XPF-L 服务工程师训练手册中文版.pdf - 第75页
7.6 测量零件相机的解析度 需要的治具 : Nozzle jig: Resolution jig: Z3002GGPJ0111 Z9734DNPJ1291 1. 扭转维修保养钥匙 ON ,然后选择 [Maintena nce] – [Jog] 进入维修保养画面 . 2. 选择 [Custom Maintenance] – [I/O Check] – [RY01B : VacuumPumpOn] – [ON] ,来 运转真空泵 . 3.…
7.
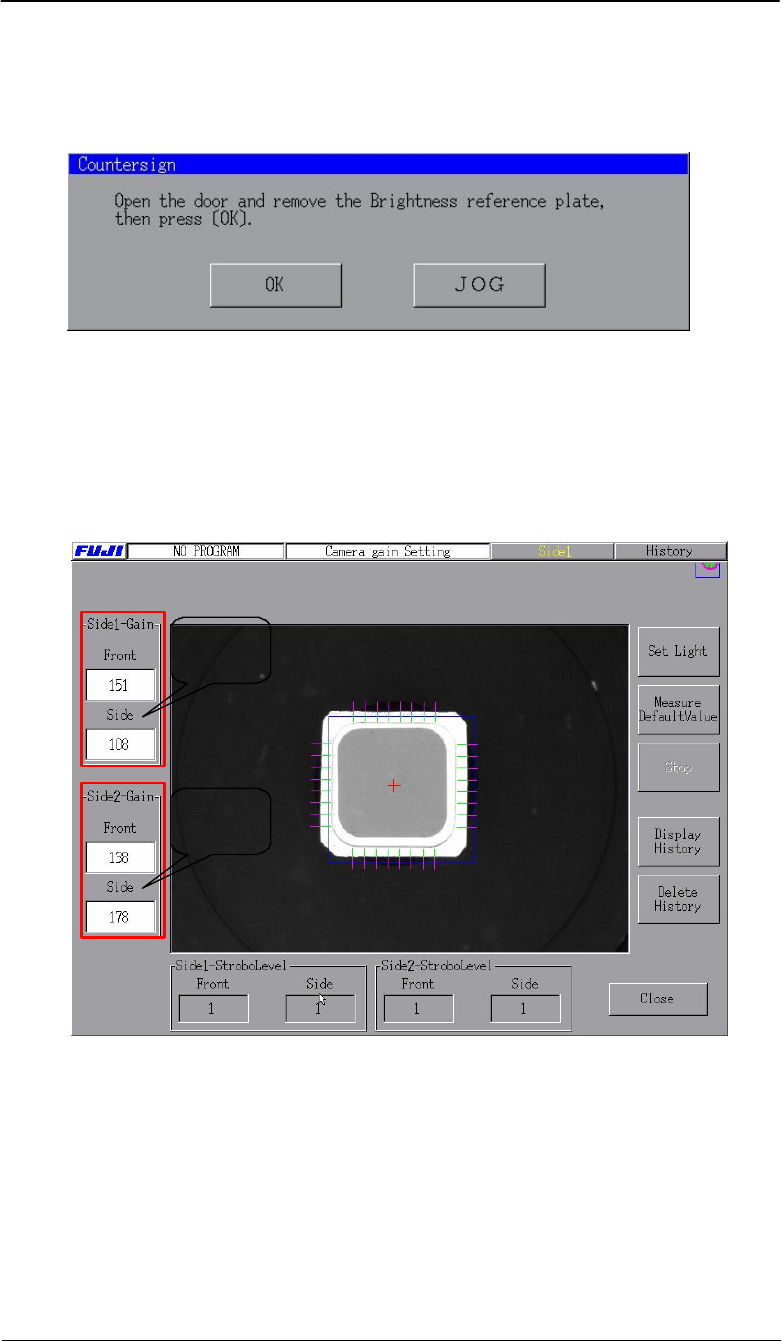
将灰度片放在吸嘴下面,灰色表面朝下
.
8.
按
[OK] – [START],来执行测量.
9.
当如下的信息显示,除去灰度片
.
10.
按
START
键,将吸嘴返回吸嘴站中
.
11.
按
[OK].
12.
按
START
键,来测量
hybrid站中的JIG的
默认的亮度值
.
13.
这些默认的值会自动的存储在如下图中标记的地方
.
Saved
here
Saved
here
14.
按
[OK],来结束调整.
7.6测量零件相机的解析度
需要的治具
:
Nozzle jig:
Resolution jig:
Z3002GGPJ0111
Z9734DNPJ1291
1.
