YSM20R_YSM20WR_Mainte_K.pdf - 第112页
3-51 3 9 기판 클램 프 보 드를 장착 합니다 . 1 . 기판 클램 프 보드 를 원위 치에 장착하 고 , 육 각 렌 치 ( 3) 로 기 판 클램 프 고정 볼 트를 체결 해 주 십시오 . 2. 깔 아둔 사 각건 을 정 리 합니다 . 0 벨 트의 장착 상태를 확인합니다 . 1 . 기판클램프 상 면의 위치 가 벨 트 상면 보다 약 0.5mm 낮은 위 치에 있는 지 확 인 해 주십시 오 . 클…
3-50
3
반송방향
반송방향
반송방향
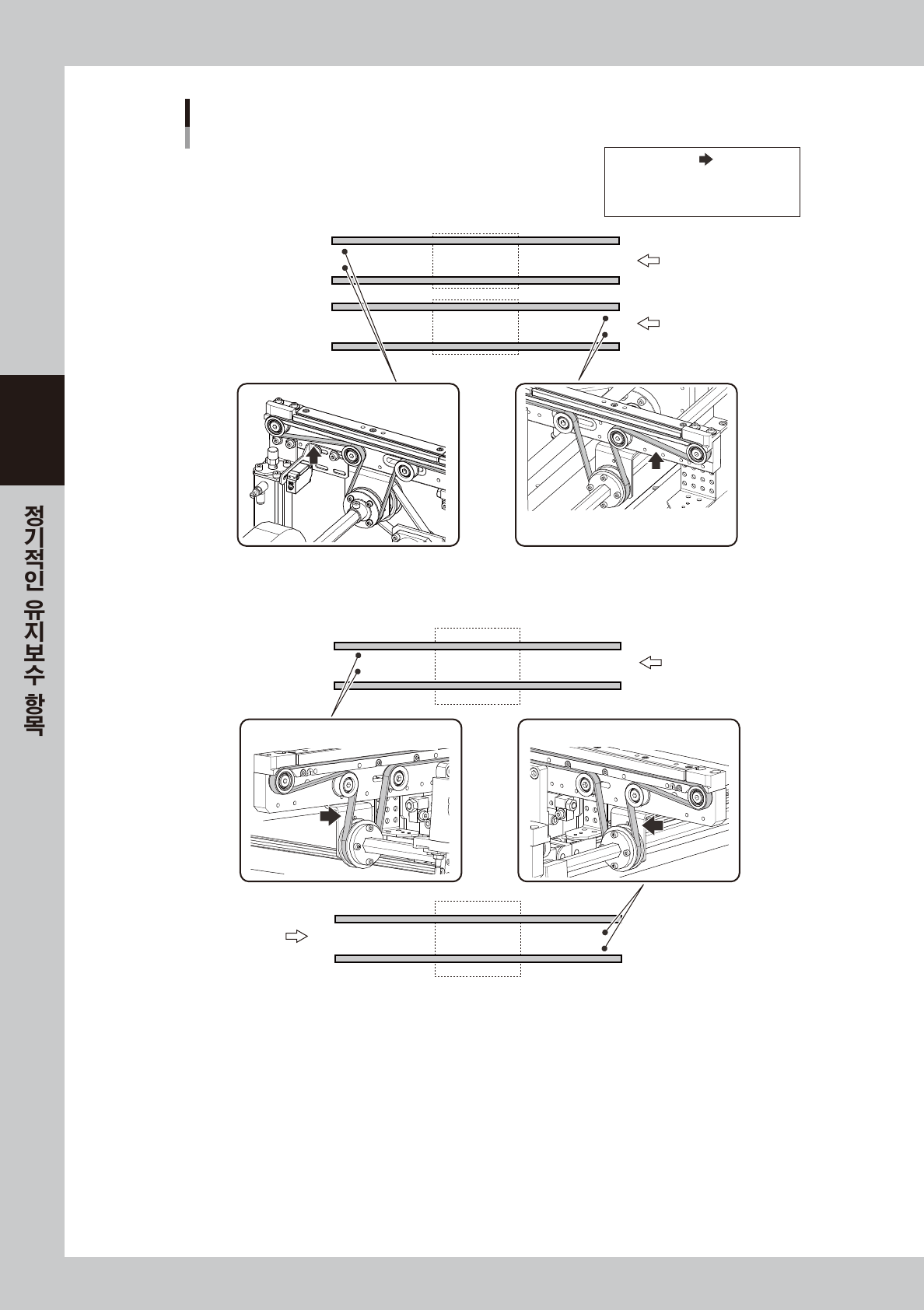
