XPF-L 服务工程师训练手册中文版.pdf - 第77页
20. 检查那些数据是否在如下的范围之内 . Parts camera resolutio n tolerance (upside) X_Unit 0.03402 X_View Y_Unit 0.03402 ~0.03572 54.432 ~ 57.15 2 ~0.03572 Y_View 40.824 ~ 42.864 21. 重复以上的步骤来完成 side 2 零件相机的调整。( Y 轴位置: 725.6 ) . 22. 从机器上除…
10.
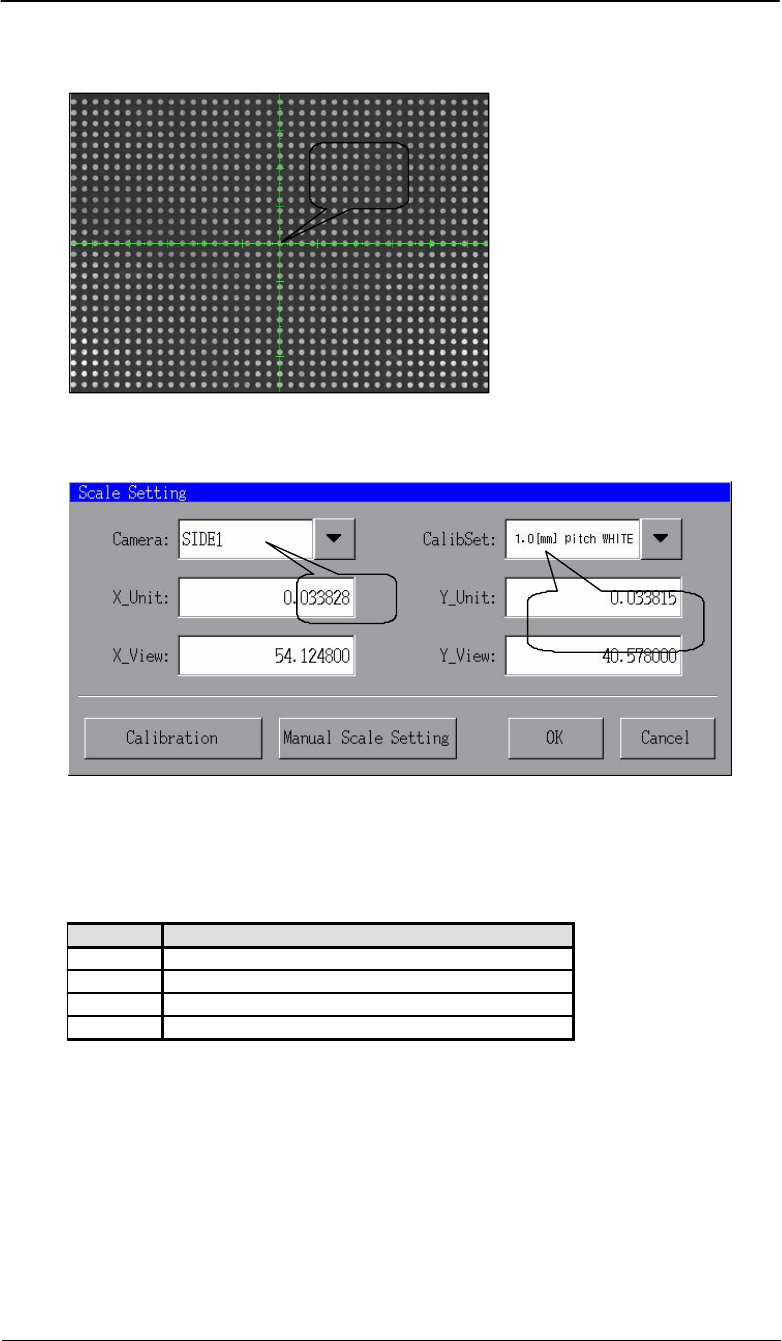
选择十字架,然后手动调整解析度的位置,直到中心的某一圆点与十字架的中心重
合
.
Center
of dot
11.
选择
[Custom Maintenance] – [Scale Setting],然后从相机下拉菜单中选择[SIDE1],
以及Calibset的下拉菜单选择[1.0 mm pitch WHITE].
SIDE1
1.0 [mm] pitch
WHITE
12.
选择
[Calibration] – [OK]来执行测量.
13.
按
[OK] – [OK] – START – [OK] – [OK]来测量治具的解析水平.
14.
检查那些结果是否在如下的范围之内
.
Parts camera resolution tolerance (standard)
X_Unit 0.03335
X_View
Y_Unit 0.03335
Y_View 40.02
~0.03501
53.36 ~ 56.016
~0.03501
~42.012
15.
按
[OK] – [YES] – [OK] – [Return],返回微动画面.
16.
使用
1mm
的单动模式来升起
Z
轴
10mm,
确认解析度治具与钩子不会发生干涉
17.
选择
[Custom Maintenance] – [Scale Setting],然后从相机下拉菜单中选择[SIDE1
upside],以及从CalibSet的下拉菜单中选择[1.0 mm pitch WHITE].
18.
选择
[Calibration] – [OK],来执行上面解析度的测量.
19.
按[OK] – [OK] – START – [OK] – [OK],来测量治具解析水平.

20.
检查那些数据是否在如下的范围之内
.
Parts camera resolution tolerance (upside)
X_Unit 0.03402
X_View
Y_Unit 0.03402
~0.03572
54.432 ~ 57.152
~0.03572
Y_View 40.824 ~ 42.864
21.
重复以上的步骤来完成
side 2
零件相机的调整。(
Y
轴位置:
725.6
)
.
22.
从机器上除去治具
.
23.
重新启动机器来激活新的解析度数据
.
第
第
八
八
章
章
R
R
与
与
Q
Q
轴
轴
原
原
点
点
设
设
定
定