XP242E 系统手册 SYS-XP242-1.0S.pdf - 第59页
第 1 章 基本操作 第 2 部 XP-242E 系统手册 2-1-20 Edition1.0 1.6 运转中的画面显示 在 [ 主画面 ] 上依次选择 [ 生产 ] 和 [ 顺序 ] ,使 机器处于 等 待 [ 启动 ] 状态,选择 [ 启动 ] 按钮后 开始生产。显示如下画面。 ( 例 如 ) XP2S2033S 显示 / 编辑 步骤说明 Next Sequence :下一步要 执 行的顺序 号 。 Sequence 开始 号 : …
第 2 部 第 1 章 基本操作
Edition1.0 2-1-19 XP-242E 系统手册
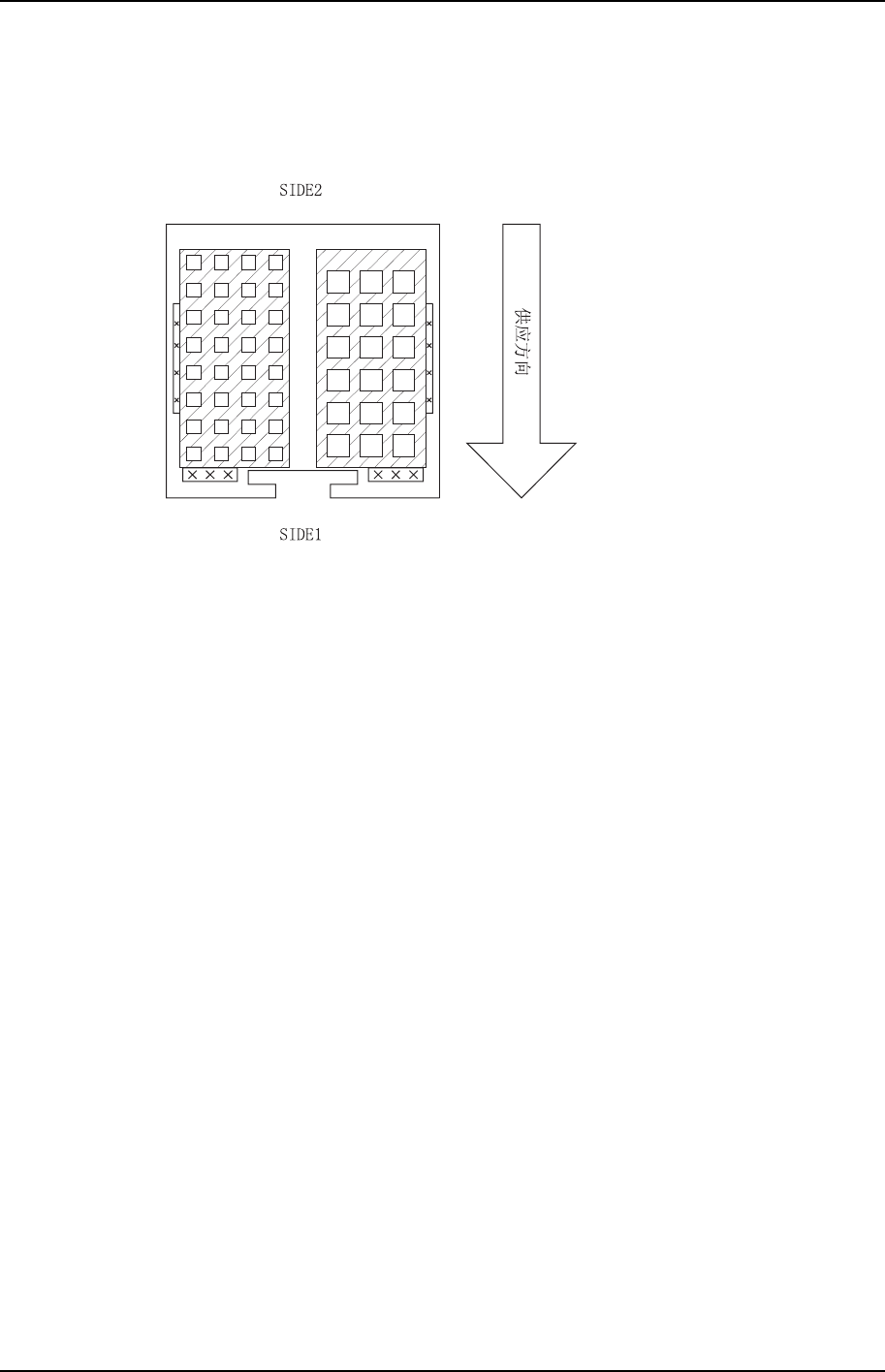
吸取位置
显示用于生产的元件的料站及其吸取凹槽。吸取位置是在料盘安装于机器上后,从
SIDE1 看把右下角作为 1,并按照以下顺序吸取元件。
113 7
214 8
315 9
416 10
517 11
618 12
XP2S2240S
2. 根据需要,设定吸取位置。
1.5.4 元件自动吸取修正量
吸取元件时,吸嘴并不一定吸取元件中心。因此,由于凹槽内的元件位置和吸嘴的弯曲
等各种原因,有可能发生元件吸取的偏移情况。为防止这种元件吸取偏移,可 对照 X、
Y 轴方向对元件的吸取位置进行自动调整。
操作步骤
如果将元件数据的[Pick-up Auto Offset]项目设定为[0:YES],机器就会根据影像处理
