XPF-L 服务工程师训练手册中文版.pdf - 第11页
5. 按上箭头键或下箭头键选择通道 Fn00 8. 6. 按 [DATA] 显示多组复位画面 PGCL1. 7. 按住 上箭头键直到 “PGCL1” 变成 “P GCL5”. 8. 按 [DATA] 键复位编码器 ( 状态画面显示 “BB” 然后变成 “Done”). 9. 按 [MODE/SET] 键返回 Utility Function Mode 画面 . 10. 重新开机 . 1.8 设定 X- 轴的行程原点和软界限 1. 把 X…
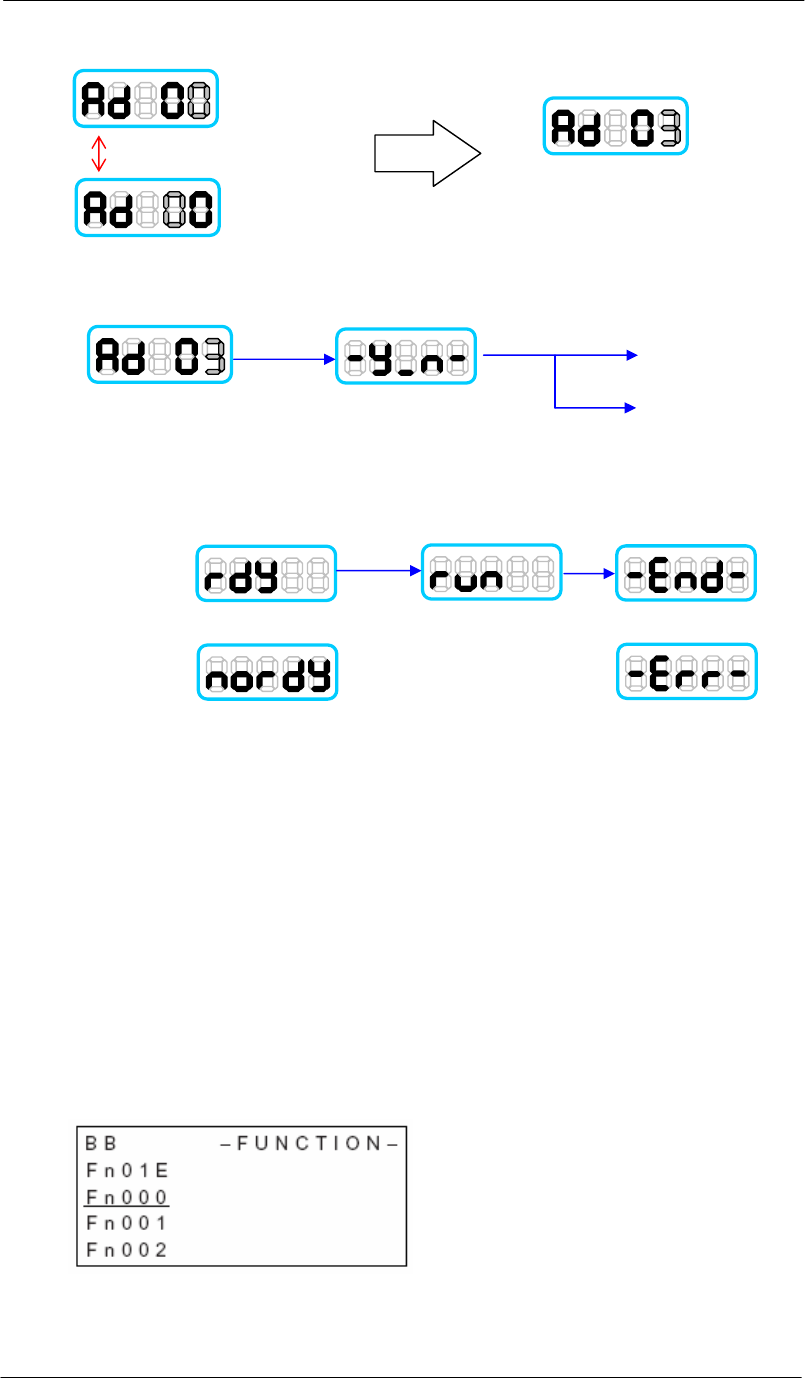
7. 用 ▲ 和 ▼ 键把显示改成 Ad 03.
