XPF-L 服务工程师训练手册中文版.pdf - 第88页
9.5 测量旋转头手柄高度感应器 需要治具 : Block jig: Z3002GGPJ0060 1. 打开维修保养钥匙, 选择 【维修保养】 – 【 JOG 】 进入维修保养画面来移 动; 2. 按下紧急停止, 切断 200V 伺服电源; 3. 使 Z 轴止动块退回,降低 Z 轴; 按这里 4. 降低 Z 轴以方便 吸取治具; 5. 选择 【维修保养模式】 – 【 I/O 检查】 – 【 RY01B: VacuumPumpO n 】 …
4.
按下
【选择旋转头】
–
【旋转头
1
】,机器准备吸取旋转头,先不要急着按
开始键
;
5.
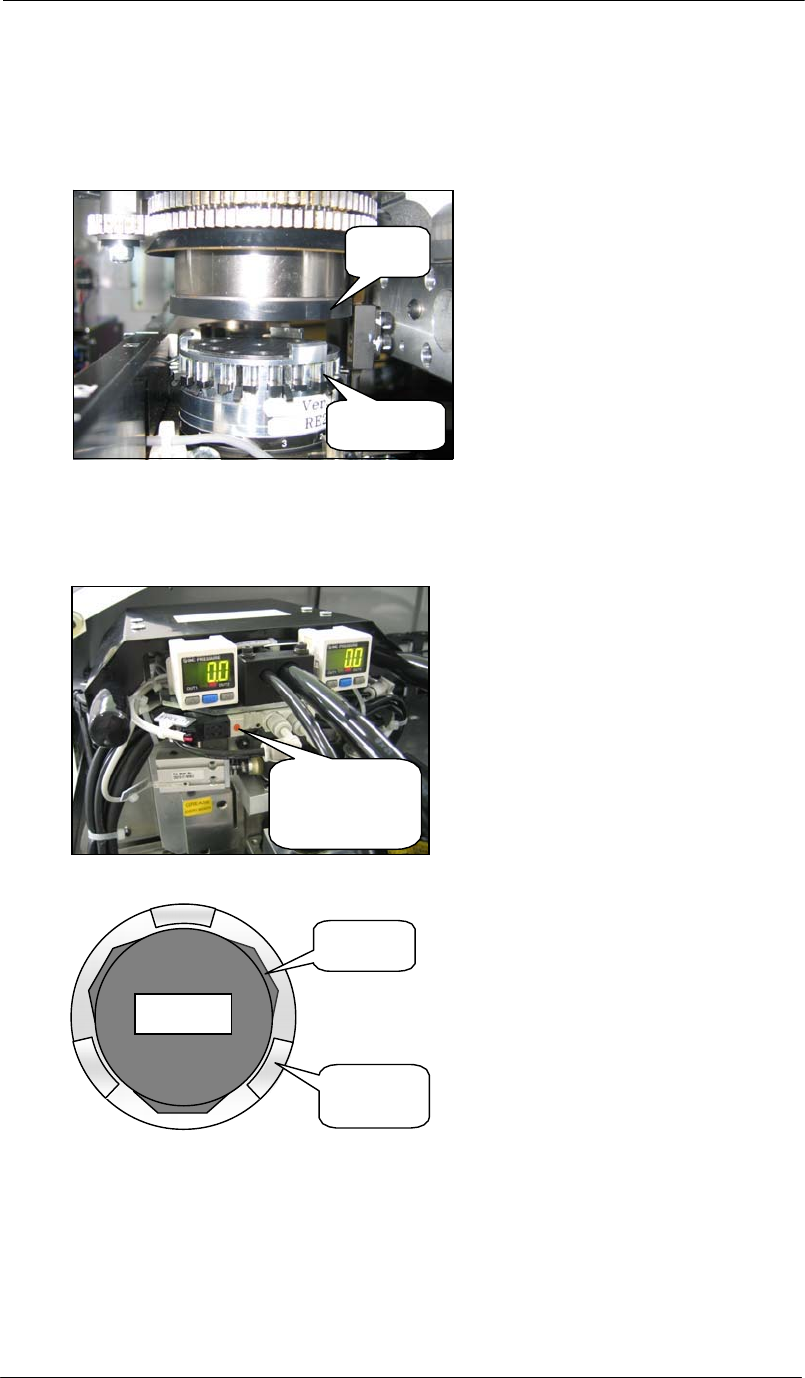
为了检查干涉,需要工作头直接停在旋转头的正上方。按下
开始键,等工作头移
动到旋转头正上方,刚开始下降的时候,按下紧急停止开关,正确的位置如下图(从
side 2
看);
工作头
旋转头
6.
选择
【维修保养】
–
【
I/O
检查】
–
【
RY01B
VacuumPumpOn
】
–
【
OFF
】
and
【
Y010 VacuumOff
】
–
【
ON
】,打开工作头真空关闭;
7.
按下电磁阀以
退回
Z
轴止动块,如下图;
按这里
退回
止动块。
8.
