IPC-7093 CN 2011 底部端子元器件(BTC)设计和组装工艺的实施.pdf - 第32页
外围 的 黑色 区 域 和 模 封 阵 列 之 间 的 是填充引线 框 沟槽 的 模 封 化 合 物 。 模 封制程 之 后 ,标 记 单个元器件并 将 它 从 整 板 中 分离 出来。 BTC 元器件 分离 的 最常见 方法是 精密 切割 。 另 一可 选方法是 采 用 冲 压 操 作 , 采 用 这 个 方法 时, 模 封设计时 将 考虑 各元器件 预 分区 以便 模具 冲 压分离 。 冲 压分离 需要 模具 和 额 外 的设 备 …
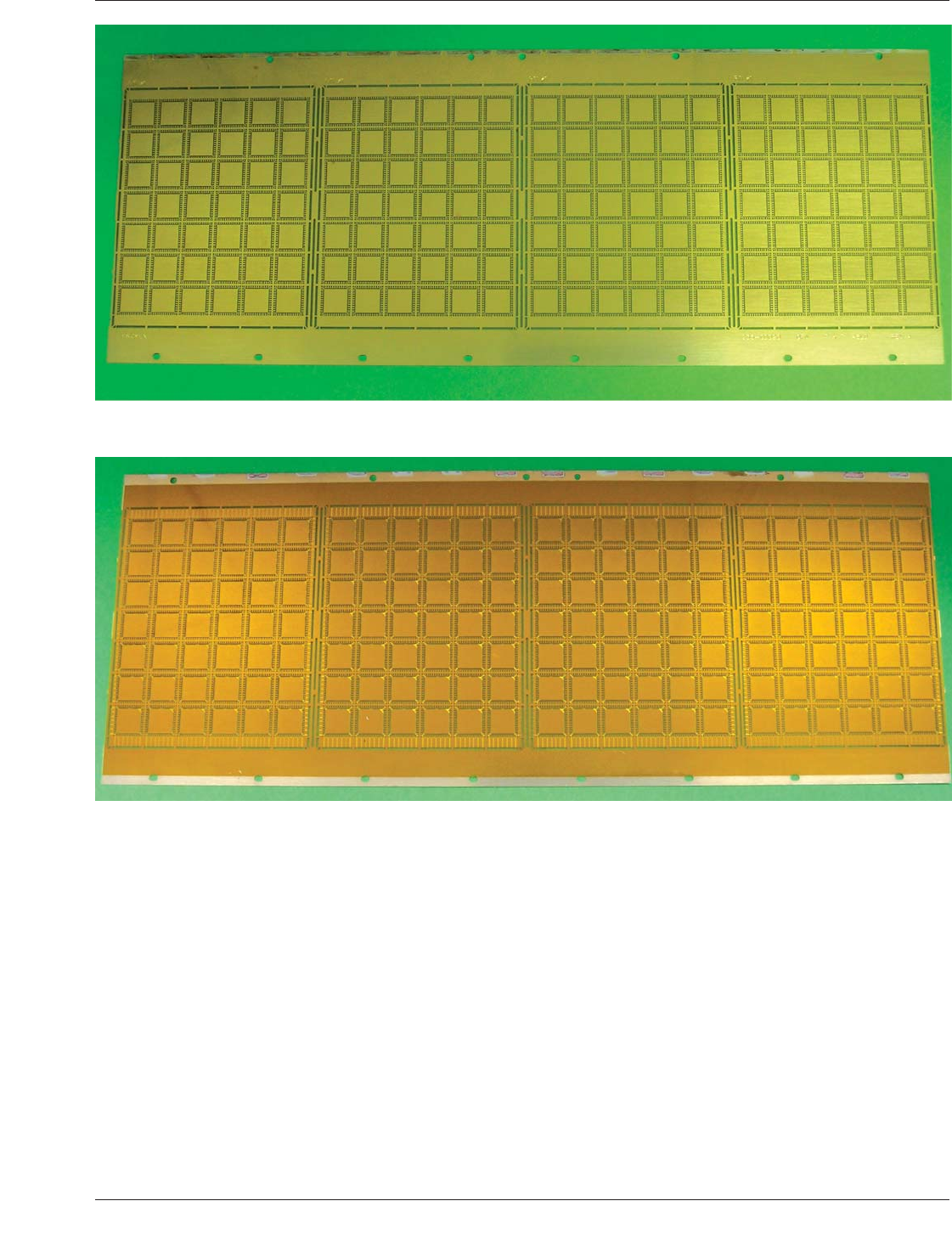
×7.0mm QF。引线框板底部(或端子面)覆盖
着保护膜以防模封化合物在模封过程中渗透进
端子表面。
引线框通常由两面蚀刻有稍微不同图形的冷轧
铜板制成。在第4节的图纸和草图中给出咬蚀的
明显差异。咬蚀的主要目的是提供模封化合物
与引线的机械互锁以增加机械强度。
为了准备 封装组装和适 应 BTC封装的最终组
装,引线框采用合金进行电镀并与引线键合工
艺和再流焊工艺兼容(iPdAu
合金成分是最普
遍的)。
另一选择是用银合金点焊引线键合,留下没有
电镀的铜基引线框的剩余部分直到模封。引线
框板上剩余的外露接触脚和散热焊盘用锡合金
表面处理以便焊料连接。
