XP242E 系统手册 SYS-XP242-1.0S.pdf - 第129页
第 3 部 第 3 章 编辑器 Edition 1.0 3-3-5 XP-242E 系统手册 搬 运 模 式 请 参考 下 图 ,选择贴装元件时的 轴 的动作。 ( 在有贴装顺序的坐标一侧 , 预先 在有 高 的或大元件的贴装顺序时选择 「 1 」 可以 防止 贴 装时的 干涉 ) 。 MCSX312S 0 : 拱 型移动 1 : 门 型移动 终 端 如下 图那 样贴装的 话 ,在 贴 装 32 16 时 发 生 错误 , 若先 贴装 …

第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-4 Edition 1.0
料站 No.
是元件供应单元,将装载料带供料器或料盘的地方称为料站。
请输入可以搭载元件的料站 No.。(1~40,101,102,111~192)
定位点 No.
指定定位点号吗。只要不与其他号码相重复,任何号码都可以输入,但只有在读入定位
点的顺序中才有效。(1~255)
主定位点 No.
设定作为贴装元件的主要基准的定位点 No. (1~255)。
子定位点 No.
设定作为贴装元件的子基准的定位点 No. (1~255)。
定位点名
输入要进行读取的定位点名。有多个定位点时请务必输入定位点名。只在定位点读取顺
序中才有效。(最多可输入 23 个字符)
子电路板跳过
在特定的子电路板上不贴装全部元件时,请在这个字段上选择 1。
0:不跳过。 1:执行子电路板跳过。
供料器跳过
不贴装特定元件时,请在这个字段上选择 1。
当供料器跳过时,在同一个料站中的某一个顺序上选择跳过时,相应的全部顺序都跳过。
0:不跳过。 1:执行供料器跳过。
顺序跳过
当特定的顺序有必要跳过时选择 1。
0:不跳过 1:执行顺序跳过
第 3 部 第 3 章 编辑器
