IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第82页
IPC-7093-7-10-cn 图 7-10 锡 / 铅 焊料 再流 焊 曲 线 ᓖ& 。 ⴤ㓯රᴢ㓯 վ؍ᴢ㓯 57 IPC-7093-7-11-cn 图 7-1 1 SAC 合 ⾦焊料 再流 焊 曲 线 250 240 217 200 150 100 50 0 0 60 120 180 240 300 360…
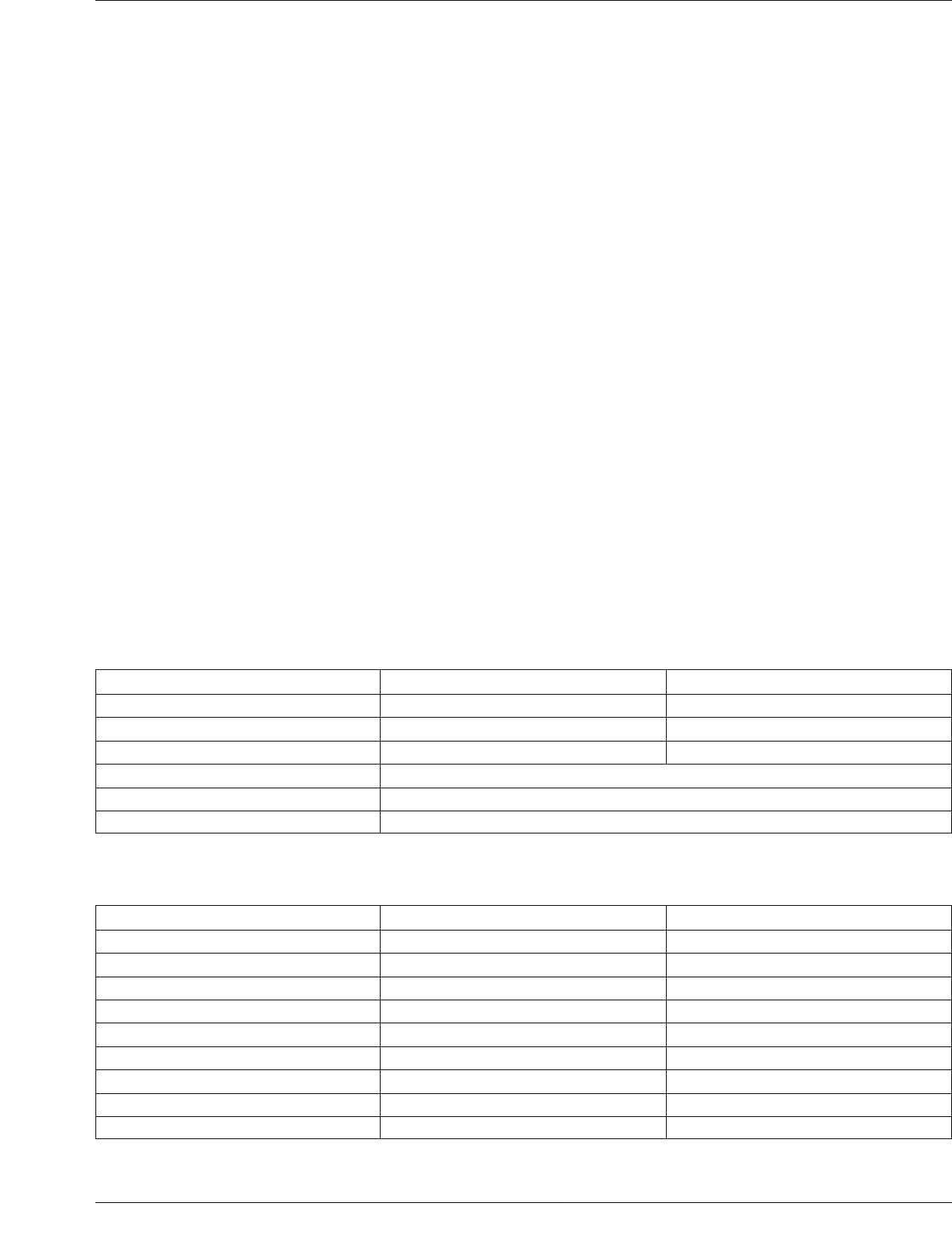
温度。监控7个不同温区的炉温曲线,大约30s后
离开再流焊炉。收集的数据以及板子安装BTC
样品的温度曲线如表7-2、表7-3和图7-10。为达
到这温度曲线,再流焊炉环境温度设置为最大
260°C,最大温度斜率为2.0°C/s。
根据表7-2,重要的是要注意,即使再流焊炉的
温度设置为260°C,BTC样品也只能得到240°C
的最高温度。这个符合BTC元器件本体要求的
最高250°C
的再流焊温度。该曲线下得到的焊点
分析表明有优秀的焊点成型。表7-3显示使用锡/
铅焊料和SAC合金的无铅焊料之间的温度曲线
变化。
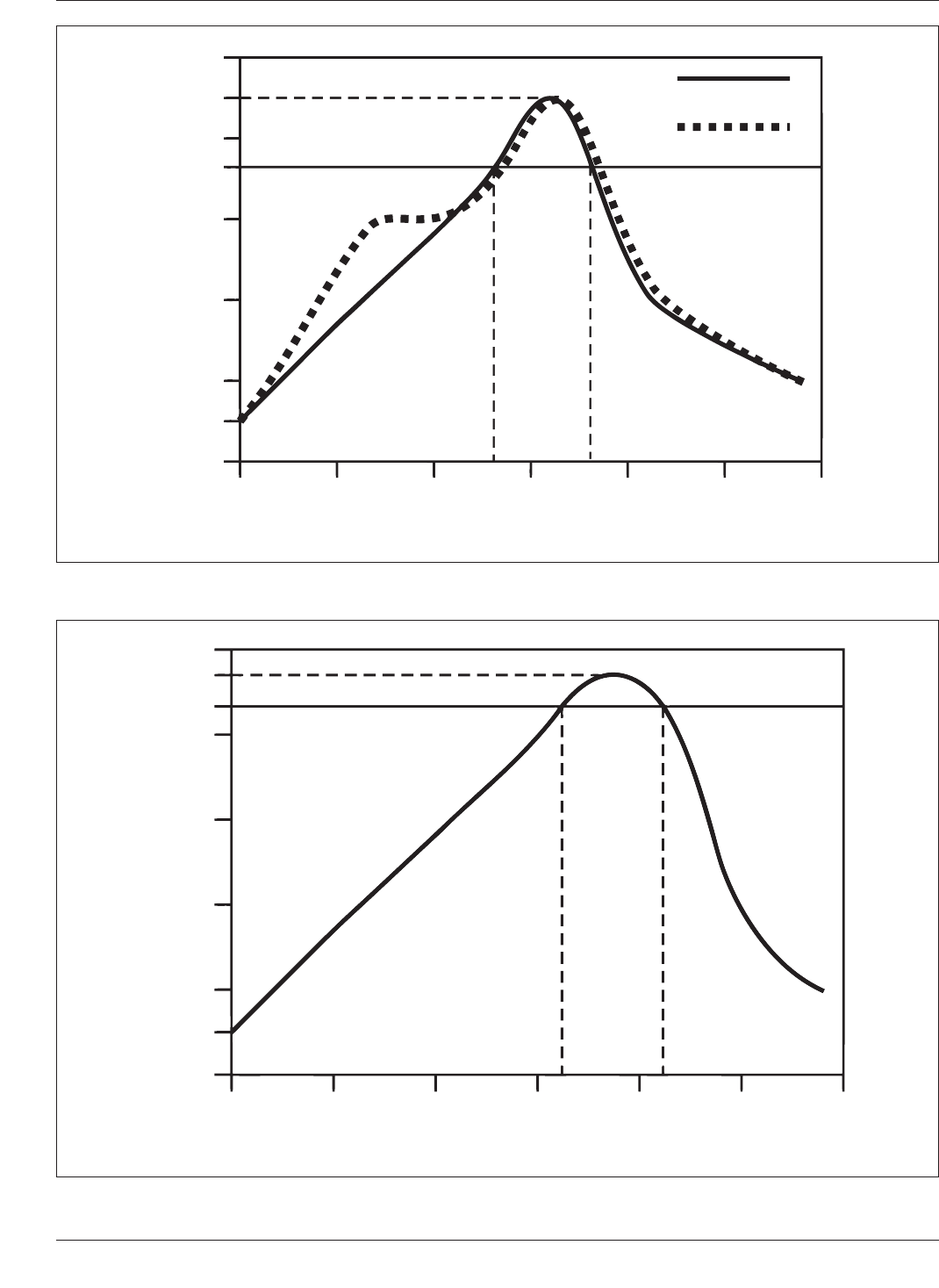
图7-11和表7-4显示开发两种版本的SAC温度曲
线的详细信息。
7.2.6.2 各印制板组件的唯⼀温度曲线 一些人
有这样的误解,认为一个再流焊炉温度曲线可适
用于所有的板子,因此没有必要为每块板子开发
一个唯一的温度曲线。这显然不是正确的,因为
每块
板有不同的热质量而且有不同的投入模式
(投入炉中的板子间距)。即使同为双面板,也取
决于元器件的贴装位置和两侧铜平面的分布,
可能每面需要不同的再流焊温度曲线。每块印
制板组装有独特的温度曲线是很有必要的,因
