XPF-L 服务工程师训练手册中文版.pdf - 第116页
8. 将 Y 轴后侧的减压阀调整至 200 kPa. 调整 这里 9. 用锁定螺丝锁定 调压阀 . 12.2 测量和检查点胶嘴( needle height )的高度 所需工具 : Nozzle jig: Z3002GGPJ0111 1. 将 maintenance mode key 设在 ON 位置 ,并选择 [Maintenance] – [Jog] 进入保养手动 画面 . 2. 选择 [Custom Mainte nance] –…
第 12 章– 自动点胶工具的调较
12.1 调整减压阀
在点胶的使用中,
减压阀将压缩空气调整到
500 kPa
至
200 kPa
之间
.
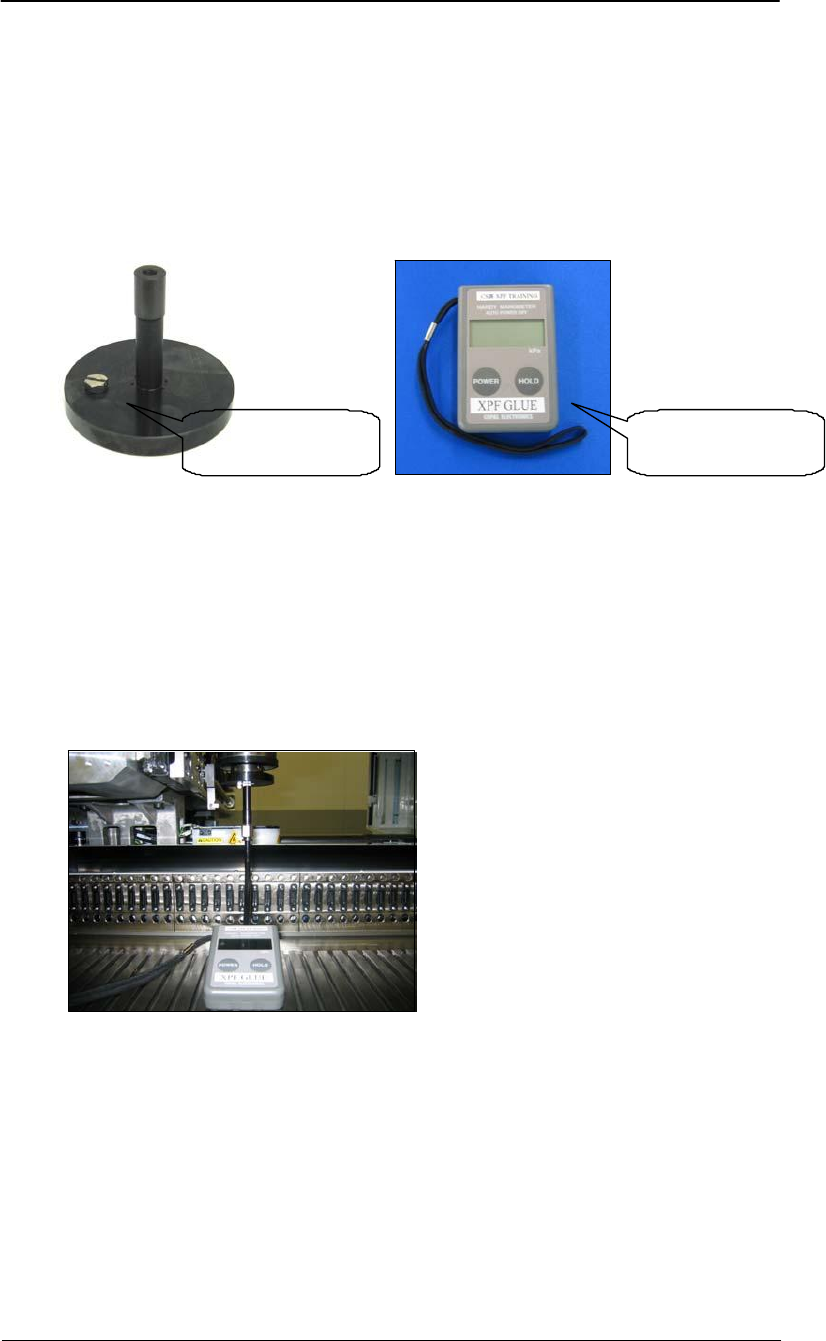
所需工具如下:
Nozzle jig:
Z3002GGPJ0111
压力表: -100
to 1000 kPa
1. 将 “maintenance mode key ”设为ON,并 选择 [Maintenance] – [Jog] 进入 “
maintenance mode“ 手动画面.
2. 选择 [Custom Maintenance] – [I/O Check] – [RY01B: VacuumPumpOn] – [ON] ,启动真空
pump .
