XPF-L 服务工程师训练手册中文版.pdf - 第9页
3. 检查测量值要在公差 384 到 43 1 Hz 范围以内 . 4. 如果测量值超出公差范围 , 松开照片中指示的两个固定马达的螺丝调节皮带张力 5. 锁定螺丝。 1.6 X- 轴伺服编码器 (SanMotion R 系列 ) 复位 1. 如果出现下面的警报,必须对编码器进行复位。 2. 按下紧急停止按钮切断 200V 伺服电源。 3. 用手把 X- 轴移动到原点位置 ( 靠到负向机械制动器 ) 。 4. 伺服放大器前面的数字操作键…
2. 把 X 和 Y-轴分别从负向机械制动器移动到正向机械制动器,检查没有与线缆或其
它物体干涉。
3. 也要检查机器内不能有导致干涉的物体。
1.4 调节Y-轴皮带张力
需要的物品: 张力计.
1. 按下表所示参数设定张力计。
Weight Width Length
0.4 gf/mm 15 mm 130 mm
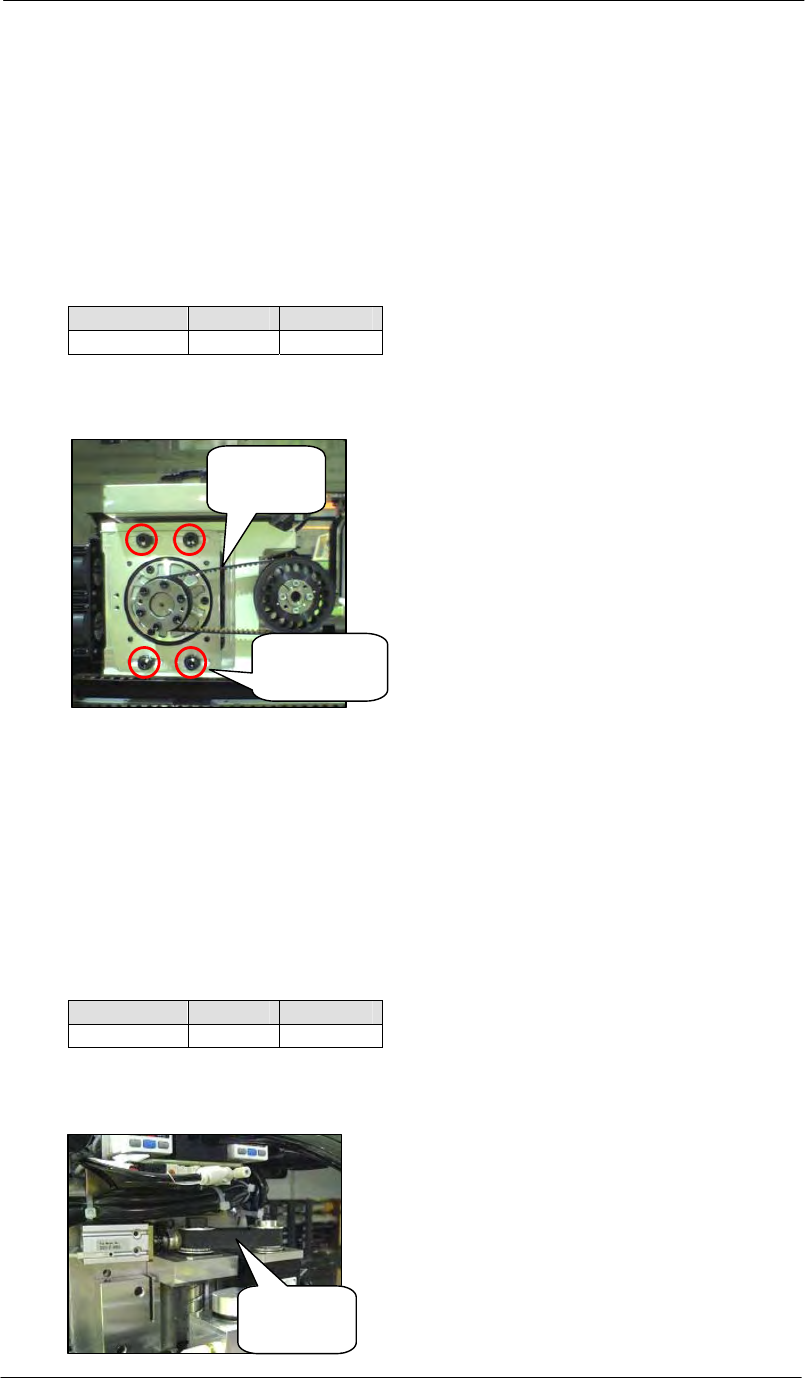
3. 按张力计上的测量键在下图指示的位置测量皮带张力。
2. 检查测量值要在公差 148 到 166 Hz范围以内。