为每种板子有不同的热质量。建议是保证有合
适的温度曲线。
还有一个误区就是如果需要改变温度曲线就简
单地改变传输带速度。仅仅改变传输带的速度
当然简单,但它不是正确的方法。改变传输带
的速度会改变
板子在每个温区的温度。必须考
虑调试出一个温度曲线,确保大热质量的板子
能够得到精确的再流的同时,而小热质量的板
子不会造成温度过高状况。
7.2.7 再流焊制程对材料的影响 助焊剂有两
个关键属性。首先,它必须能去除脏污。第二,
在消除脏污后必须能保护可焊的表面。通常的
错误是采用一个这样的时间/温度曲线-在焊料
熔化前助焊剂已被耗尽了。理想的是,助焊剂
仅在焊料开始熔化后才消耗。活性时间范围应
该在90s到120s。锡铅焊料中助焊剂一般在130°C
左右变得活化。一般地,无铅焊料助焊剂活化
激活温度会更高,在150°C左右;然而,建议与
焊膏供应商一起探讨确定焊膏具体注意事项。
元器件端子的表面处理会影响可焊性。目前有
很多种元器件端子处理方式,包括镀锡/铅、镀
表7-2 共晶焊膏(63锡/37铅)典型再流焊曲线
再流焊曲线要素 直线型曲线 低保温曲线
升温斜率 0.8-1.2°C/s(室温至峰值温度) 1.5-2.0 °C/s (室温至145°C)
在145-160°C保温时间 /A 30-120s
第二次升温斜率 /A 1.5-2.0°C/s
液态持续时间(183°C) 45-75s
温度峰值范围 210-225°C典型(240°C最大)
降温至室温的斜率 1-3°C/s典型(4°C/s最大)
注:具体参见焊膏厂家的建议。
表7-3 锡铅(SnPb)和锡银铜(SAC)再流焊曲线⽐较
再流焊曲线项⽬ SnPb合⾦⽆铅合⾦(SAC)
合金固态温度 183°C 217-220°C
合金焊接温度范围 210-220°C 235-245°C
最低峰值再流温度** 205°C 230°C
