XP242E 系统手册 SYS-XP242-1.0S.pdf - 第56页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-17 XP-242E 系统手册 1.5.2 元件 检验 ( 选 项功 能 ) 这是为 了减少由 于元件安装 错误造成 的不 良 电路板以及 废弃 元件的 数量 的元件 核 对 功 能。 元件 核 对方 法 : 红 外 线条形 码读取器 检查 以下 2 个 数据 , 若两 个 数据 一 致则 元件 核 对结果为 OK 。 · 作为贴在各料盘上的元件 ID 而 使用的 条形 码…
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-16 Edition1.0
1.5 元件供应单元的功能
1.5.1 供料器信息
依据供料器信息来确认生产程序中使用的料站的种类和料站的位置,并确认料尽等的错
误状况。
操作步骤
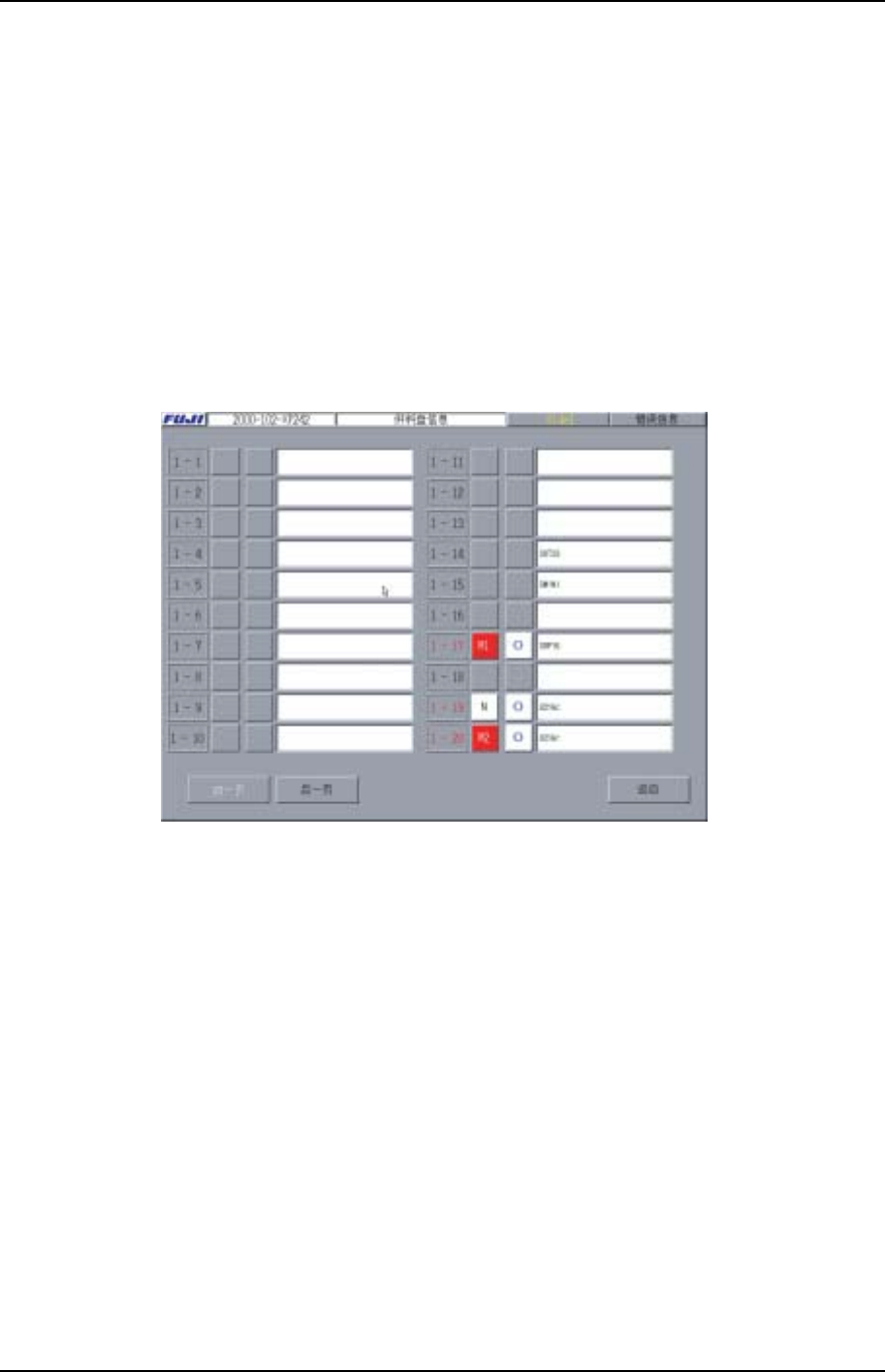
1. 打开[主画面],依次选择[生产]、[供料器 信息]键,显示出[供料器数据]画面。