3. 如果测量值超出公差范围, 松开照片中指示的 4个马达安装螺丝调整皮带张力
1.5 调节 Z-轴皮带张力
需要的物品: 张力计
1. 按下表所示参数设定张力计。
Weight Width Length
0.25 gf/mm 15 mm 53 mm
2. 按张力计上的测量键在下图指示的位置测量皮带张力。
测量这里
公差: 148 到 166 Hz
安装螺丝
测量这里
公差: 384 到 431 Hz
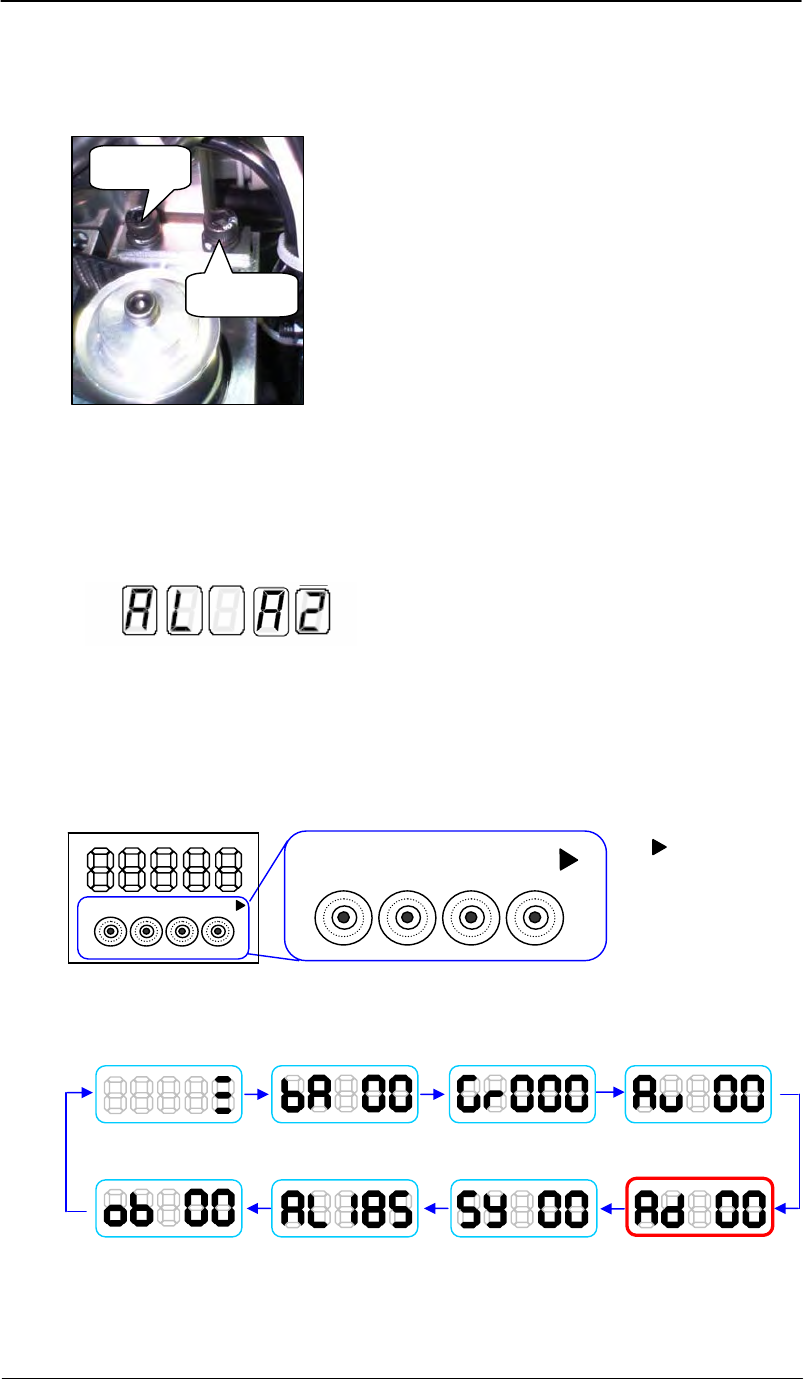
3. 检查测量值要在公差 384 到 431 Hz范围以内.
4. 如果测量值超出公差范围, 松开照片中指示的两个固定马达的螺丝调节皮带张力
5. 锁定螺丝。
1.6 X-轴伺服编码器 (SanMotion R 系列) 复位
1. 如果出现下面的警报,必须对编码器进行复位。
2. 按下紧急停止按钮切断 200V 伺服电源。
3. 用手把 X-轴移动到原点位置 (靠到负向机械制动器)。
4. 伺服放大器前面的数字操作键 (见下图) 是用来设定伺服原点的。
