XPF-L 服务工程师训练手册中文版.pdf - 第23页
5. 重复步骤 2 对其余的单吸嘴位置和 revolver ( 旋转头 ) 位置 1 进行测量 . 2.5 调节 Z0 传感器 1. 把调整用治具到复合( hybrid ) 治具平台上,然后用两个螺栓轻轻的锁住治具 . 2. 把治具尽量向机器前侧 (side 1) 滑动,然后锁定 螺丝 . 3. 选择 [Mainten ance] – [I/O Check] – [ RX01A: Z0HeightC hk] 来监视 Z0 传感器的输出 …

2.4 调节自动更换头置放台浮起检查传感器
需要的治具: 环形校准治具(Z9631DEPJ3280), 环形校准治具(Z9531DEPJ0020),
环形校准治具(Z3002GGPJ0425).
1. 选择 [Maintenance] – [I/O Check] – [RX01E AutoToolRiseCheck] 用蜂鸣声来监视
传感器的装设.
2. 参考下面的图片, 用治具调节传感器发射端和传感器接收端的高度,使之符合表格中所列
的条件.
Jig Auto-tool position Photo I/O Status
A S1-1 A OFF
B S1-1 B ON
C Revolver(旋转头) 2 C OFF
C Revolver(旋转头) 2 D ON
3. 检查吸嘴置放台的顶面到传感器发射端(旋转头侧)顶面的距离不超过35.5 mm.
4. 检查吸嘴置放台顶面到传感器接收端 (S1-1 侧) 的距离不超过 4.5 mm .
Revolver(旋转头)
2
S1-1
A
B
检查缺口的方向
C
检查缺口的方向
D
35.5 mm
or less
4.5 mm
or less
治具 A: Z9631DEPJ3280
治具 B: Z9531DEPJ0020
治具 C: Z3002GGPJ0425
5. 重复步骤 2 对其余的单吸嘴位置和 revolver(旋转头) 位置 1进行测量.
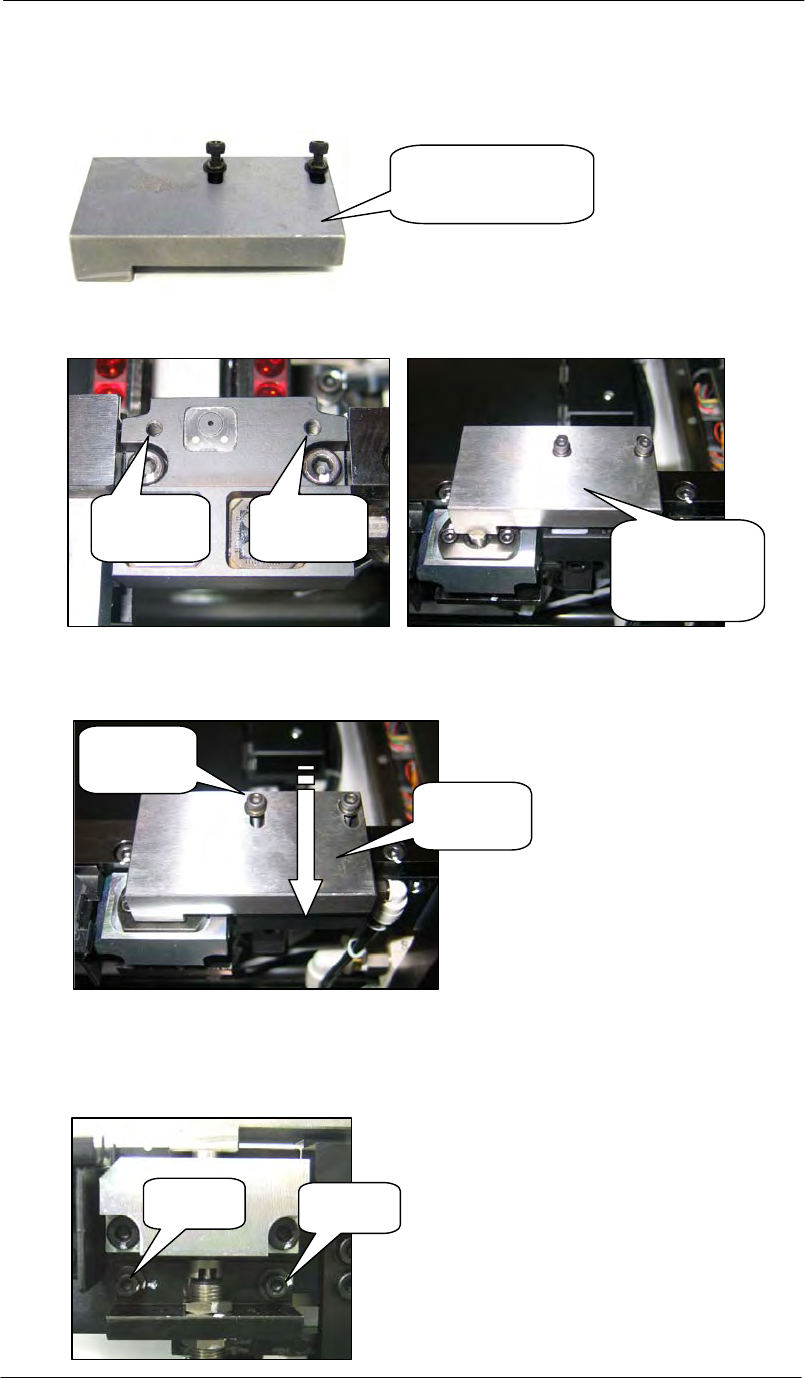
2.5 调节 Z0 传感器
1. 把调整用治具到复合(hybrid ) 治具平台上,然后用两个螺栓轻轻的锁住治具.
2. 把治具尽量向机器前侧(side 1) 滑动,然后锁定螺丝.
3. 选择 [Maintenance] – [I/O Check] – [RX01A: Z0HeightChk] 来监视 Z0传感器的输出.
4. 如下所示,松开这两个传感器支架的安装螺丝.
需要的治具:
Z3002GGPJ0740
螺孔 螺孔
治具放到
复合平台上
锁定螺丝
向前推动
治具
松开
松开

5. 调节传感器支架的高度, 使得 I/O 输出 (RX01A) 刚好(On)开启.
6. 松开治具,把治具尽量向机器后侧滑动.
7. 锁定螺丝,然后确认 I/O 输出 (RX01A) 是 (OFF)中断.
8. 如有必要, 再次调节传感器的高度直到符合以下条件.
治具的位置 RX01A I/O 状态
完全向前 ON(开启)
完全向后 OFF(中断)
9. 最后, 锁定在 步骤4 松开过的传感器支架安装螺丝.
2.6 调节 XY 轴联锁传感器
1. 把安全传感器位置治具放在机器前侧(side 1)的第2和第49站位上.
2. 把前端的附件沿箭头所示方向向后拉靠,然后锁定在这个位置.
锁定螺丝
向后推动
治具
沿箭头所示方向向后
拉靠前端的附件
安全传感器 位置治具:
Z3002AGGPJ9593
需要的治具 X2