不同的供应商可能有不同的BTC封装过程,但
基本的组装顺序会按照图4-25中描述的详细流程
来进行。
图4-23的 引线框经模 封 后 的 样 子 如 图 4-26所
示,这是模封刚 脱 模后有四区 域 的 阵 列的图
例
。黑色部分是形成四阵列的模封化合物,每
部分测量到的大致尺寸是45mm×55mm。周边
图4-23 QF典型芯⽚粘贴⾯,具有镍钯⾦表⾯处理引线框
图4-24 QFN拼板引线框上带有保护膜的典型焊盘⾯
2011年3月 IPC-7093-C
19
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
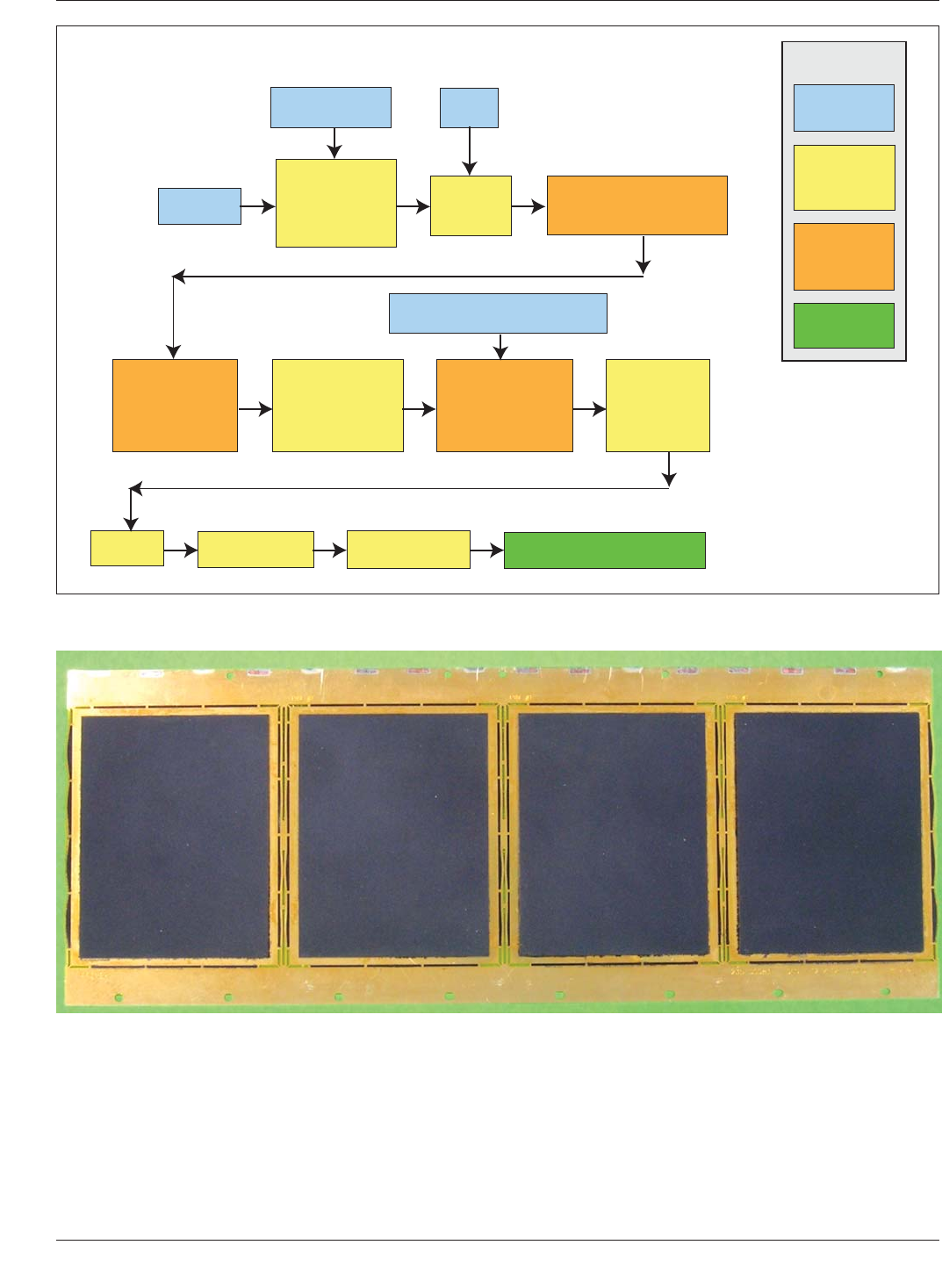
外围的黑色区域和模封阵列之间的是填充引线
框沟槽的模封化合物。
模封制程之后,标记单个元器件并将它从整板
中分离出来。BTC元器件分离的最常见方法是
精密切割。另一可选方法是采用冲压操作,采
用这个方法时,模封设计时将考虑各元器件预
分区以便模具冲压分离。冲压分离需要模具和
额外的设备,因此成本高,但这一工艺可用在
大批量的生产中。
QF
冲压分离的工艺流程如图4-27中所示。
IPC-7093-4-25-cn
图4-25 使⽤切割分离⽣产QF
㣟⡷㋈䍤ᶀᯉ
ᕅ㓯Ṷ
⎲㣟⡷㋈
䍤ᶀᯉ
᭮㖞
㣟⡷
Ϩ&
лപॆ㣟⡷㋈䍤ᶀᯉ
㢢ᶯ
䴦䜘Ԧ઼
ᶀᯉ
e&
ᰦ㓴㻵ᐕ㢪
e&