<듀얼레인 사양>
레인1
레인2
STD : 350 - 420 Hz
EXT : 110 - 130 Hz
STD : 350 - 420 Hz
EXT : 110 - 130 Hz
컨베이어 벨트 : 텐션측정 장소와 텐션규격
YSM20WR
텐션측정 장소 :
STD : 표준 컨베이어 텐션규격
EXT : 연장 컨베이어 텐션규격
<싱글레인 사양(중량 반송사양)>
STD : 274-334 Hz STD : 274-334 Hz
573A4 -K MK-10
3-51
3
9
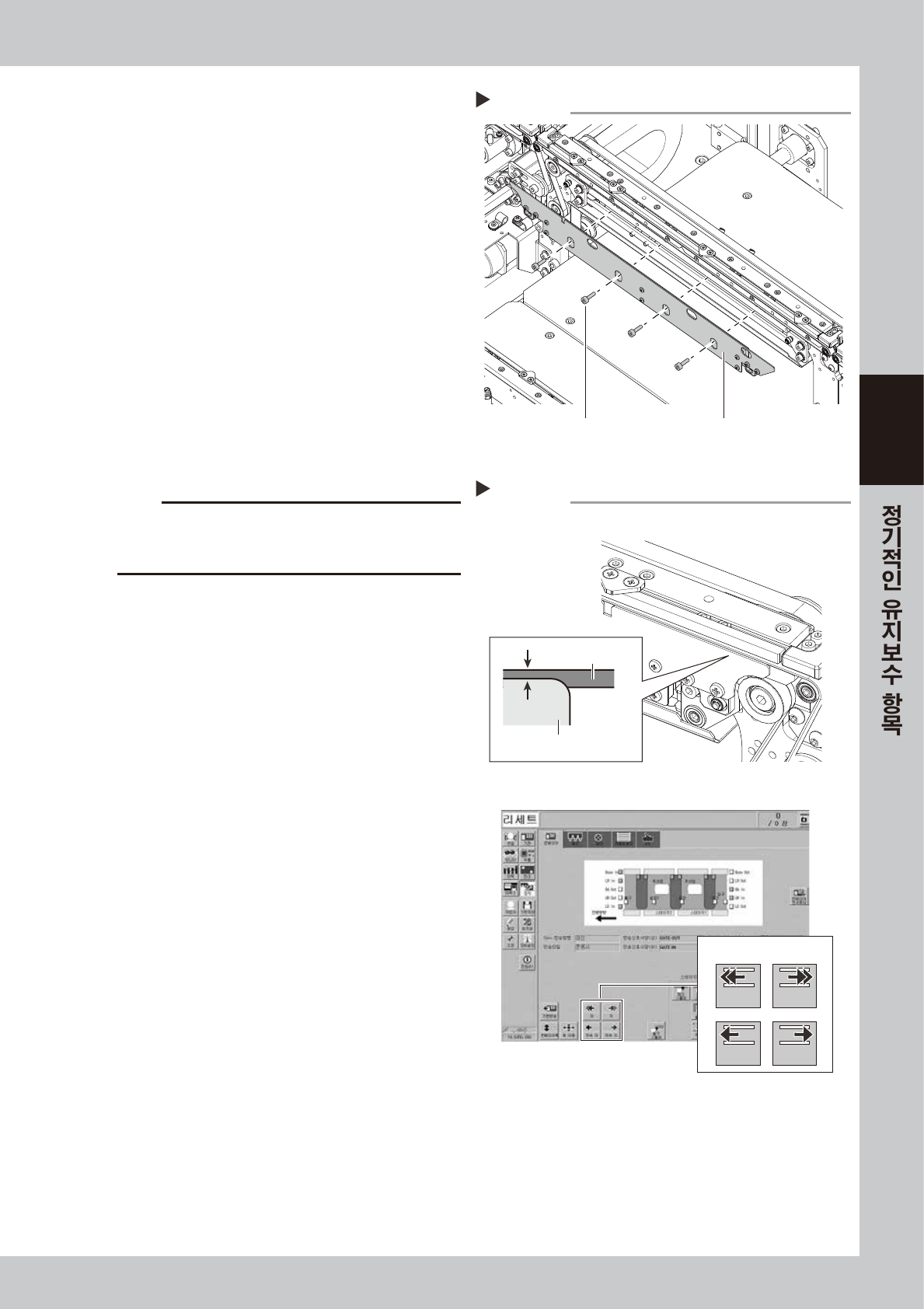
기판 클램프 보드를 장착합니다 .
