XPF-L 服务工程师训练手册中文版.pdf - 第118页
12.3 测量 board height 解析度 所需工具如下 : Nozzle jig: Z3002GGPJ0111 Board height 调整工具 : Z3002GGPJ22301 1. 选择 [Maintenance] – [Head Calibration ] – [START] 执行工作头的较正 . 2. 用 2 x 10 mm 螺丝(同时装弹簧垫和平垫),将 board calibration height jig 装在…
7. 小心降低Z轴,至到block jig几乎接触到lever height检查sensor.
8. 选择 [Custom Maintenance] – [I/O Check] – [X007 NeedleHeightChk] 观察
needle height 检查 sensor 输出的状态。
9. 回到寸动画面,用 [0.01 mm] 步进方式降低Z轴,至到听到 buzzer 声, 以表明sensor 至ON.
10. 一旦听到buzzer声, 将Z轴以0.01 mm 每步上升,至到sensor 为OFF.
11. 选择[1 um] 步动方式,降低Z轴,至到听到buzzer 声
12. 选择 [Custom Maintenance] – [Proper Data Editor] – [GLUE] –
[Z_NeedleHeightChkHeight] – [Direct Servo Input] – [OK] 将当前Z轴的位置保存到固有值中.
13. 将Z轴升至安全高度,将头移至机器前面.
14. 按下紧急按钮,切断200伏servo电源.
15. 稳住nozzle jig,并开启 I/O [Y010] , 将 [RY01B] 设为OFF ,以关闭头上真空.
16. 将nozzle jig从机器内取出.
Note:
检查
Z_NeedleHeightChkHeight
值在
3 mm
固有值
Z_BoardSurface
值以内
.
如果偏差
超过
3 mm,
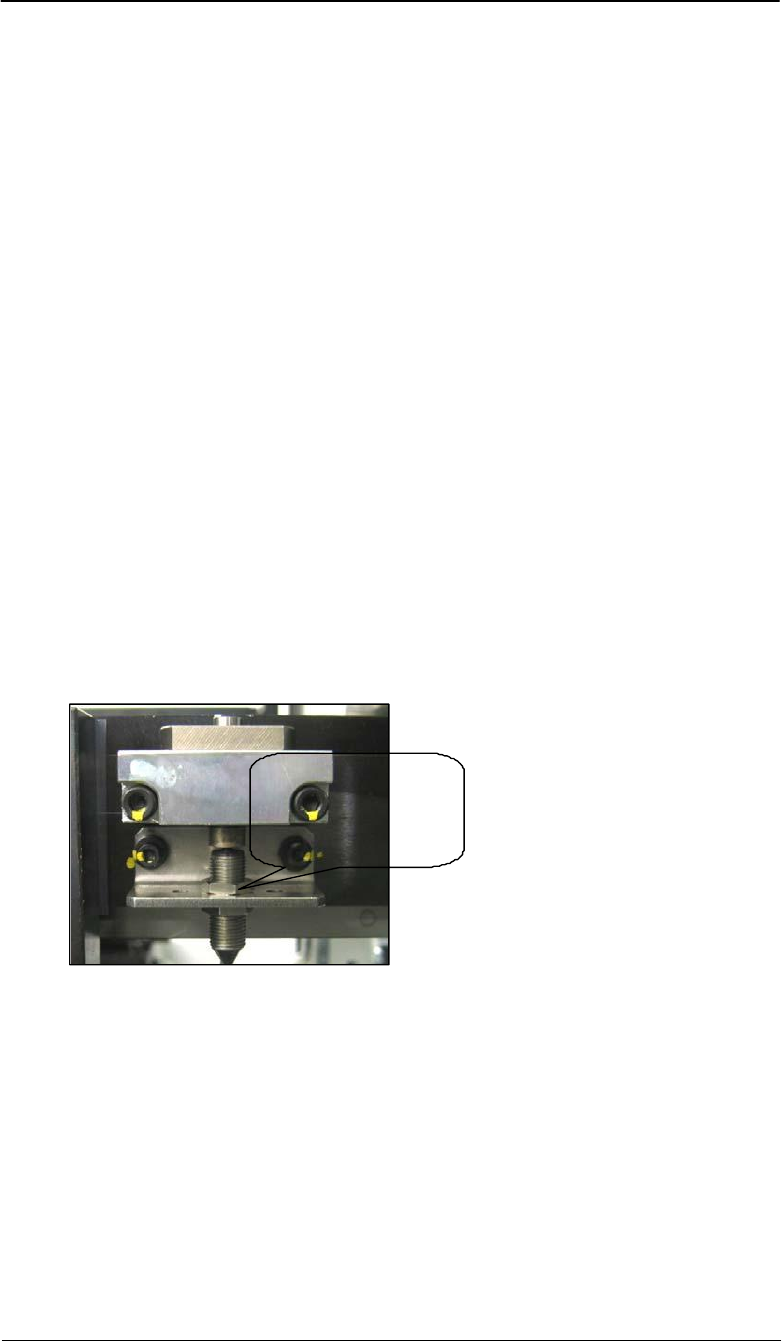
按下图所式调整点胶嘴检查
sensor
的高度
.