保持
Z
轴止动块处于退回状态,降低
Z
轴,检查凸缘部分叶片不会干扰到旋转头卡槽;
叶片
凸缘
卡槽
9.
把凸缘部分降到旋转头卡槽以内,然后旋转R轴,确保凸缘的叶片部分不会干
扰到旋转头;
9.5
测量旋转头手柄高度感应器
需要治具
:
Block
jig:
Z3002GGPJ0060
1.
打开维修保养钥匙,
选择
【维修保养】
–
【
JOG
】
进入维修保养画面来移动;
2.
按下紧急停止,
切断
200V
伺服电源;
3.
使 Z轴止动块退回,降低
Z
轴;
按这里
4.
降低Z轴以方便吸取治具;
5.
选择
【维修保养模式】
–
【
I/O
检查】
–
【
RY01B:
VacuumPumpOn
】
–
【打
开】,打开真空泵;
6.
选择
【
Y010
VacuumOff
】
–
【关闭】,打开工作头上的真空;
7.
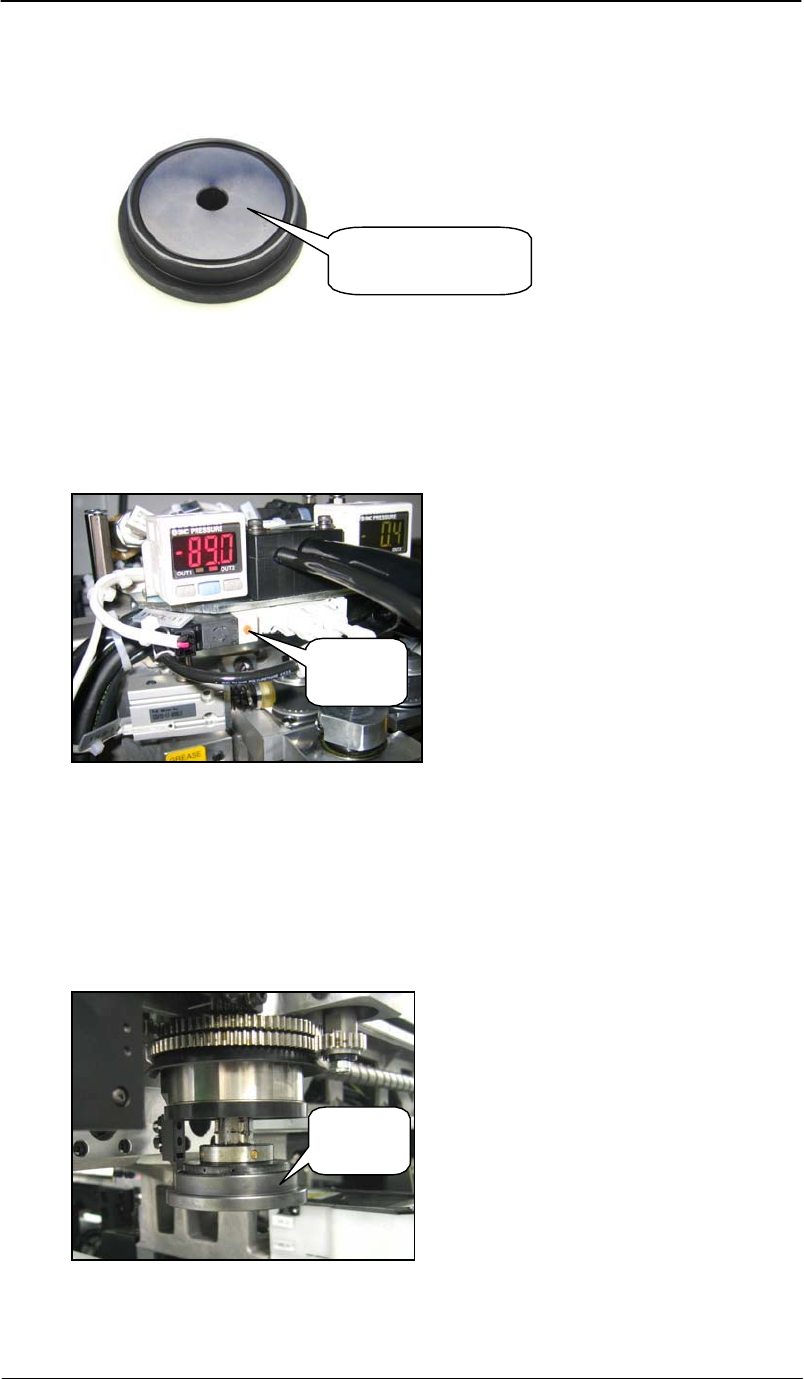
把治具吸附到工作头上;
Block
jig
8.