元器件温升斜率 1-4°C/s* 1-4°C/s*
元器件冷却斜率 2-4°C/s* 2-4°C/s*
保持或预热激活温度 100-180°C* 140-220°C*
保持或预热激活时间 60-120s* 60-150s*
液态持续时间 60-90s 60-90s
峰值温度持续时间 最大20s 最大20s
*与供应商验证
** 板上最低温度
2011年3月 IPC-7093-C
69
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
IPC-7093-7-10-cn
图7-10 锡/铅焊料再流焊曲线
ᓖ&
。
ⴤ㓯රᴢ㓯
վ؍ᴢ㓯
57
IPC-7093-7-11-cn
图7-11 SAC合⾦焊料再流焊曲线
250
240
217
200
150
100
50
0
0 60 120 180 240 300 360
RT
ᓖ&
。
IPC-7093-C 2011年3月
70
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
金、镀锡和镀钯。重要的是要选择与BTC元器
件端子处理能够相匹配的助焊剂和焊料合金。
元器件由于不正确的加热而损坏。所有元器件
都有一个热外露极限。大部分锡/铅兼容的表面
贴装元器件应该能承受220ºC峰值温度,持续时
间60s。无铅BTC元器件可以承受更好的温度,
大约是240-260°C。快速加热引起的热冲击,会
导致某些元器件破裂。但是,各种再流焊炉的
峰值温度是变化的,目的是要在一个
受控既定
的温度曲线下加热焊料,使锡-铅产品焊点形成
温度为210-220°C,而无铅产品为235-245°C。
随着BTC元器件的封装越来越大,翘曲是另外
一个要考虑的问题。平整性对BTC元器件的正
确定位和焊点可靠性来说是重要的。无铅焊接
要求较高的再流温度,可能会引起更多的PCB
