XP242E 系统手册 SYS-XP242-1.0S.pdf - 第83页
第 1 章 基本操作 第 2 部 XP-242E 系统手册 2-1-44 Edition1.0 1.21 日 期和时 间 的 设 定 可从机器主 菜 单中 设 定 日 期和时 间 。 操作步骤 1. 在 [ 主画面 ] 上, 依次选择 [ 维修保养 B] 和 [ 日 期和时 间 ] , 显示出 [ 日 期和时 间 ] 画面。 2. 输入新的 日 期和时 间 的 设 置。 3. 设 定的内 容正 确时,依次选择 [ 对时 ] 、 [ 对时…
第 2 部 第 1 章 基本操作
Edition1.0 2-1-43 XP-242E 系统手册
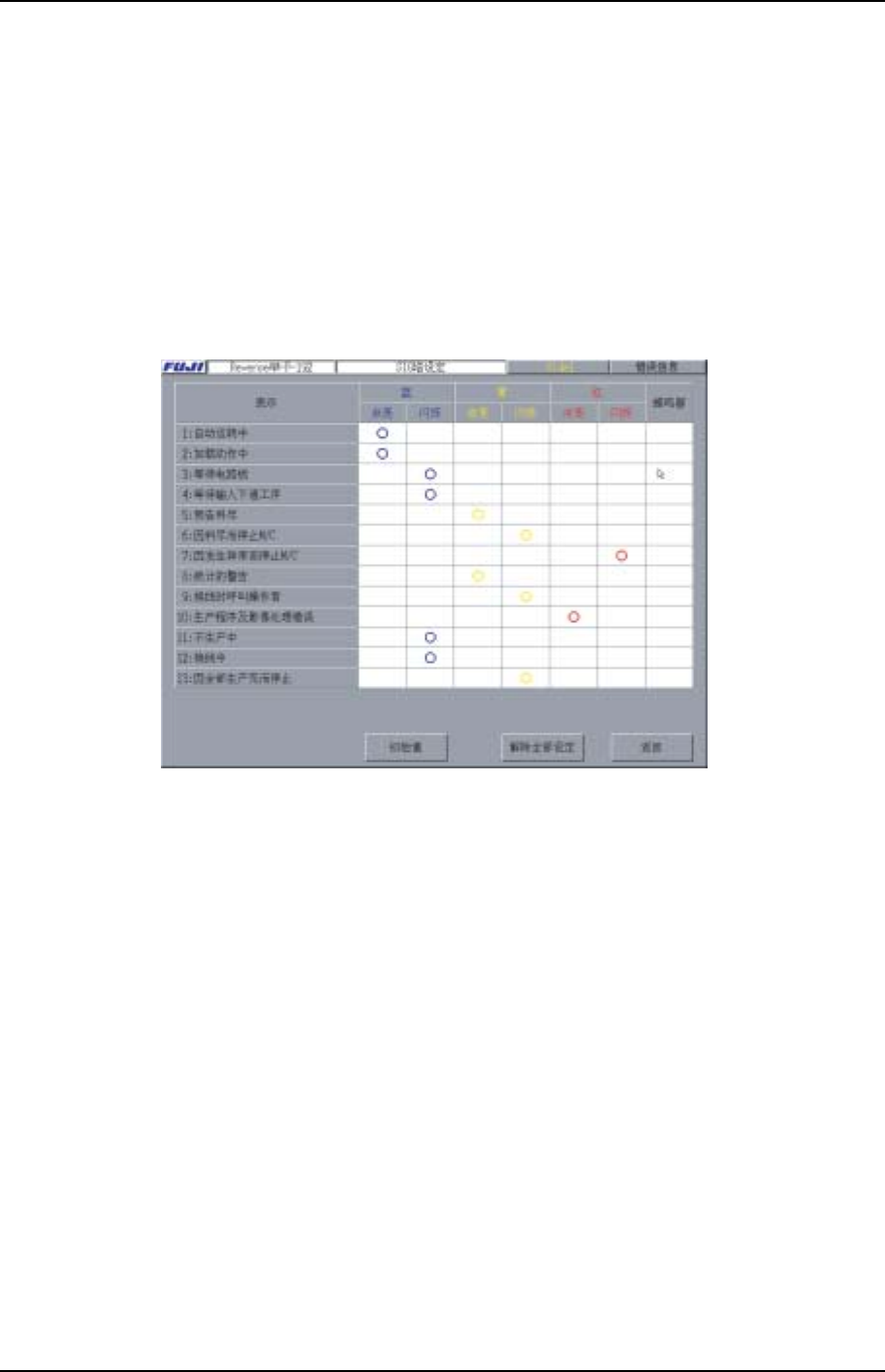
1.20 信号塔的设定
可从机器主菜单中指定信号塔的设置:灯亮/灯闪烁。
操作步骤
1. 在[主画面]上依次选择[维修 保养 B]和[SIG 塔设定],屏幕上将会 显[SIG 塔设定]
画面。
2. 对各项分别设定信号塔的颜色、点亮/闪烁、蜂鸣器等。已设定的项目显示为“○”。
3. 设定的内 容正确时,选择[返回]后结束设定操作。
XP2S2147S
※ [14∶料站变更警告]为选项。

第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-44 Edition1.0
1.21 日期和时间的设定
可从机器主菜单中设定日期和时间。
操作步骤
1. 在[主画面]上,依次选择[维修保养 B]和[日期和时 间],显示出[日期和时间]画面。
2. 输入新的日期和时间的设置。
3. 设定的内 容正确时,依次选择[对时]、[对时]、[返回]键,结束 设定操作。
XP1S2018S
1.22 触摸屏的校准