升起
Z
轴到安全的高度,再移动
X
,
Y
轴;
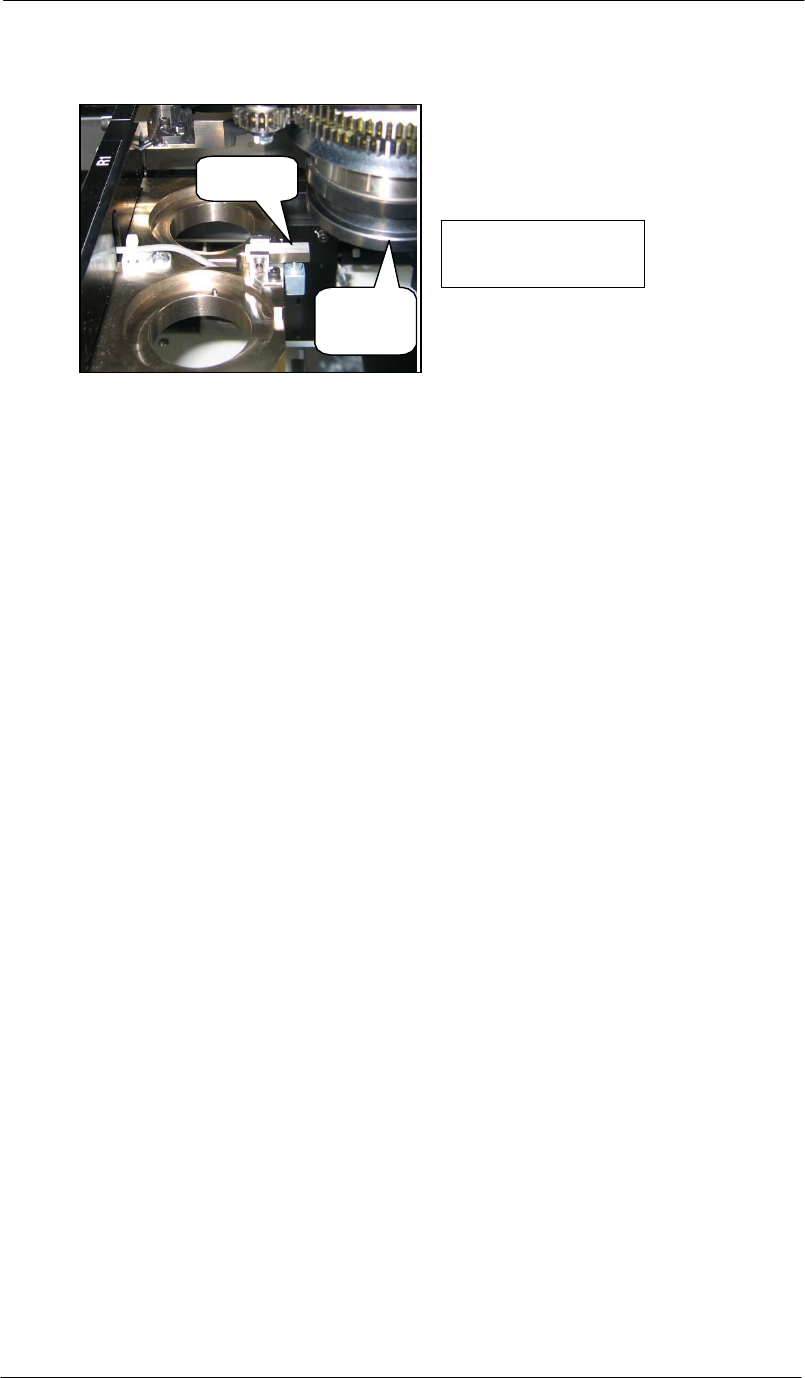
9.
移动
X
轴到
756
mm
的位置,移动
Y
轴到
531
mm
,这时治具的边缘在高度调整感应
器手柄的正上方,如下图
(
从
side
2
看
)
;
Sensor
X
position:
756
mm
Y
position:
531
mm
Block
jig
10.
慢慢降低
Z
轴,直到治具几乎要接触到手柄;
11.
选择
【维修保养模式】
–
【
I/O
检查】
–
【
RX01B
LeverHeightChk
】,来监视手
柄高度感应器的输出状态;
12.
退回到JOG画面,用
【
0.01
mm
】寸动模式来降低
Z
轴,直到蜂鸣器响为止(表明
感应器
ON
);
13.
一旦蜂鸣器开始响,再用0.01mm的速度向上移动Z轴直到感应器OFF;
14.
切换到
【
1
um
】以
1 um
的速度寸动模式来降低
Z
轴,直到蜂鸣器响为止;
15.
选择
【维修保养模式】
–
【固有值编辑】
–
【
MACHINE_Origin
】
–
【
Z_RevolverLeverHeight
】
–
【直接伺服输入】
–
【确定】,保存当前位置到
固有值;
16.
升起
Z
轴到安全的高度,然后移动工作头到机器前部;
17.
按下紧急停止开关,切断
200V
伺服电源;
.
18.
拿着治具,然后打开
I/O
【
Y010
】
,
关闭
【
RY01B
】,切断头部真空;
19.
把调整治具从机器里拿出。