ᰦ㓴㻵ᐕ㢪
ᡀ૱
⁑ሱॆਸ⢙
Ϩ&
л䠁㓯⨳
ᖒ䭞ਸ
ḷ䇠
࠷ࢢ࠶
⍻䈅઼ޕⴂ
ሱ㻵ᆼᡀˈㅹᖵ㻵䘀
൘⁑ާѝ᭮
㖞ᕅ㓯Ṷ
e&
л䖜〫᭮ᴹ
ᕅ㓯ṶⲴ⁑ާ
Ӿ⁑ሱѝ
〫ࠪ䱥ࡇ
㣟⡷
图4-26 模封引线框布局
IPC-7093-C 2011年3月
20
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---
冲压分离方法比切割分离更复杂和更昂贵。冲
压分离需要模具,将每个元器件放入模穴中而
元器件之间的引线框网依然外露。引线框网采
用与元器件相匹配的模具单次冲断。
切割分离和冲压分离都留有从引线框上切割下
来的的引线露铜切口。如果焊接系统能润湿这
些外露切口,这些外露切口可以当作填充的表
面。一些用户也可要求BTC供应商在分离后采
取附加的措施来保证切口的可焊性。这些措施
是要允许用户根据BTC两侧形成的
趾部焊料填
充情况来辅助检验组装的可靠性。
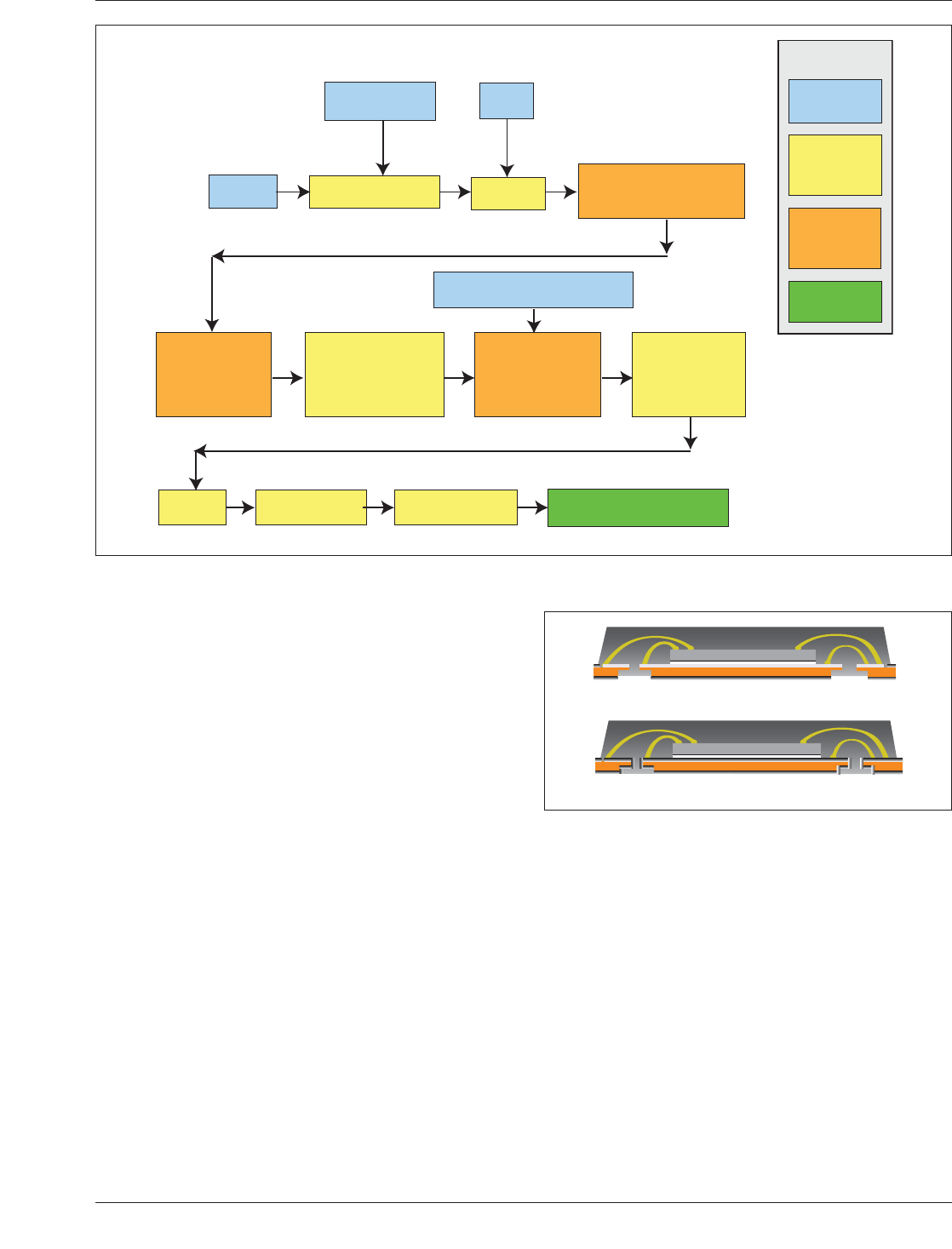
图4-28显示运用冲压分离和切割分离的结果差
异。
封装冲压分离是在最后组装期间从模封带单次
冲压而成的,而切割分离封装是以阵列模式组
装,在最后的切割操作中分离成单个的元器件。
图4-28的左图显示的是从独立塑封阵列进行的冲
压分离,草图中显示的模穴壁有一些脱模倒角
以易于塑封元器件从模具
穴位中分离。