翘曲。这些都应该要进行评估。
7.2.8 ⽓相焊接 气相再流焊可为单流体系统
或双流体系统,双流体系统利用主要流体和次
要流体。对于间歇性设
备,使用两次流体的方
法开发工艺,但是现代成线系统一般只运行一
种流体。不管用哪种系统,气相(VP)再流能达
到的最大组装温度取决于选择的主要流体。主
要流体可以有许多温度范围,一般锡铅产品为
218-222°C,无铅产品为235-245°C。同时所有主
要流体能被分类为全氟化碳,它的基本结构(环
状胺或乙醚)决定了其关键性质—使用时的稳定
性、焊膏化学物的可溶性和整个工艺经
济性。
流体的选择通常基于要再流合金的熔点。
对于引用的范围,较低的温度适用于采用标准
连接工艺的典型锡/铅或锡/铅-银合金。该范围
的上限温度允许高铅合金再流焊,通常用于PGA
封装的引线连接。用户面临这样的合金再流焊
接,其已经成功地将两种主要流体混合并将气
相系统设定在特别稳定的沸点。高温会缩短焊
接时间,这对一些焊膏可能是
有利的。
主要气相应该是惰性的,不会产生此后必须清
除的污染物。在流体中融熔的焊膏化学物质被
高沸点蒸汽所携带,然后沉积在板子表面。这种
残留物往往难以去除。减少主要流体中的焊膏
残留将最大程度地提高流体的寿命,避免由于
含有焊膏成份而使沸点升高,并能简化清洗。
次要流体蒸汽覆盖层来源于CFC-113(三氯三氟
乙烷),一种低沸点氟化材料,其形成一个
低成
本自我牺牲的“盖子”来覆盖成本更高的主要
流体。在两种流体的界面,长期外露在高沸点
的主要流体中会引起次要流体受热分解,产生
HCL(氯化氢)和HF(氟化氢)酸性蒸汽。这些腐
蚀性蒸汽常常会时时侵害焊接设备。虽然理论
上蒸汽会被助焊剂残留物吸收,对高可靠性产
品会产生问题,但相比于对设备的侵害,可靠
性问题是比较罕见的。
随着CFC-113的逐步淘汰,一种低沸点的全氟化