3. 选择 [Y010 VacuumOff] – [OFF] 将nozzle 真空打开.
4. 将真空表(测量范围为-100至 1000 kPa)接在 nozzle jig上.
5. 将 nozzle jig 接到XPF头上,此时,XPF头位于XPF的前侧.
6. 选择 [Y013 LowPressure] – [ON], 使用减压阀.
7. 选择 [Y00E AirBlow] – [ON] ,开启吹气(airblow) .
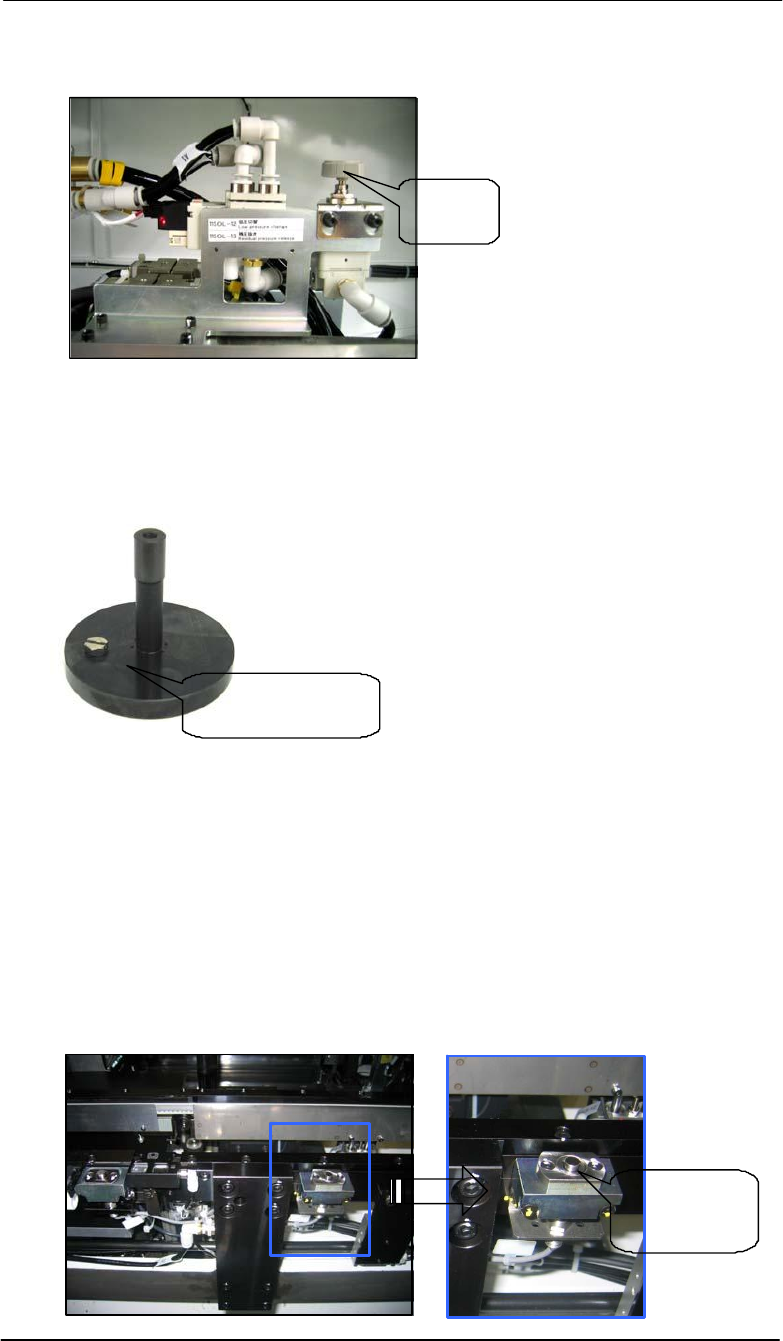
8. 将Y轴后侧的减压阀调整至200 kPa.
调整
这里
9. 用锁定螺丝锁定调压阀.
12.2 测量和检查点胶嘴(needle height)的高度
所需工具:
Nozzle jig:
Z3002GGPJ0111
1. 将maintenance mode key设在 ON 位置,并选择 [Maintenance] – [Jog] 进入保养手动画面.
2. 选择 [Custom Maintenance] – [I/O Check] – [RY01B: VacuumPumpOn] – [ON]开启真空泵。
3. 选择[Y010 VacuumOff] – [OFF]开启nozzle 真空.
4. 将 the nozzle jig 接到贴片头上.
5. 将Z轴升到安全位置,以便寸动X&Y轴.
6. 将nozzle jig移到needle height 检查sensor的正上方.
Needle
height
检查
sensor
7. 小心降低Z轴,至到block jig几乎接触到lever height检查sensor.