1. 기판 클램프 보드를 원위치에 장착하고 , 육각
렌치 (3) 로 기판 클램프 고정볼트를 체결해
주십시오 .
2. 깔아둔 사각건을 정리합니다 .
0
벨트의 장착 상태를 확인합니다 .
1. 기판클램프 상면의 위치가 벨트 상면보다 약
0.5mm 낮은 위치에 있는지 확인해 주십시오 .
클램프 동작에 문제가 없는지도 확인합니다 .
2. 장비의 안전커버를 닫고 , 비상정지를 해제합
니다 . 대차사양의 경우는 , 대차를 장착합니
다.
3. [ 장치 ]-「컨베이어」화면의 [ 컨베이어 구동 ]
버튼으로 벨트를 회전시켜서 동작상태를 확인
하여 주십시오 .
4. 컨베이어 벨트의 회전이 고르지 못하거나 벨트
가 느슨할 경우는 , 텐셔너 ( 풀리 브래킷 ) 의
위치를 다시 조정해 주십시오 .
c
주의
벨트의상면과기판클램프상면의높이에거의차이가없으면 ,
기판반송에러가발생할가능성이있습니다 .
그럴경우에는 ,야마하또는대리점으로연락해주십시오 .
기판 클램프 보드
벨트
벨트의 장착과 동작의 확인
Step 10
[컨베이어 구동] 버튼
<컨베이어의 동작확인>
좌
우
저속 좌 저속 우
<벨트의 장착상태 확인>
0.5 mm
58308-KMK-00
Step 9
기판 클램프 보드의 장착
기판 클램프 보드고정볼트
57370-KMK-00
3-52
3
5.3 W 축의 청소와 급유
약 1 년을 기준으로 , W 축 및 U 축 (YSM20R 듀얼 스테이지 사양의 경우 ) 의 볼스크류, 가이드 , 6 각 스플라
인의 청소와 급유가 필요합니다. 급유개소와 급유형태에 관해서는 ,「제 5 장 급유개소 일람」을 참조해 주십시오 .
또한, YSM20R 듀얼 스테이지, YSM20R/YSM20WR 싱글레인 , YSM20WR 듀얼레인은 사양에 따라 급유순
서가 다르므로 , 각 사양별로 청소와 급유방법에 대해서 설명합니다.
5.3.1 YSM20R 듀얼 스테이지의 W/U 축의 청소와 급유
여기에서는 , YSM20R 듀얼 스테이지 사양의 W 축과 U 축의 청소와 급유방법에 대해서 설명합니다.
1
임의의 기판 데이터를 로딩합니다 .
참고
기판 데이터를 읽으면 , 스테이지1, 스테이지 2 양쪽의 푸쉬업
유닛을 작동할 수가 있습니다.