松下此螺母,
转动螺丝,
以调整sensor的高度
12.3 测量board height 解析度
所需工具如下:
Nozzle jig:
Z3002GGPJ0111
Board height
调整工具:
Z3002GGPJ22301
1. 选择 [Maintenance] – [Head Calibration] – [START] 执行工作头的较正.
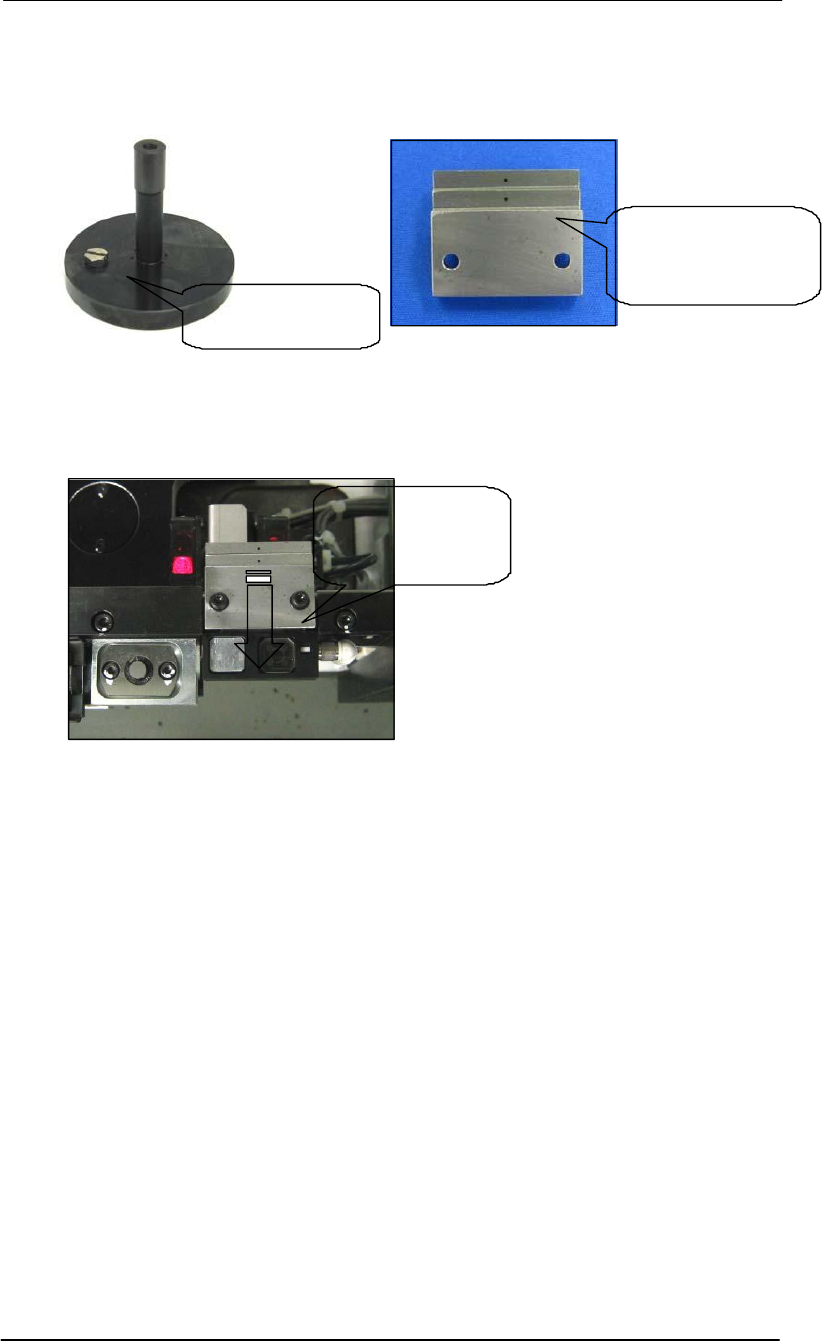
2. 用2 x 10 mm螺丝(同时装弹簧垫和平垫),将board calibration height jig 装在hybrid jig 工作站上,如下
图:
将 此工具紧靠固
定边,并锁住螺丝
3. 开启 maintenance mode key至 ON, 并选择 [Maintenance] – [Jog] 进入保养寸动画面.