8. 按WR 键 (多于 1 秒) 显示执行确认画面.
要复位编码器, 按 ▲ 键. 要取消, 按 ▼ 键.
9. 如果在第8步选择 yes(是)并且可以进行原点设定, 将显示“rdy” .
按 WR 键 (多于1 秒) 设定编码器原点.
10. 最后, 重新开机.
1.7 Y, Z, Q 和 R-轴伺服编码器 (Yaskawa Sigma III) 复位
1. 如果出现编码器备份警报 (A.810)或者编码器校验警报(A.820), 必须对编码器进行复位。
在拆卸或更换马达或编码器电缆时, 会出现编码器备份警告(A.810) .
2. 按下紧急停止按钮并且把各轴定位在其原点位置.
Y-轴 和 Z-轴的原点是停靠在负向机械制动器的位置.
Q-轴的原点是在机器前侧(side 1)钓钩朝向外侧的位置 .
这些原点位置设定好以后可以设定R-轴原点 (后面会介绍如何利用元件相机进行设定).
3. 连接 数字操作板(JUSP-OP05A) 到 目标放大器的CN3 上 (首先要拔掉电缆,可以带电操作).
4. 按 [MODE/SET] 选择 Utility Function Mode (Fn000).
在第8步按▲
设定原点
可以执行
不可以执行
WR 键
原点设定进行中
原点设定完成
Error
如果显示 “nordy"或"Error" 可能是伺服放大器有故障。
用光标键切换要编辑的
数位 (闪烁)
用 ▲ 键 和 ▼ 键更改显示为 Ad 03.
执行确认
WR 键
按 ▲ 键复位编码器
按 ▼ 键取消并返回第 3步

5. 按上箭头键或下箭头键选择通道 Fn008.
6. 按 [DATA] 显示多组复位画面 PGCL1.
7. 按住 上箭头键直到 “PGCL1” 变成 “PGCL5”.
8. 按 [DATA] 键复位编码器 (状态画面显示“BB” 然后变成“Done”).
9. 按 [MODE/SET] 键返回 Utility Function Mode 画面.
10. 重新开机.
1.8 设定 X-轴的行程原点和软界限
1. 把 X-轴推靠到负向机械制动器 (从前侧(side 1)看,机器的左侧).
2. 选择 [Maintenance] – [Stroke Zero Set] – [X] – [Set the origin] 设定 X-轴的行程
原点.
3. 设定负向界限为零.
4. 把 X-轴推靠到正向机械制动器 (从前侧(side 1)看,机器的右侧).
5. 按[Set the plus limit] 设定正向界限.
1.9 设定 Y-轴的行程原点和软界限
1. 把 Y-轴推靠到负向机械制动器(从前侧(side 1)看,机器的前侧).
2. 选择 [Maintenance] – [Stroke Zero Set] – [Y] – [Set the origin] 设定 Y-轴的行程
原点.
3. 设定负向界限为零.
4. 把 Y-轴推靠到正向机械制动器 (从前侧(side 1)看,机器的后侧).
5. 按 [Set the plus limit] 设定正向界限.

1.10 设定 Z-轴的行程原点和软界限
1. 用一个尖细的东西 (例如小扳手) 压下 Z-轴制动器的电磁阀,使制动器缩回。
2. 由上至下降低 Z-轴 靠到负向机械制动器.
3. 选择 [Maintenance] – [Stroke Zero Setting] – [Z] – [Set the origin] 设定 Z-轴原点。
4. 设定负向界限为零.
5. 由下至上升高 Z-轴 靠到 正向机械制动器.
6. 按 [Set the plus limit] 设定正向界限.
压这里
缩回制动器