在按触摸屏时,选择的部分和其他地方显示出指示符时,请进行修正。
操作步骤
1. 在[主画面]上依次选择[维修 保养 A]和[触摸屏校准]键。停止操作时,请选择[取消]。
2. 选择左上角和右下角的十字记号。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-45 XP-242E 系统手册
1.23 接收 MCS/2 生产程序
机器能通过 RS-232C 从 MCS/2 主电脑系统中传送生产程序。
操作步骤
1. 在 MCS/2 主电脑中,备有 IP-3 用的生产程序、XP-242E 可模拟地将 MCS/2 作
为 IP-3 识别。
备注) 因为 XP-242E 的 MFU 是 1 台(以 40 个料站/8mm,12mm 料带宽计算)、料盘单
元 1 台(料盘种类:10 种;最大到 335mm×330mm、20 种;最大到 160mm×330mm),
所以超出此容量的料站数据不能安装。另外,在 MCS/2 上的程序以及生产线的设
定,请参考专用手册。
2. 在[主画面]上,依次选择[程序]、[接受 MCS/2 程序]。
3. 通过 MCS/2 传送生产程序。
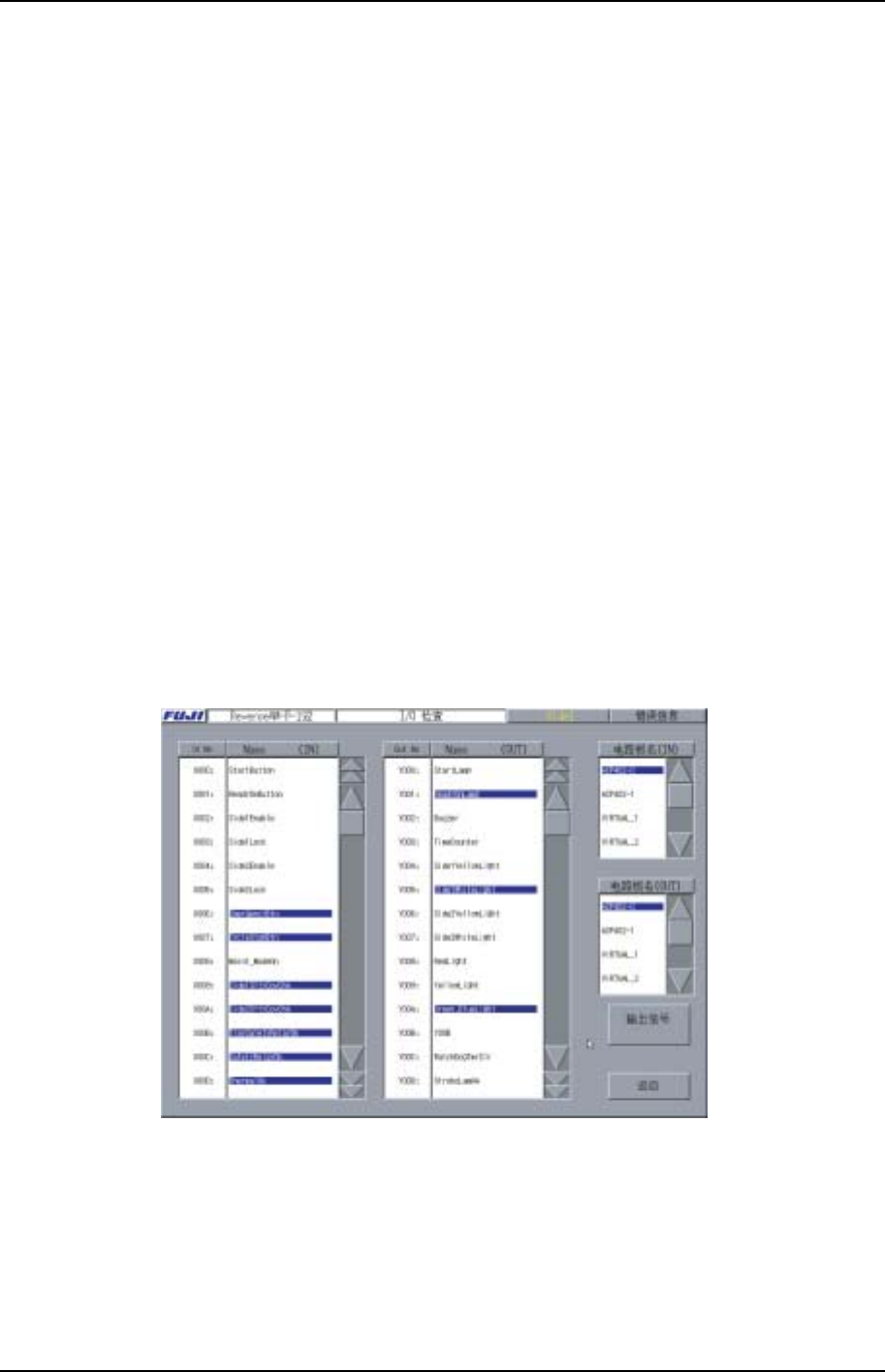
1.24 I/O 检查
在 I/Q 检查画面上显示输入·输出信号的状态。另外,也能用手动操作信号灯和汽缸等。
操作步骤
1. 在[主画面]上,依次选择[维修保养 A]和[I/Q 检查],显示出[I/Q 检查]画面。
2. 在输出侧进行手动操作时,选择[Out No]的项目将显示变为蓝色后,选择[输出信
号 ON]键。要停止输出信号时,请选择[输出信 号 OFF]。
XP1S2059S
3. 选择[返回]后返回[主画面]。