XP242E 系统手册 SYS-XP242-1.0S.pdf - 第49页
第 1 章 基本操作 第 2 部 XP-242E 系统手册 2-1-10 Edition1.0 1.3.7 设 定 加速度值 设 定伺服 马达 的 加速度 。 加速度值越 大动作 越快 ,生 产 节奏越快 。一 般情况 下可 将 加速 度值设 定为 1.00 ,以下是在机器上的 设 定步骤。 操作步骤 1. 打开 [ 主画面 ] ,选择 [ 维修保养 A] 、 [ 动作 条 件 设 定 ] 键,显示出 [ 动作 条 件 设 定 ] 画 …
第 2 部 第 1 章 基本操作
Edition1.0 2-1-9 XP-242E 系统手册
1.3.4 补件次数的变更
补件次数的设定可在元件数据上或机器上进行。但在元件数据中的设定是“0”以外时,
系统优先采用元件数据的设定。
如发生吸取错误或影像错误时,请参考在此设定的补件次数进行补件。以下讲述 在机器
上的设定步骤。
操作步骤
1. 打开[主画面],选择[维修保养 A]、[动作条件设定]键,显示出 [动作条件设定]画
面。
2. 选择在画面左下方显示的[补件次数]的数字部分后,显示出模拟键盘,输入补件次
数后选择[CR]键。输入范围 是 0~9。
3. 选择[返回]键,返回[主画面]。
1.3.5 预定生产数的设定
使用当前所选择的生产程序,设定生产电路板的数量。
如果在生产程序中已设定完生产数量时,则不能设定预定生产数。生 产 预定数量的设定
和在程序中的生产预定数皆 为“0”的时 候,则机器将持续生产直到 中断为止。
操作步骤
1. 在[主画面]上选择[维修保养 A]、[动作条件设定]键,显示出[动作条件设定]画面。
2. 选择在画面上显示的[预定生产块数]的数字 部分后,显示出模拟键盘,输入 预定的
生产块数后选择[CR]键。输入范围是 0~9999。
3. 选择[返回]键,返回[主画面 ]。
1.3.6 完成生产块数复位
使完成生产块数返回到 0。因某种原因而要使完成生产块数复位时使用。
操作步骤
1. 打开[主画面],选择[维修保养 A]、[动作条件设定]键,显示出 [动作条件设定]画
面。
2. 选择[预定生产块数]按钮后显示消息对话框,设定完成生产块数为 0 时选择[是],
设定生产 块数不为 0 时选择[否]。