扭转维修保养钥匙
ON
,然后选择
[Maintenance] – [Jog]进入维修保养画面.
2.
选择
[Custom Maintenance] – [I/O Check] – [RY01B: VacuumPumpOn] – [ON],来
运转真空泵.
3.
选择
[Y010 VacuumOff] – [OFF],切换头部真空开.
4.
选择
[Y00D PartsPickUp] – [ON],切换吸取零件真空开.
5.
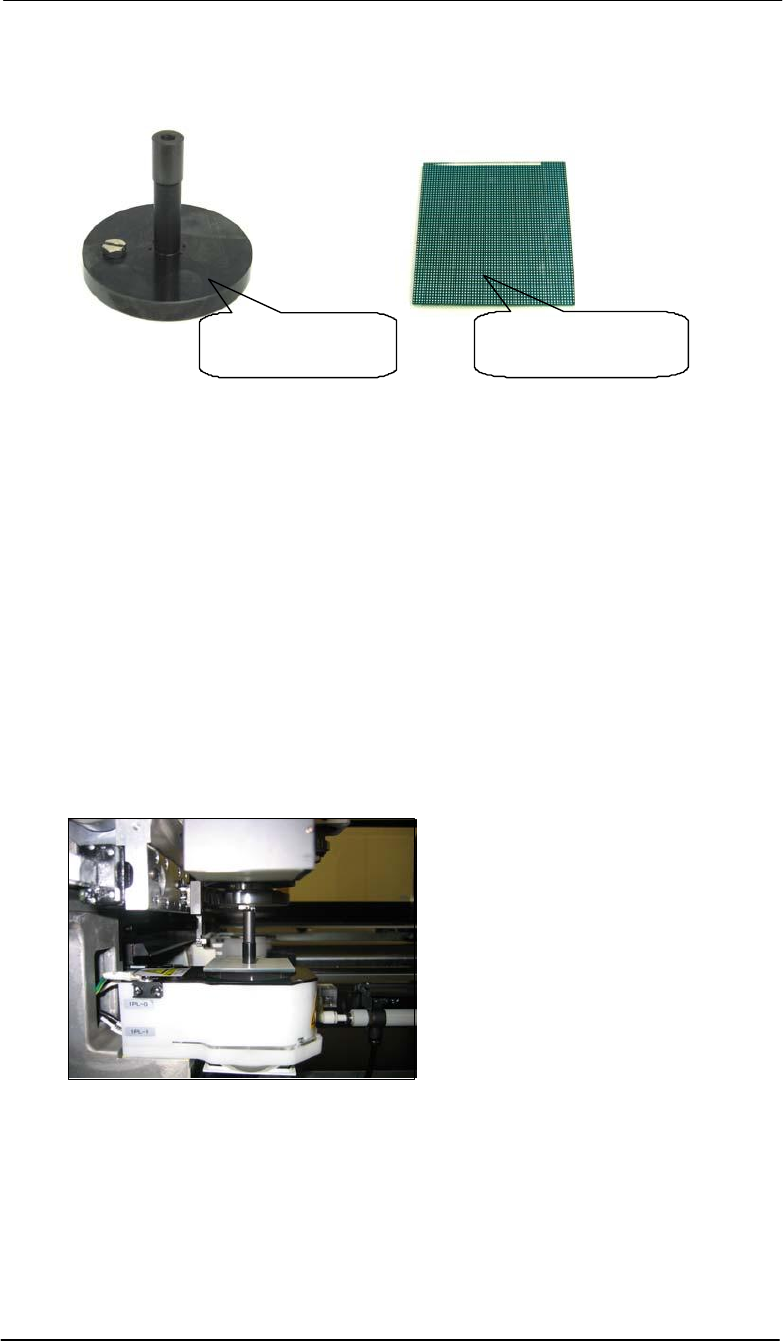
将吸嘴治具放入头部
.
6.
再将解析度治具用吸嘴治具吸取,且有点面朝下
.
7.
移动
Z
轴将治具移动到视觉处理高度
(Z_BoardSurface + 29.1 +
2.6 mm).
8. 移动Y轴到side1灯光源中心(Y轴位置:185.6),确认解析度治具不要与光源存在冲
突.
9. 选择 SIDE1_Front 来显示side 1零件相机的当前画面.