8. 选择 [Custom Maintenance] – [I/O Check] – [X007 NeedleHeightChk] 观察
needle height 检查 sensor 输出的状态。
9. 回到寸动画面,用 [0.01 mm] 步进方式降低Z轴,至到听到 buzzer 声, 以表明sensor 至ON.
10. 一旦听到buzzer声, 将Z轴以0.01 mm 每步上升,至到sensor 为OFF.
11. 选择[1 um] 步动方式,降低Z轴,至到听到buzzer 声
12. 选择 [Custom Maintenance] – [Proper Data Editor] – [GLUE] –
[Z_NeedleHeightChkHeight] – [Direct Servo Input] – [OK] 将当前Z轴的位置保存到固有值中.
13. 将Z轴升至安全高度,将头移至机器前面.
14. 按下紧急按钮,切断200伏servo电源.
15. 稳住nozzle jig,并开启 I/O [Y010] , 将 [RY01B] 设为OFF ,以关闭头上真空.
16. 将nozzle jig从机器内取出.
Note:
检查
Z_NeedleHeightChkHeight
值在
3 mm
固有值
Z_BoardSurface
值以内
.
如果偏差
超过
3 mm,
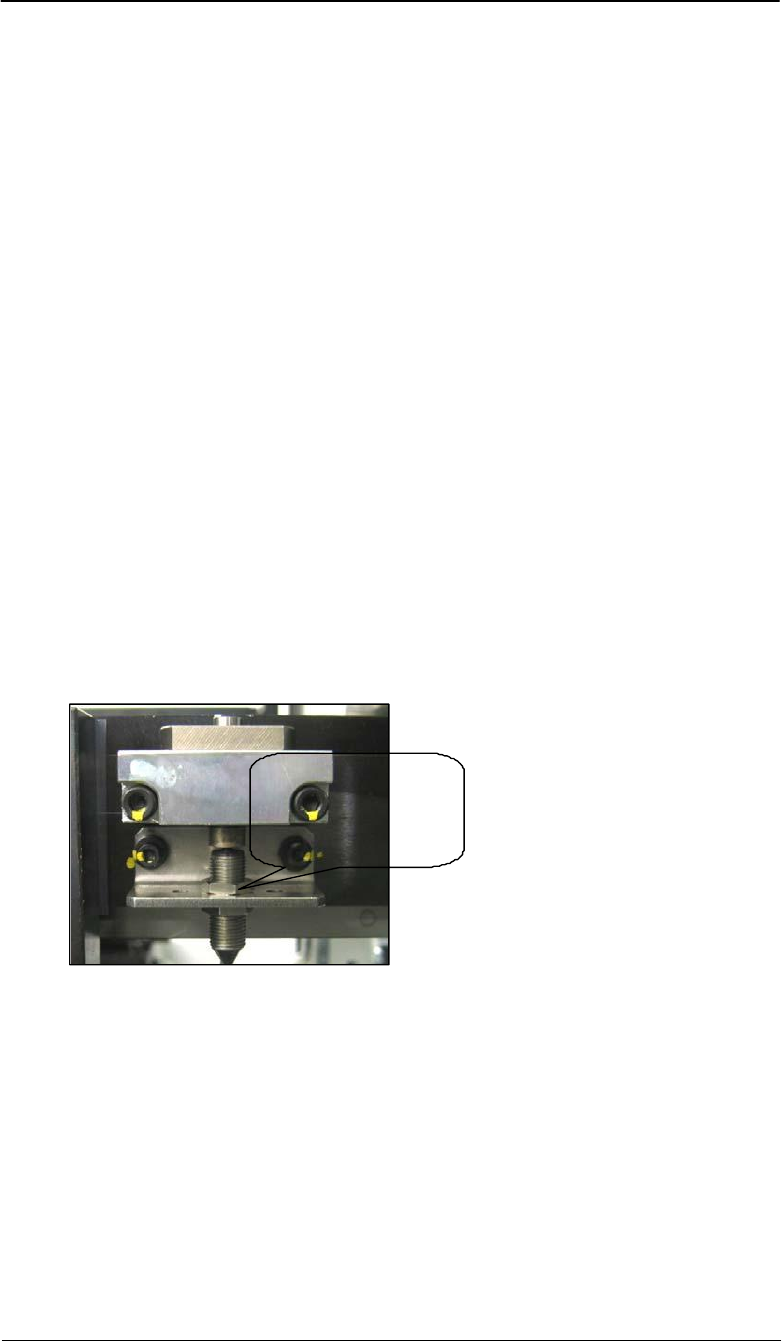
按下图所式调整点胶嘴检查
sensor
的高度
.
松下此螺母,
转动螺丝,
以调整sensor的高度