如图4-28左面的照片所示,冲压分离元器件第二
个明显的特征是引线框超出模封边缘并有小的
伸出,以隔开防止模具切割到模封化合物。
图4-28右面的略图表示用切割分离的剖面,但没
有伸出引线和脱模倒角。
图4-28同时体现了3种可选择的普通引线键合:
• 芯片和引线端之间的键合
• 芯片和芯片外接盘间 的 键 合(也称
做“打地
线”)
• 芯片外接盘和引线端间的键合
IPC-7093-4-27-cn
图4-27 使⽤冲压分离⽣产QF
㣟⡷㋈䍤ᶀᯉ
ᕅ㓯Ṷ
⎲㣟⡷㋈䍤ᶀᯉ
᭮㖞㣟⡷
Ϩ&
лപॆ㣟⡷㋈䍤ᶀᯉ
⁑ሱॆਸ⢙
Ϩ&
л䠁㓯
⨳ᖒ䭞ਸ
ḷ䇠
ߢ࠶
⍻䈅઼ޕⴂ
ሱ㻵ᆼᡀˈㅹᖵ㻵䘀
൘⁑ާѝ᭮㖞
ᕅ㓯Ṷ
e&
л䖜〫᭮
ᴹᕅ㓯ṶⲴ⁑ާ
Ӿ⁑ሱѝ
〫ࠪ䱥ࡇ
㣟⡷
㢢ᶯ
䴦䜘Ԧ઼
ᶀᯉ
e&
ᰦ㓴㻵ᐕ㢪
e&
ᰦ㓴㻵ᐕ㢪
ᡀ૱
IPC-7093-4-28-cn
图4-28 冲压分离与切割分离的⽐较及⾦线键合选项图
解
冲压分离
切割分离
芯片
芯片
2011年3月 IPC-7093-C
21
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 17:57:03 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,,,`,,,```,``````,`,,`,`-`-`,,`,,`,`,,`---