的结果算出吸取位置的偏移量,自 动 修正以后贴装的同类型元件的吸取位置。此时,因
为是自动计算出补正量,所以用户不可更改。

第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-20 Edition1.0
1.6 运转中的画面显示
在[主画面]上依次选择[生产]和[顺序],使机器处于等待[启动]状态,选择[启动]按钮后
开始生产。显示如下画面。
(例如)
XP2S2033S
显示/编辑步骤说明
Next Sequence :下一步要执行的顺序号。
Sequence 开始号 :根据需要编辑开始顺序号。
预定生产 块数 :根据需 要更改生产块数。
完成生产块数 :完成生产的电路板块数。
加速度 :伺服马达的加速度。
XP2S2241S
显示设定在生产程序中的平台/料站的信息。
XP2S2242S
显示机器判断为[料尽]的 Slot。
随着按下[更换 结束],机器进入元件安装状态。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-21 XP-242E 系统手册
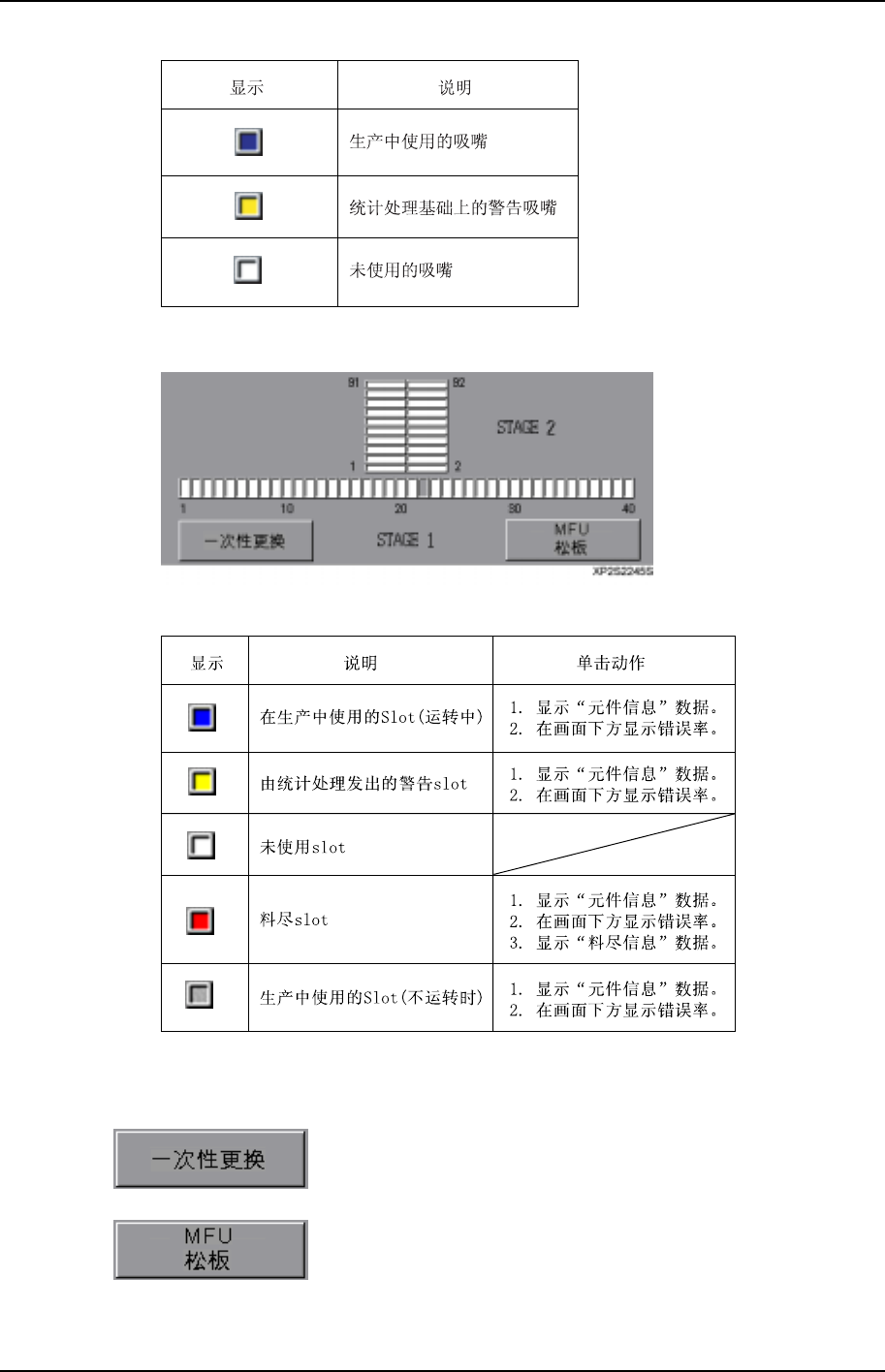
XP2S2243S
显示各吸嘴的状态。
显示供料平台
XP2S2244S
显示 Slot 的状态
选择此按键,使平台上所有 Slot 进入元件安装状态。
MFU 松板。