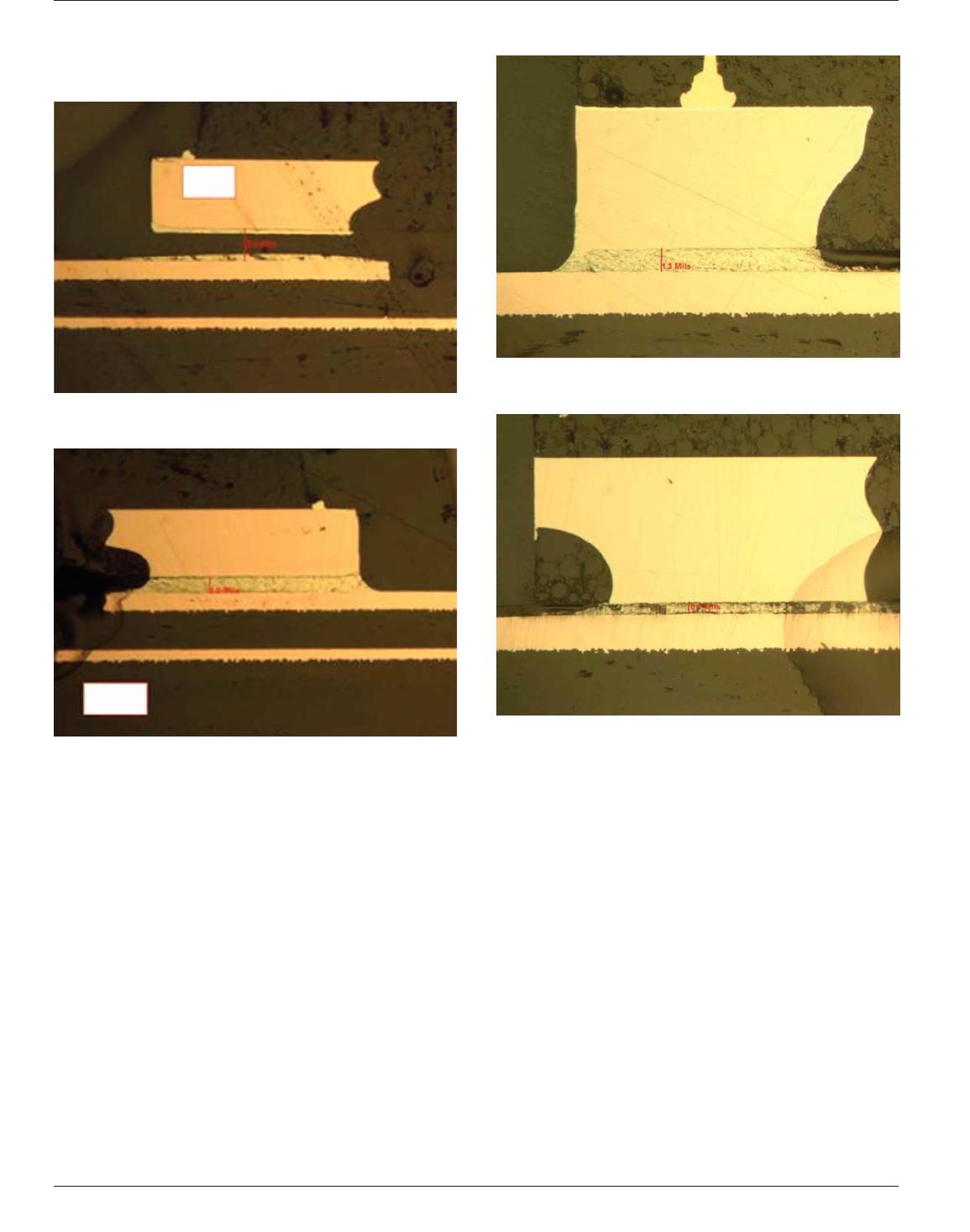
9.5.3 焊接布局状况 9.5.4 焊点锡量
图9-19 由于侧⾯铜不润湿引起少焊料填充
图9-20 底部端⼦元器件侧⾯焊料填充对铜引线有良好
润湿
图9-21 焊料量增加引起焊料堆积
图9-22 底部端⼦元器件⽆侧⾯焊料填充
2011年3月 IPC-7093-C
99
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
9.6 空洞
9.6.1 在X射线下的焊点空洞
9.6.2 焊点空洞的切⽚和X光
9.6.3 散热焊盘空洞
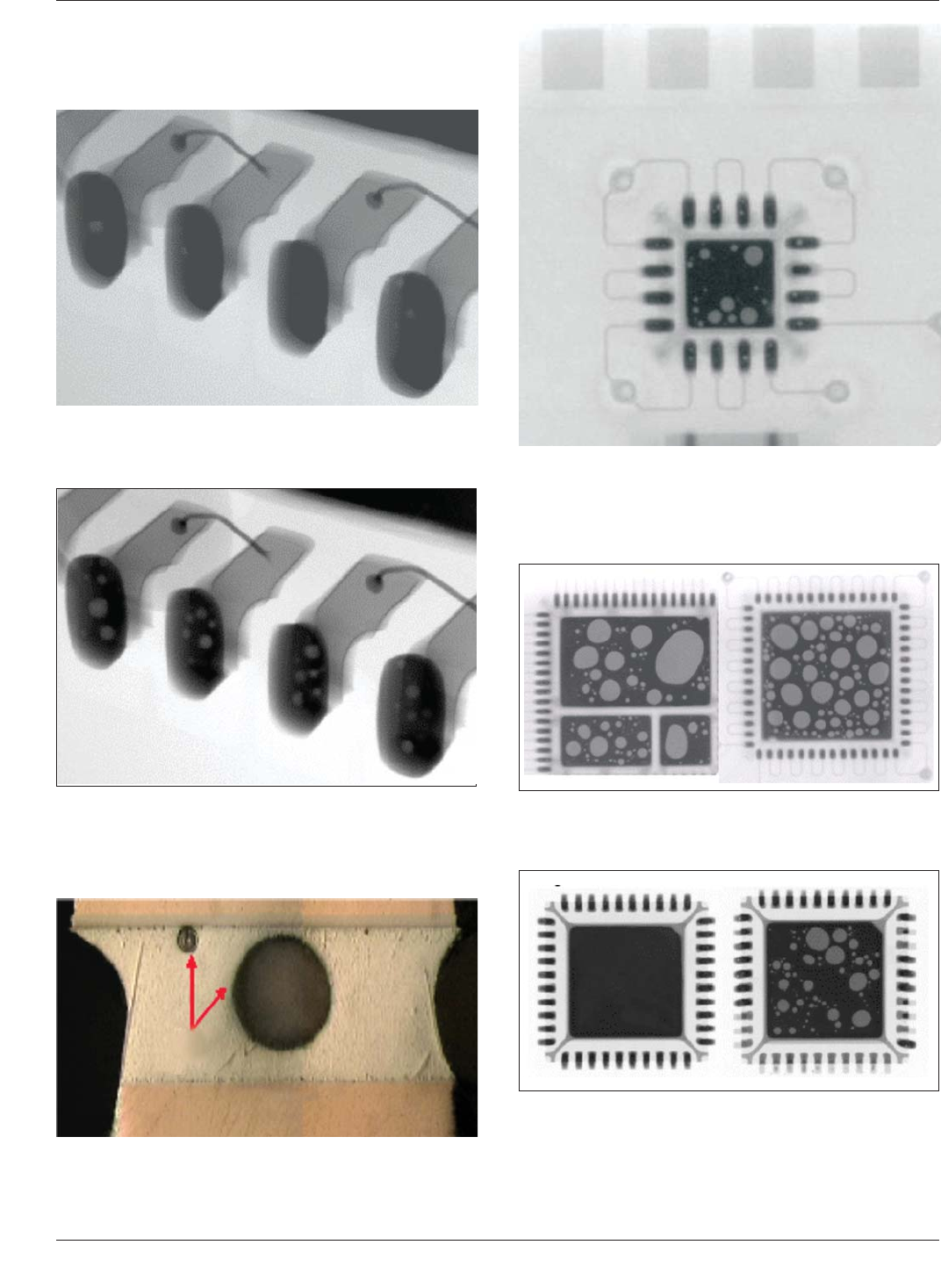
图9-23 QF边缘焊点的⽬标条件,表现为焊点空洞级
别中等可接受,所有焊点已再流过。
图9-24 QF边缘焊点可接受条件,显⽰焊点中空洞级
别增加,但良好不需采取措施。
图9-25 具有⼤边缘焊点的BTC元器件。冲击测试后此
焊点没有任何裂纹。
オ⍎
ᰐ㻲㓩
图9-26 带有16个引脚的QF,其引线焊点和散热焊盘
虽有空洞,但仍可接受,不需采取措施。
图9-27 空洞级别增加到30%以上的QF元器件,可能
存在可靠性问题。
图9-28 QF边缘焊点可接受条件,显⽰焊点内空洞级
别增加,但不需采取措施。
IPC-7093-C 2011年3月
100
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---