XPF-L 服务工程师训练手册中文版.pdf - 第99页
第 第 十 十 一 一 章 章 操 操 作 作 和 和 精 精 度 度
5.
监测
I/O
输入信号
,
选择
【
RX04E
BTU_DockingChk2
】
.
6.
完成高度调整后
,
锁紧螺丝
重复以上步骤确认I/O输入信号
【
RX04D
BTU_DockingChk1
】
是否正常
.
10.5
调整互锁传感器
1.
在机上设定
BTU
按下
【手动操作】
–
【二侧单元夹紧】
–
【开始】夹紧
BTU.
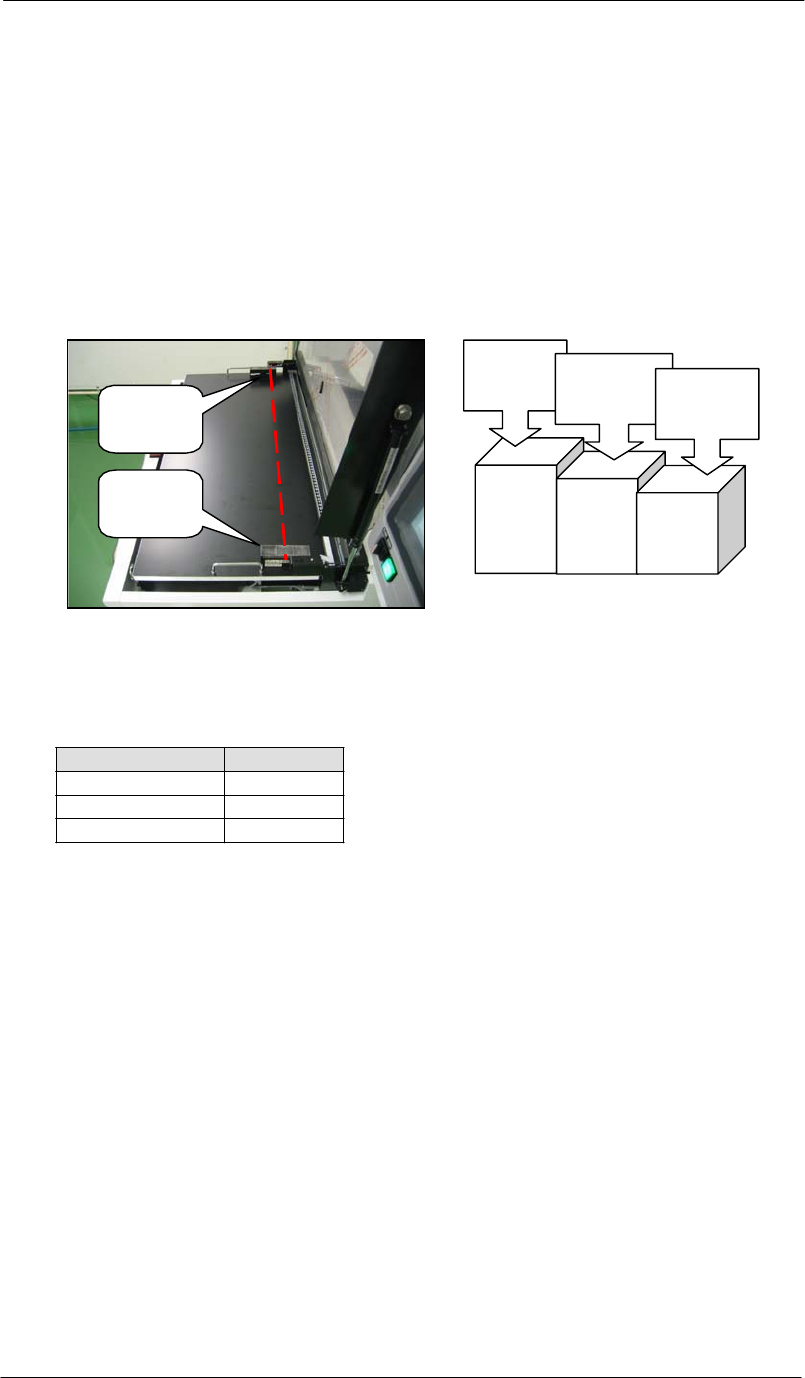
2.
如下图
设定
3
段治具的第二段至后侧互锁传感器光束内
.
高度
33.5
mm
高度
33.25
mm
高度
3
段治
具
33.0
mm
3
段治
具
1
2
3
3
段治具
Z9631DEPJ3750
3.
当治具第一段在传感器光束内时调整发射和接收端监测I/O输入信号
【
X019
TrayPanelheightChk2
】为
OFF,
当第
3
段时为
ON.
治具组合
I/O
状态
Step
1
+
Step
1
OFF
Step
1
+
Step
3
OFF
Step
3
+
Step
3
ON
4.