2. 1 个画面的[供料器信息]中,显示出 MFU 的 20 个料站的各个供料器状态的对话
框。各项目的左面的数字是料站号。在下一个对话框中显示“元件数据的注解”。
XP2S2229S
注意)
1. [M]为马达供料器的设定,[N]为马达供料器以外的供料器的设定。使用马达供料器时必
须切换这 个按键。元件的凹槽间距小于 36mm 时选用 M1,凹槽间距大于 40mm 时选
用 M2。(没有凹槽间距在 36mm~40mm 的马达供料器。)
2. 当固有值的_DeviceSetChkUse 设定为“1”时,在自动生产中会显示出发生料尽以及错
误信息的画面。选择[返回]键时显示此画面,则该元件的元件号显示区域左面显示出“╳”。
当供应元件后请点击该部分使其变为[O]再重新开始生产。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-17 XP-242E 系统手册
1.5.2 元件检验(选项功能)
这是为了减少由于元件安装错误造成的不良电路板以及废弃元件的数量的元件核对功
能。
元件核对方法:
红外线条形码读取器检查以下 2 个数据,若两个数据一致则元件核对结果为 OK。
· 作为贴在各料盘上的元件 ID 而使用的条形码
·在元件数据的「barcode」上设定的元件 ID
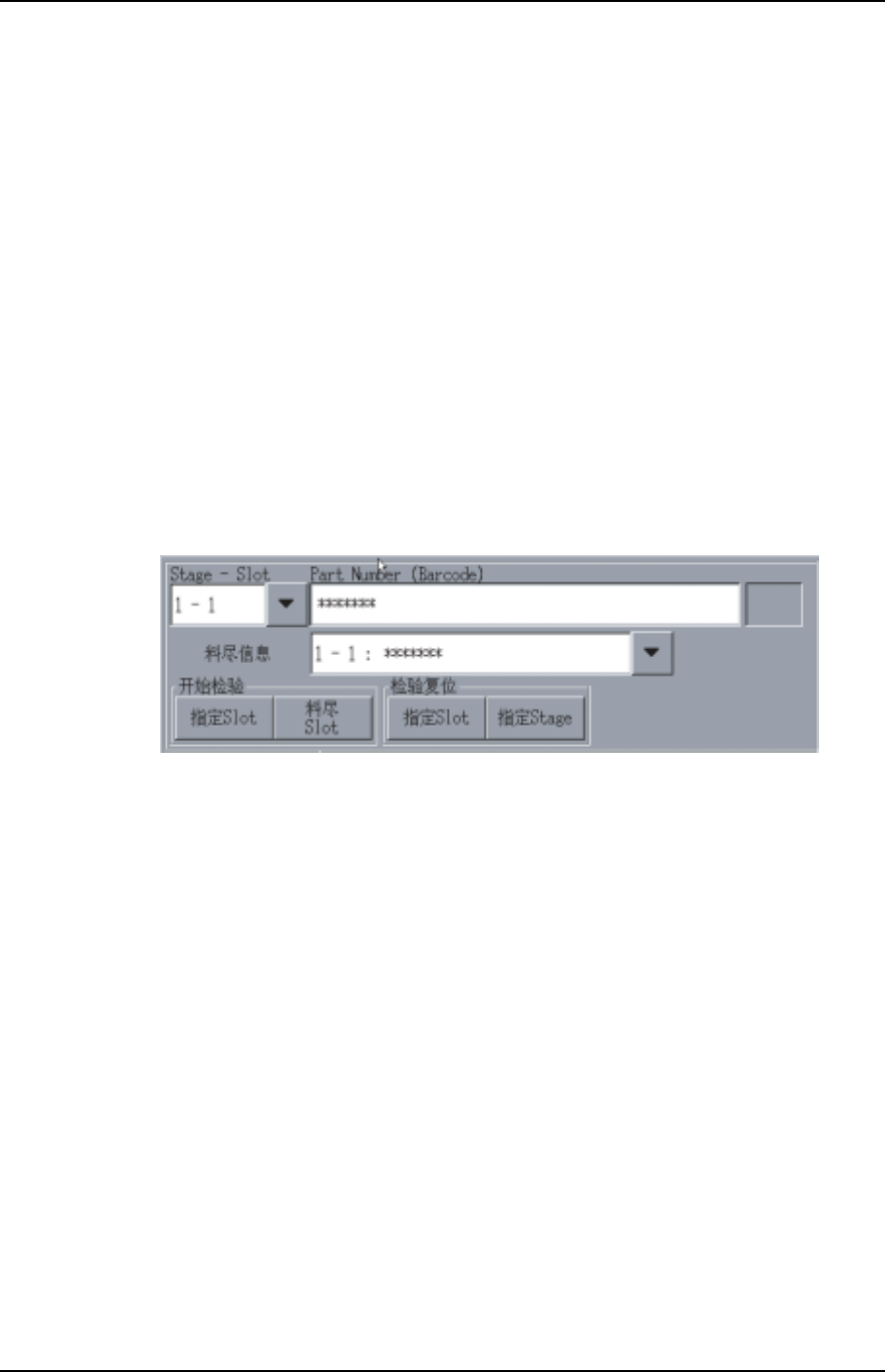
按照以下步骤进行元件检验
1. 按下自动运转画面中的[开始检验]键
2. 显示读取的指定元件
3. 读取贴在指定元件的料盘上的条形码。
4. 全部的使用料盘核对完成后,就可以自动运转。
XP1S2162S
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-18 Edition1.0
1.5.3 料盘信息
可根据料盘信息来确认生产程序中使用的元件注解和元件安 装位置,指定元件凹槽间距。
操作步骤
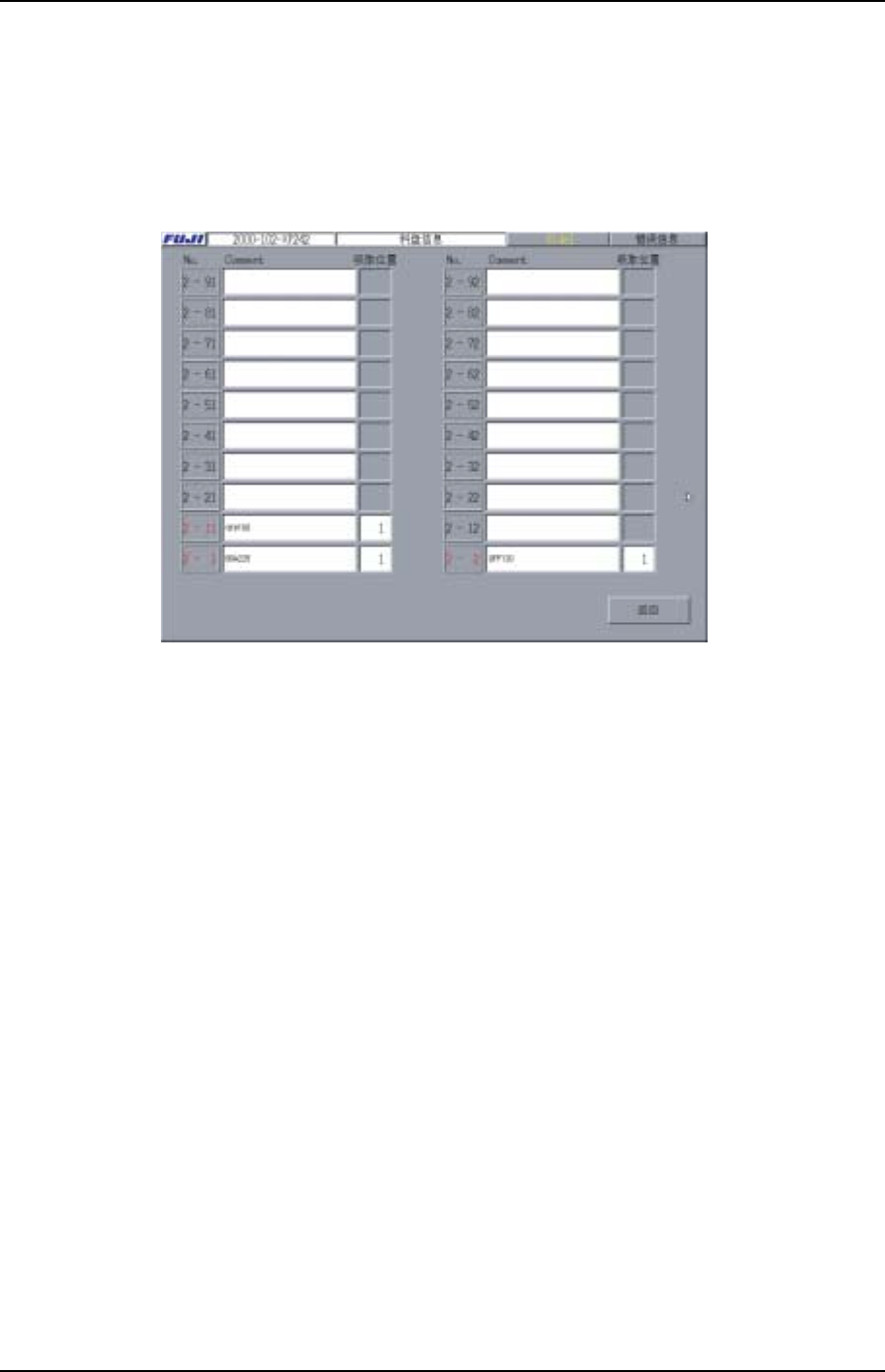
1. 从[主画面]中依次选择生产、料盘信息,进入料盘信息画面。
XP2S2239S
No. :表示供料平台/料站号
Comment :表示料站注解。
吸取位置 :表示元件的吸取位置。
各料站的表示颜色
红色:原始料站
蓝色:次料站
黑色:生产中不使用的料站。
Comment
显示记述在生产程序的供料器安装数据中的注解。