碳被引入替代它。为延长外露在高沸点气相流
体中,第二代的次要流体比CFC-113更稳定。随
着表面贴装技术的发展,更多用户转化至高产出
的成线设备,这就要采用单流体方式的设备。
气相再流焊之后应该清除助焊剂,方法是采用
双极性溶剂配方或包含水清洗配方,这可确保
去除
所有的焊膏残留物。选择清洗工艺要基于
焊膏的合成物,影响该选择的次要因素是兼容
性和PCB上元器件的间距。此外,大 多数公司会
认真考虑使用这类设备存在的潜在化学损失,
因为许多全氟化合物是生命周期长的,使全球
变暖的化合物。
7.2.9 清洗与免清洗 表面贴装产生的残留物
会阻碍PCB焊盘和BTC封装之间的连接。如果采
用低残留、免清洗焊膏,PCB
不用清洗,对BTC
焊接影响很小。随着含有氯氟烃(CFC)材料的
禁用,大部分公司转向免清洗或水溶性助焊剂
方式。
“免清洗”助焊剂和焊料简单地说是指没有有害
残留物留在板上,如果有害残留物留在板上,
会引起腐蚀或损害元器件。残留物有时候是代
表在板子表面外部污染的聚集点。由于有很多
有效且不同种类的免清洗焊膏,
就应该执行应
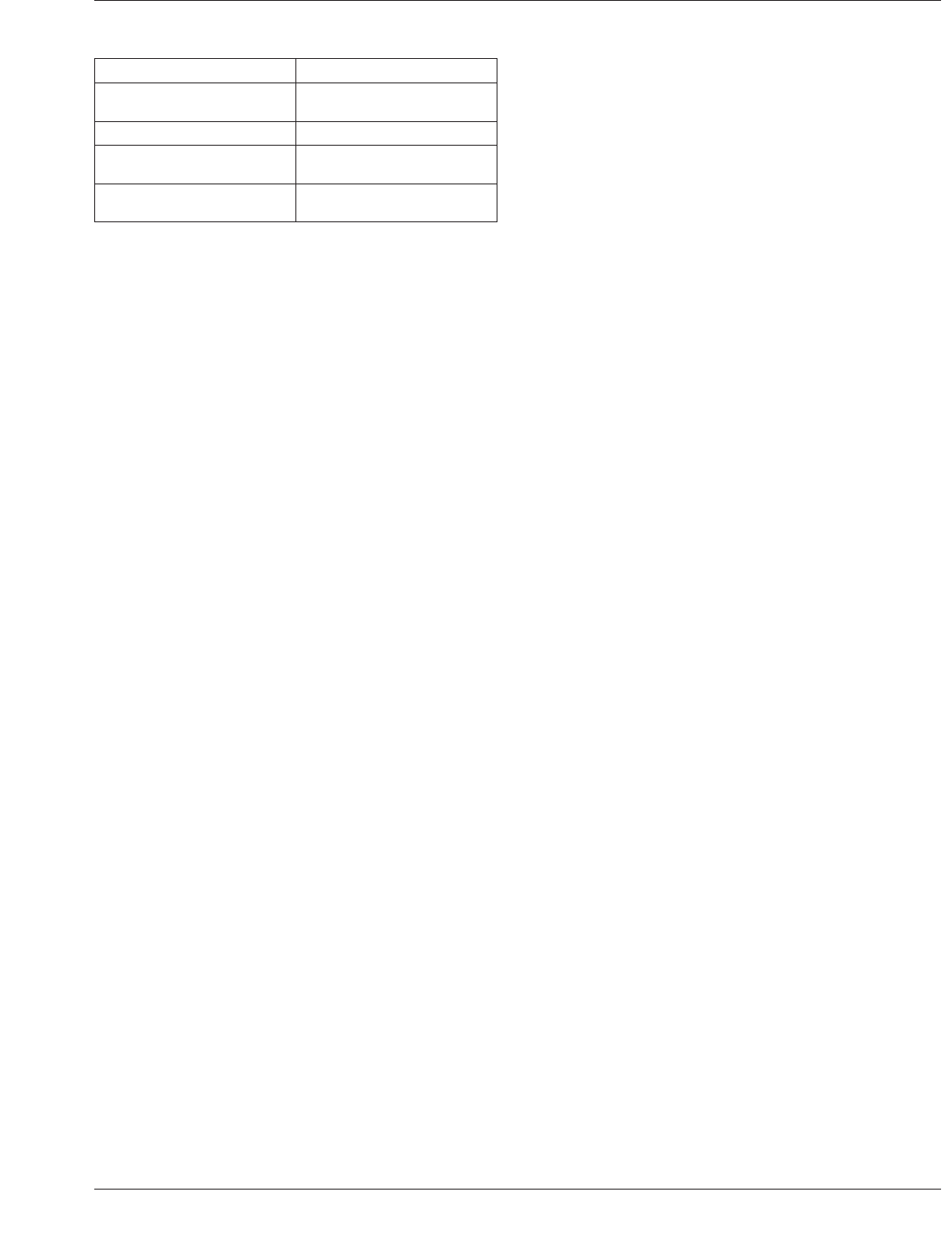
表7-4 典型的⽆铅焊膏
(SAC305或SAC405)再流焊曲线
曲线参数对流或红外热传递
温度爬升速率 (爬升起始温
度RT到峰值温度)
0.8 – 1.2°C/s
焊膏液态时间 (熔点217°C) 35–80s
峰值温度范围
典型范围235 – 240°C
(最大260°C)
温度下降速率 (峰值温度至
爬升起始温度RT)
典型1 – 2°C/sec
(最大 6°C/s)
备注:具体细节请参考焊膏制造商的建议。
2011年3月 IPC-7093-C
71
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---