5. 用 MODE 键显示调整模式。如下图所示,按 MODE 键在 LED 显示器上
循环显示各种模式。
6. 按光标键(少于1 秒) 把光标的中心(闪烁的数位) 移动到第二个 0 .
松开
松开
MODE
▲
▼
WR/
MODE
▲
▼
WR/ 键的功能:
按 1秒以下作为光标键,
而按 1以上作为读写键。
WR
Status disp. Basic parameters
General parameters
A
uto adjustment
System parameters
A
larm histor
y
Monitor
Adjustment mode
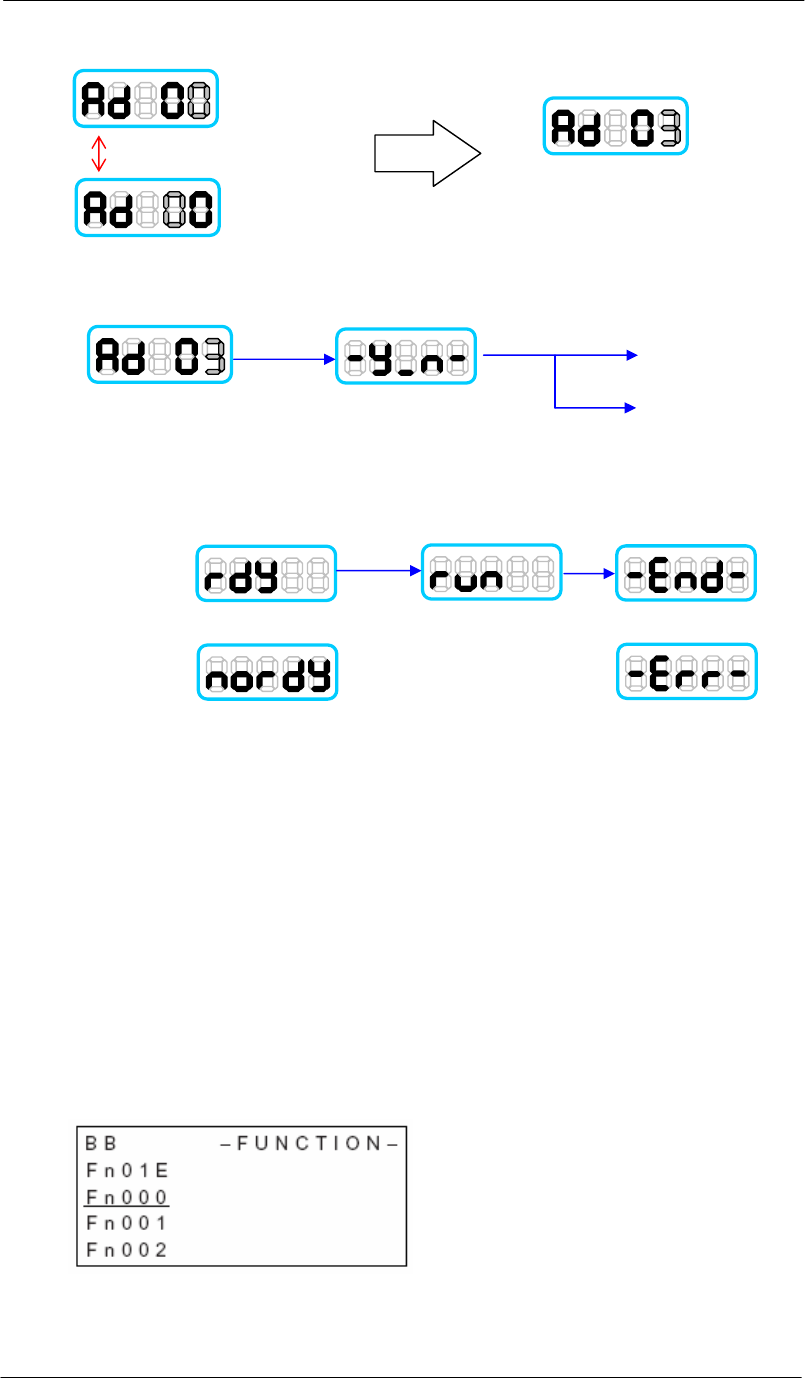
7. 用 ▲ 和 ▼ 键把显示改成 Ad 03.
8. 按WR 键 (多于 1 秒) 显示执行确认画面.
要复位编码器, 按 ▲ 键. 要取消, 按 ▼ 键.
9. 如果在第8步选择 yes(是)并且可以进行原点设定, 将显示“rdy” .
按 WR 键 (多于1 秒) 设定编码器原点.
10. 最后, 重新开机.
1.7 Y, Z, Q 和 R-轴伺服编码器 (Yaskawa Sigma III) 复位
1. 如果出现编码器备份警报 (A.810)或者编码器校验警报(A.820), 必须对编码器进行复位。
在拆卸或更换马达或编码器电缆时, 会出现编码器备份警告(A.810) .
2. 按下紧急停止按钮并且把各轴定位在其原点位置.
Y-轴 和 Z-轴的原点是停靠在负向机械制动器的位置.
Q-轴的原点是在机器前侧(side 1)钓钩朝向外侧的位置 .
这些原点位置设定好以后可以设定R-轴原点 (后面会介绍如何利用元件相机进行设定).
3. 连接 数字操作板(JUSP-OP05A) 到 目标放大器的CN3 上 (首先要拔掉电缆,可以带电操作).
4. 按 [MODE/SET] 选择 Utility Function Mode (Fn000).
在第8步按▲
设定原点
可以执行
不可以执行
WR 键
原点设定进行中
原点设定完成
Error
如果显示 “nordy"或"Error" 可能是伺服放大器有故障。
用光标键切换要编辑的
数位 (闪烁)
用 ▲ 键 和 ▼ 键更改显示为 Ad 03.
执行确认
WR 键
按 ▲ 键复位编码器
按 ▼ 键取消并返回第 3步