2
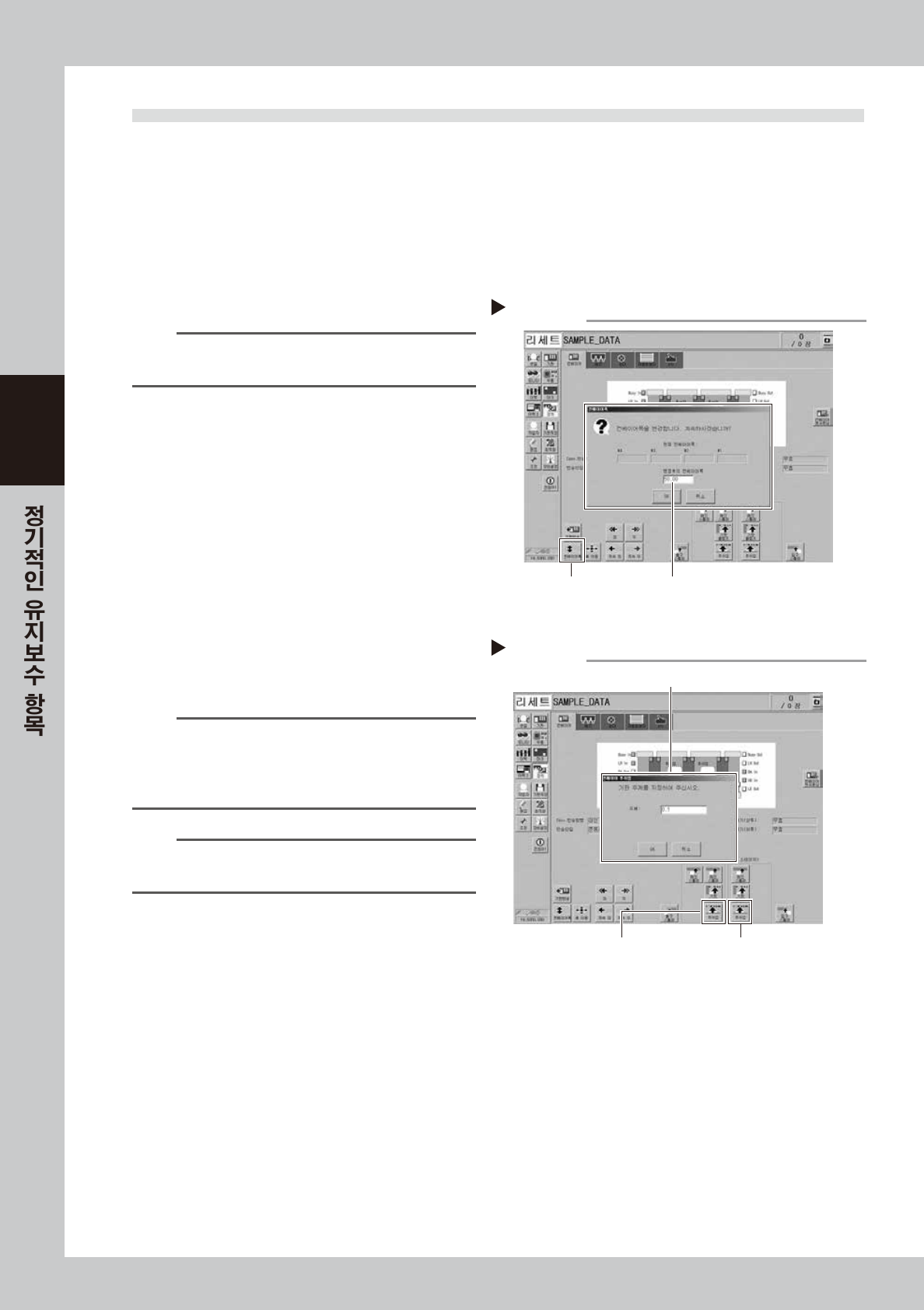
컨베이어를 최소폭으로 합니다 .
1. [ 장치 ]-「컨베이어」화면의「컨베이어폭」버
튼을 눌러서「컨베이어폭」화면을 표시합니다 .
2. 「변경후의 컨베이어폭」에「50mm」를 입력하
고 [OK] 버튼을 누릅니다 .
컨베이어 폭이 지정된 폭으로 변경됩니다 .
3
푸쉬업 유닛을 상승시킵니다 .
1. [ 푸쉬업 ] 버튼을 눌러서「컨베이어 푸쉬업」
화면을 표시합니다 .
2. 「두께」에「0.1mm」를 입력하고 [OK] 버튼을
눌러 주십시오 . 푸쉬업 유닛이 상승합니다 .
3. 상기의 순서대로 , 푸쉬업 유닛을 스테이지 1
과 스테이지 2 양쪽다 상승시켜 주십시오 .
n
요점
Step1에서 선택한 기판 데이터의 기판사이즈 X 가 380mm 를
넘을 경우에는 , 상류측의 [ 푸쉬업 ] 버튼은 비활성화되어 있습
니다 . 하류측의 푸쉬업 유닛을 상승시키면 , 연동해서 상류측
푸쉬업 유닛도 상승합니다 .
n
요점
푸쉬업 유닛을 상승시키면 , U 축의 가이드와 볼스크류에 접근
하기 쉬워집니다 .
푸쉬업 유닛의 상승
Step 3
스테이지 1
[푸쉬업] 버튼
「0.1mm」 를 입력
스테이지 2
[푸쉬업] 버튼
58310-KMK-00
컨베이어의 최소폭 입력
Step 2
[컨베이어폭] 버튼 「50mm」을 입력
58309-KMK-00