重复以上步骤调整前侧互锁传感器
(X018
TrayPanelheightChk1).
第
第
十
十
一
一
章
章
操
操
作
作
和
和
精
精
度
度
第11 章– 操作和精度
11.1
空转机器
1.
传送一合适的空转程序
至
机器
(
程序需依从
XPF
机器配置
).
2.
选择
【生产】
–
【选择
程序
】
–
【载入】
载入程序至界面前台
.
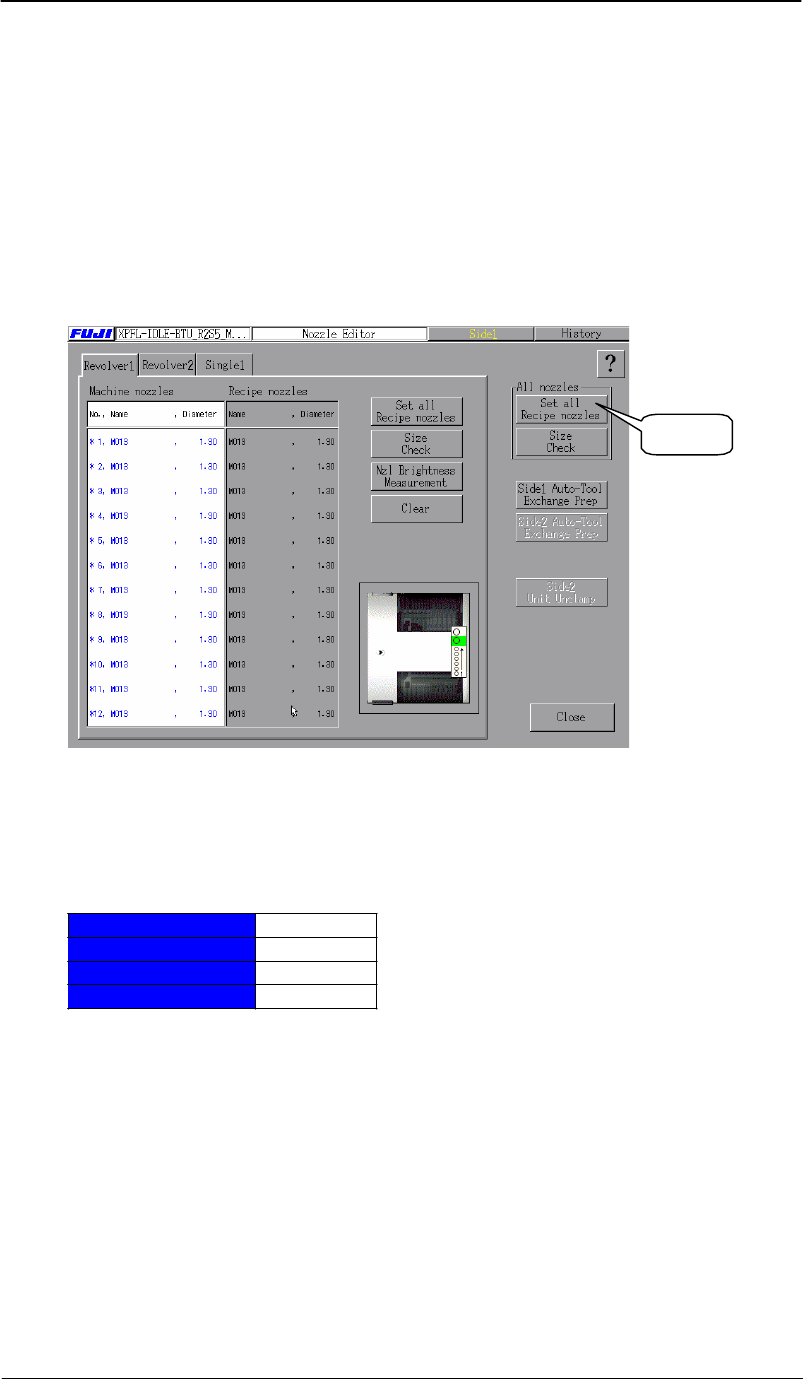
3.
选择
【生产】
–
【吸嘴编辑】
–
【设定
所有程序
吸嘴】设定机器吸嘴与程序吸
嘴一致
.
选择
4.
依据程序
吸嘴编辑配置分配吸嘴至自动工具站
.
5.
设定传送宽度至最宽
356
mm.
6.
选择
【设定和管理】
–
【工作条件设定】按如下设定
.
运转
模式
空转
生产模式
Automatic
Error
Handling
错误停止
速率
0.1
7.
检查机内是否有干涉
,
然后
按下【生产】
–
【自动运行】
–
【开始】开始空转
.
8.
检查机器如没有任何异音并设定速率至最快1.0
.
9.
空转完成后检查是否有任何异常
.