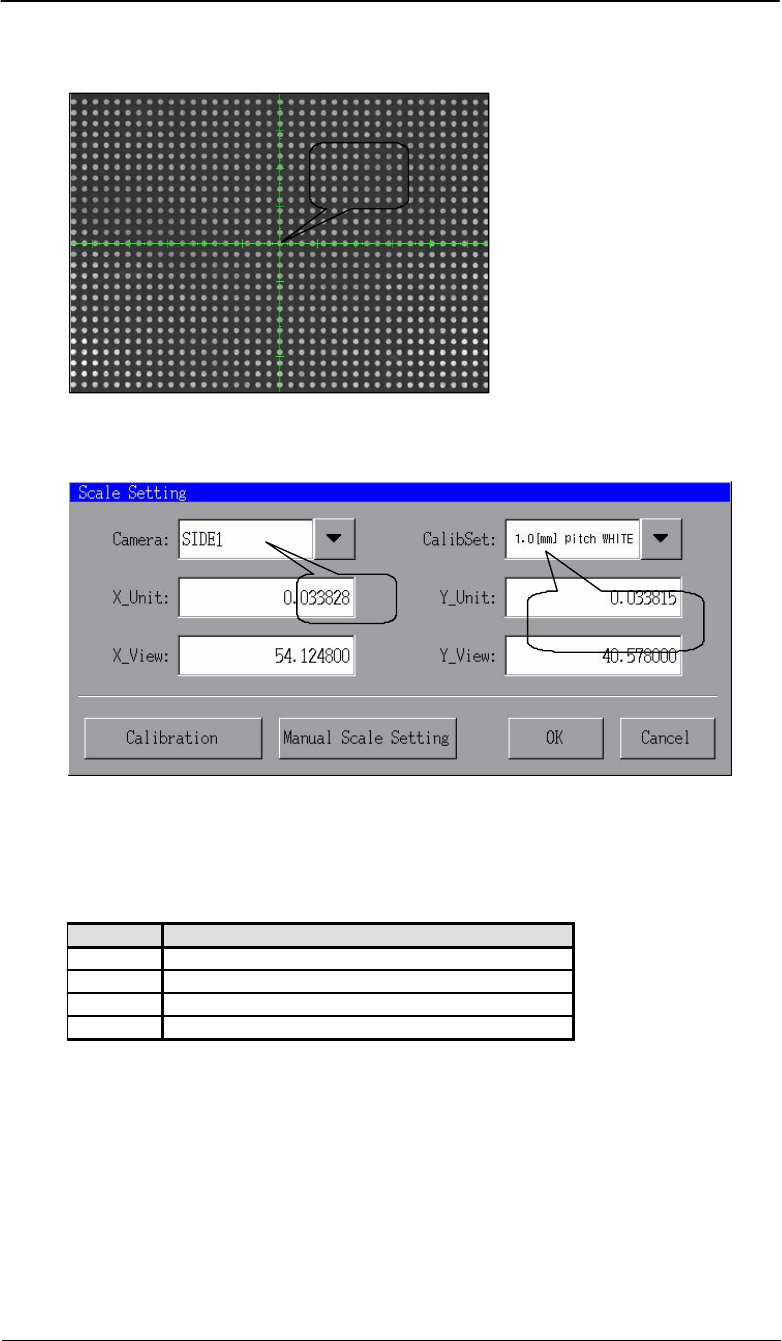
10.
选择十字架,然后手动调整解析度的位置,直到中心的某一圆点与十字架的中心重
合
.
Center
of dot
11.
选择
[Custom Maintenance] – [Scale Setting],然后从相机下拉菜单中选择[SIDE1],
以及Calibset的下拉菜单选择[1.0 mm pitch WHITE].
SIDE1
1.0 [mm] pitch
WHITE
12.
选择
[Calibration] – [OK]来执行测量.
13.
按
[OK] – [OK] – START – [OK] – [OK]来测量治具的解析水平.
14.
检查那些结果是否在如下的范围之内
.
Parts camera resolution tolerance (standard)
X_Unit 0.03335
X_View
Y_Unit 0.03335
Y_View 40.02
~0.03501
53.36 ~ 56.016
~0.03501
~42.012
15.
按
[OK] – [YES] – [OK] – [Return],返回微动画面.
16.
使用
1mm
的单动模式来升起
Z
轴
10mm,
确认解析度治具与钩子不会发生干涉
17.
选择
[Custom Maintenance] – [Scale Setting],然后从相机下拉菜单中选择[SIDE1
upside],以及从CalibSet的下拉菜单中选择[1.0 mm pitch WHITE].
18.
选择
[Calibration] – [OK],来执行上面解析度的测量.
19.
按[OK] – [OK] – START – [OK] – [OK],来测量治具解析水平.