3. 选择[返回]键,返回[主画面]。

第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-10 Edition1.0
1.3.7 设定加速度值
设定伺服 马达的加速度。加速度值越大动作越快,生 产 节奏越快。一 般情况下可 将加速
度值设定为 1.00,以下是在机器上的设定步骤。
操作步骤
1. 打开[主画面],选择[维修保养 A]、[动作条件设定]键,显示出 [动作条件设定]画
面。
2. 选择在画面左面显示的[加速 度]的数字部分后显示出模拟键盘,输入加速度值后选
择[CR]键。
3. 选择[返回]键,返回[主画面]。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-11 XP-242E 系统手册
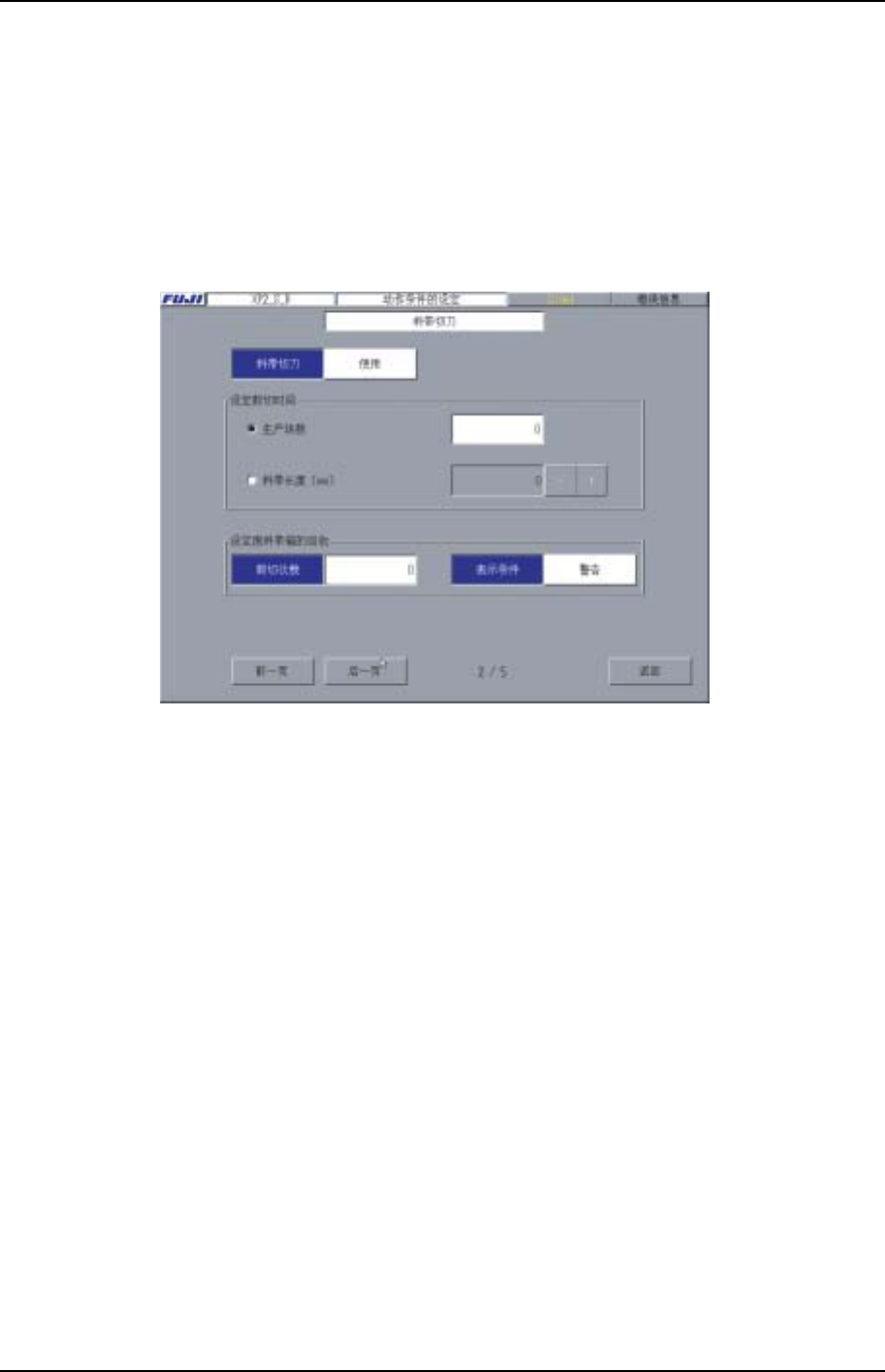
1.3.8 料带切刀的设定
使用料带切刀的设定步骤如下。
操作步骤
1. 打开[主画面],选择 [维修保养 A]、[动作条件设定]键,显示[动作条件设定]画面。
2. 选择[后一页]按键,显示料带切刀画面。
XP2S2236S
3. 在料带切刀旁边的区域选择使用/不使用。
4. 在设定剪切时间区域中设定在什么条件下使切刀动作。要使切刀在达到特定的完
成生产块数时动作,则选择生产块数并设定其生产块数 。(设定范围是 0~9999。
设定值为 0 时,料带切刀不动作。)要使切刀在料带达到一定长度时启动,则选择
料带的长度,并设定该长度。任何料带,在其达到设定长度后,即使是在生产过
程中,料带切刀也能启动。
[ + ]:每按 1 次标签值增加 50,增加到 1000 后再按 1 次,标签 值为 0。
[-]:每按 1 次标签值减少 50,减少到 0 后再按 1 次,标签 值为 1000。
为 0 时,料带 切刀不动作。(单位 :mm)
5. 选择剪切次数旁边的区域,输入料带切刀的动作次数,以显示督促废料带盒回收
的信息。(设定范围是 0~9999。设定值为 0 时,不显示信息栏。)
6. 当料带切 刀的动作次数达到设定值时,可从以下选项中选择该如何处理机器的状
态。
警告:显示废料带切刀回收警告,机器继续运行。
停止:显示废料带切刀回收警告,机器停止运行。