Edition 1.0 3-3-5 XP-242E 系统手册
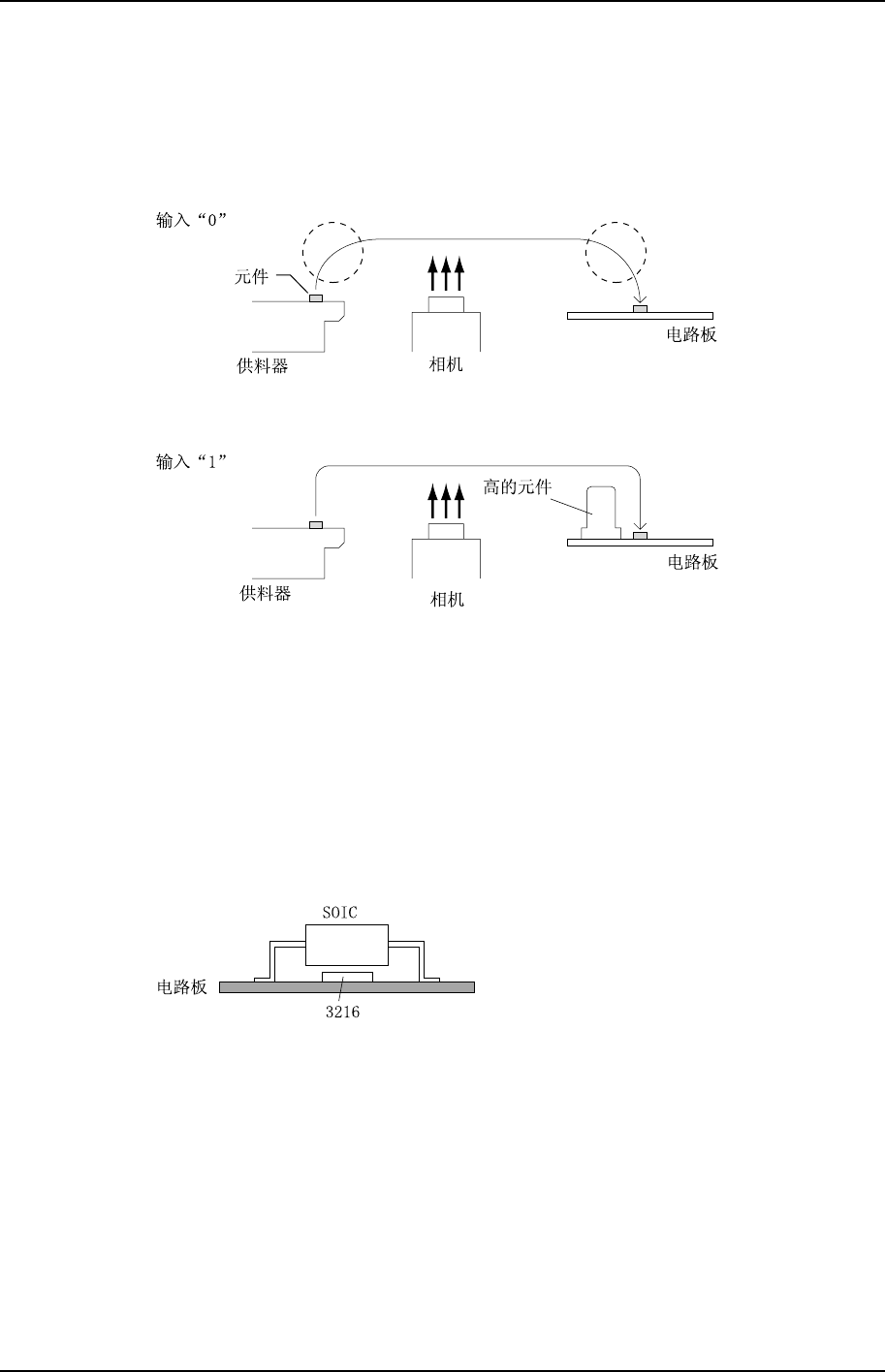
搬运模式
请参考下图,选择贴装元件时的轴的动作。
(在有贴装顺序的坐标一侧,预先在有高的或大元件的贴装顺序时选择「1」可以防止贴
装时的干涉)。
MCSX312S
0:拱型移动 1:门型移动
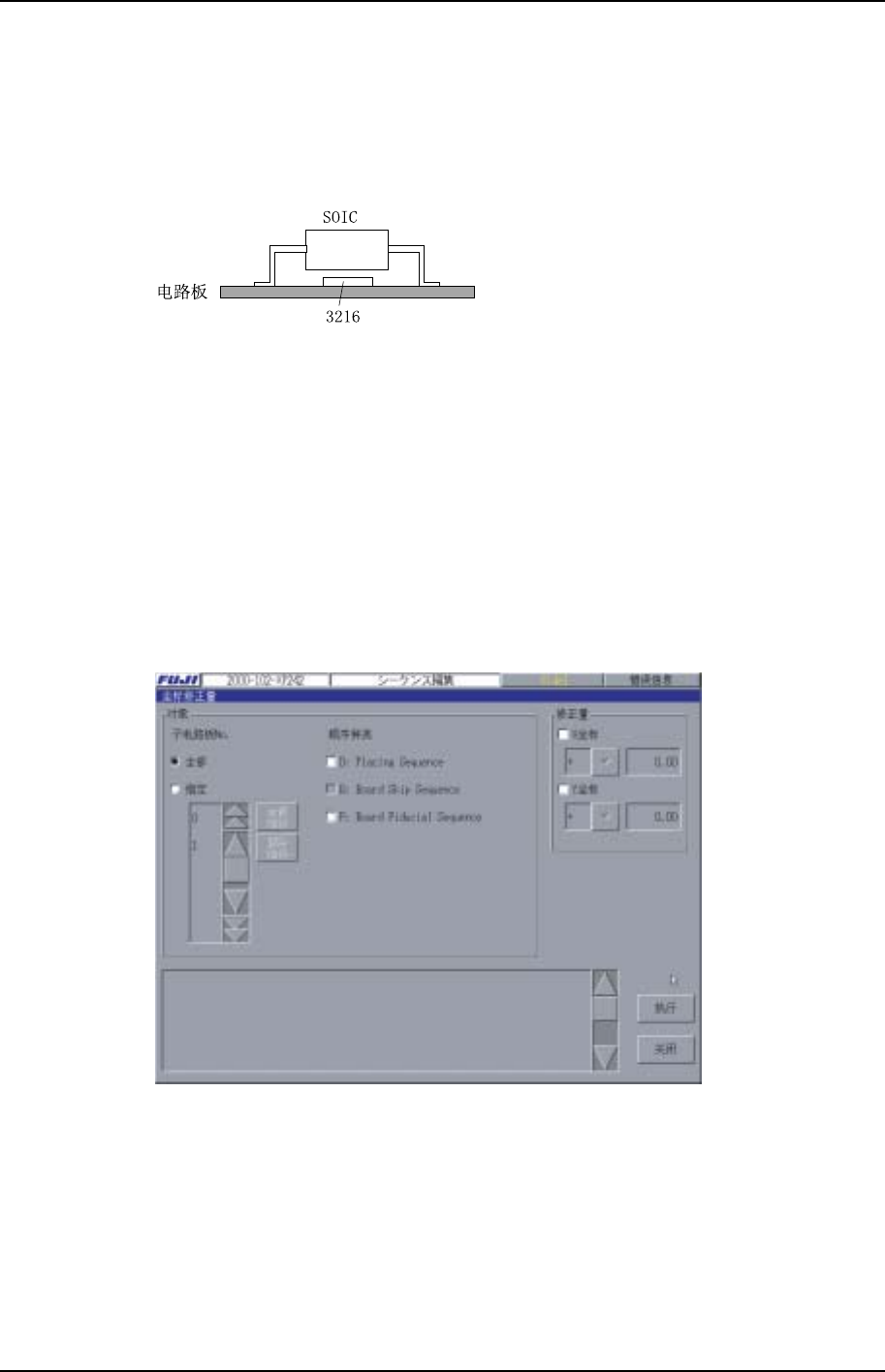
终端
如下图那样贴装的话,在贴 装 3216 时发生错误,若先贴装 SOIC,则不能贴装 3216。
在 3216 的顺序的这个字段设定 1 后,到其顺序为止的元件若未被全部贴装则这个元件
不会被贴装。
MCSX313S
0:不运行终端程序 1:运行终端程序
第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-6 Edition 1.0
前置
请加入在后面贴装的顺序的注解(最多可输入 256 个字符)。如 下 图那 样贴装的话,在贴
装 3216 时发生错误,若先贴装 SOIC,则不能贴装 3216。在 3216 的顺序的这个字段
设定 SOIC 的顺序注解 后,则到 3216 的贴装完成之前不贴装 SOIC。
MCSX313S
注解
顺序的注解最多可输入 256 个字节。
记述对“前置”的顺序注解时请给每块子电路板输入不相同的顺序注解。输入“前置”
时同一块子电路板内不得有同名的顺序注解的元件。
坐标修正量
以子电路板为单位对其子电路板上的指定种类的坐标进行修正的功能。
但是,此修正值是暂时性的,不能像程序内的数据一样进行保存。在机器关机时和切换
程序时解除其修正值。
XP1S2154S
子电路板 No. ; 指定对坐标进行修正的子电路板 No.。
全部:对于电路板上的所有子电路板进行坐标修正。
指定:全部的子电路板不作为对象时,指定子电路板 No.。