4. 选择 [Custom Maintenance] – [I/O Check] – [RY01B: VacuumPumpOn] – [ON] 启动真空泵.
5. 选择 [Y010 VacuumOff] – [OFF] ,开启吸嘴真空.
6. 将吸嘴工具接到工作头上.
7. 提升Z 轴到安全高度,以便移动X&Y轴.
8. 移动nozzle jig 到 board calibration height jig的上方.
9. 按下紧急按钮,切断200伏servo电源.
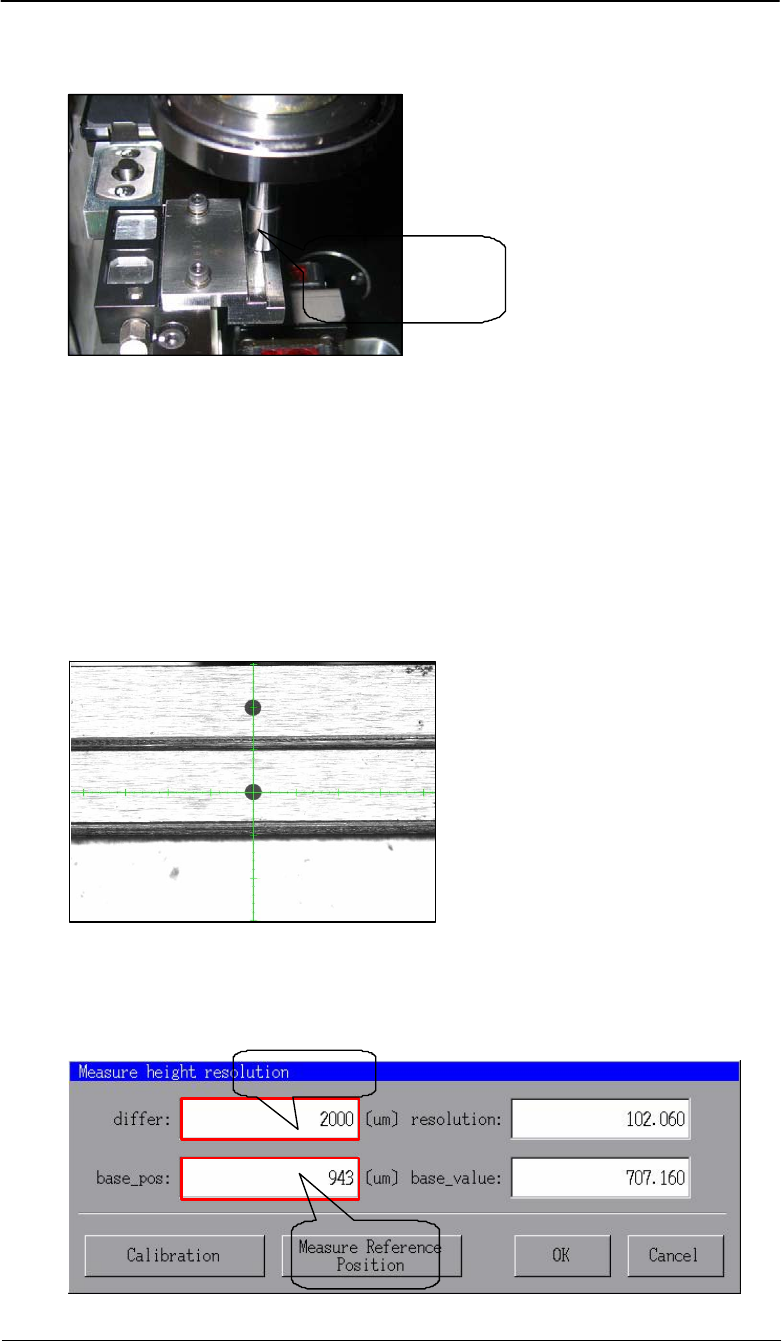
10. 手动降低Z 轴,使nozzle jig的顶端刚刚接触到jig的中间的平面(在mark的附近),
如下图所示.
Nozzle jig contacts
the middle level of
the height jig
11.记录Z 轴在此高度的伺服数.
12.计算与Z_BoardSurface值之间的偏差,如下计算公式所示.
Z-axis servo count – Z_BoardSurface = height difference
例如
: 12.1213 – 11.1783 = 0.943 (943 um)
13. 从头上拆下nozzle jig.
14. 选择 Fiducial camera ,并移至此jig中间表面mark点的中心位置,如下所示.
15. 退出寸动画面,并选择 [Maintenance] – [Measure Height Resolution],
显示 the “Measure height resolution” 对话框.
16. 输入数值,如下图:
Enter 2000
Enter step
12 value