XP242E 系统手册 SYS-XP242-1.0S.pdf - 第52页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-13 XP-242E 系统手册 1.3.10 元件 检验 ( 选 项 ) 元件 检验 是一种选 项功 能, 其 目 的是 预防 机器料站的元件安装 错误 , 对元件安装位置进 行 核 对。其 设 定步骤如下。 ( 要使用元件 检验功 能,必须安装相 应 的 设 备 ) 操作步骤 1. 从 [ 主画面 ] 上依次选择 [ 维修 保养 A][ 动作 条 件 设 定 ] 按键,进…
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-12 Edition1.0
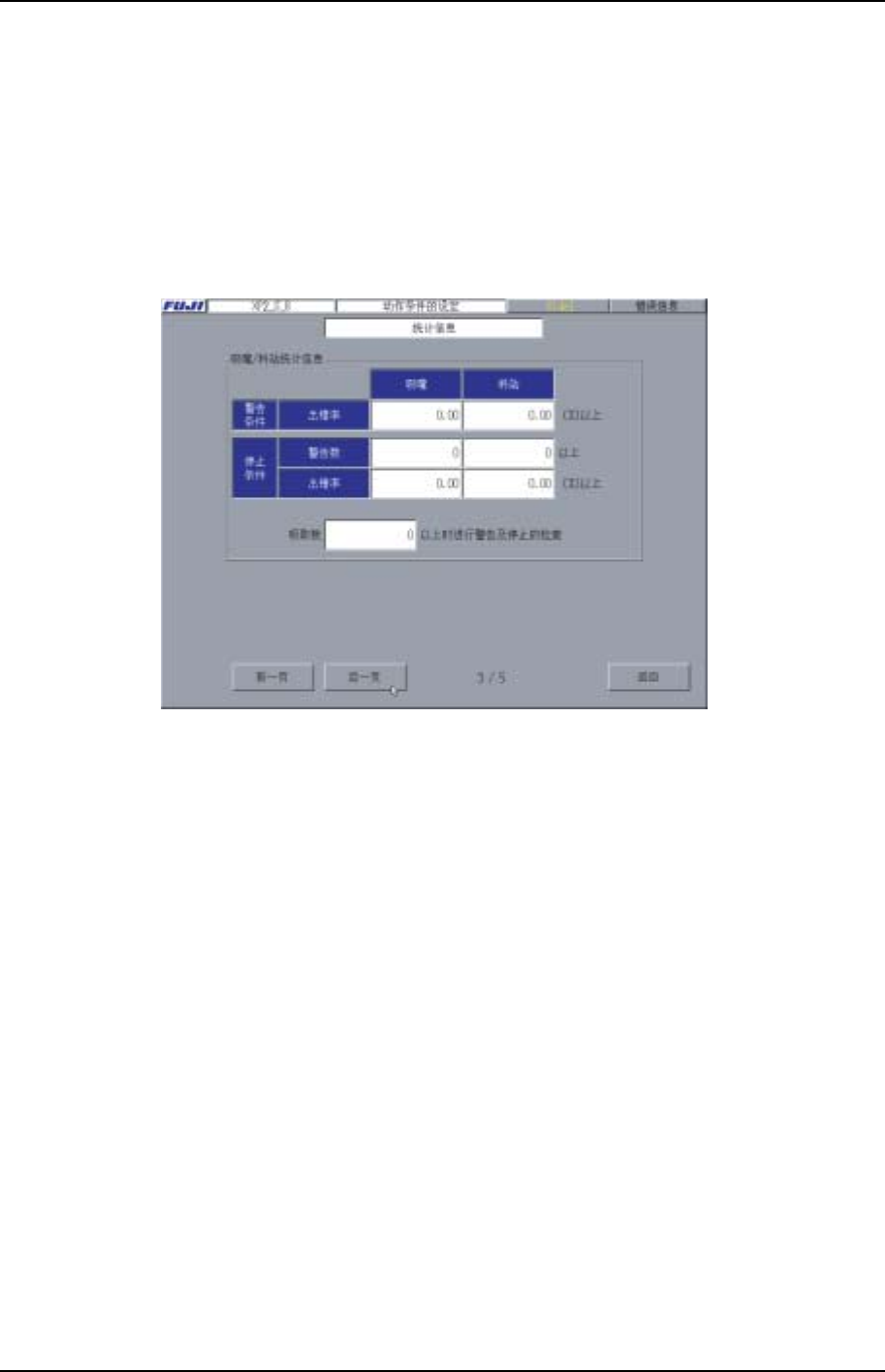
1.3.9 统计信息的设定
设定统计信息的目的是为了提取吸 嘴站出现错误状况时的数据,其设定步骤如下。
操作步骤
1. [主画面]上依次选择[维修保养 A],[动作条件设定]按钮,显示 [动作条件设定]画
面。
2. 选择[后一页]按键,显示统计信息画面。
XP2S2255S
3. 设定最少吸取块数,以 便在吸取数旁边的文本框内开始进行错误检查。1 个料站或
者吸嘴的使用次数达到这个值时进行错误检查。(输入范围是 0~10000。设定为 0
时,警告检查的最少吸取块数是(1/警告条 件的错误率)*100。停 止 检查的最少吸取
数是:(1/停止条件的错误率)*100。
4. 警告条件出错率旁边的文本框中设定发警告的吸嘴和料站的错误率。(输入范围是
0.00~停止条件的出错率。停 止条件的出错率为 0.00 时,最大可输入到 100.00。
0.00 时不进行警告显示。)
5. 在条件警告数旁边的文本框中进行停止机器运转的设定。在吸嘴中,是在发出警
告的吸嘴 数达到设定值时使机器停止运行。(输入范围是:0~吸嘴总数。吸嘴数为
0 时不进行错误检查。)在料站中,则是在发出警告的料站数达到设定值时使机器
停止运行。(输入范围是:0~料站总数。料站数为 0 时不进行 错误检查。)
6. 在条件错误率旁边的文本框中设定使机器停止运行的吸嘴、料站的错误率。(输入
范围是:0.00 和警告条件的错误率~100.00。错误率为 0.00 时,不进行错误检查。)

第 2 部 第 1 章 基本操作
Edition1.0 2-1-13 XP-242E 系统手册
1.3.10 元件检验(选项)
元件检验是一种选项功能,其目的是预防机器料站的元件安装错误,对元件安装位置进
行核对。其设定步骤如下。(要使用元件检验功能,必须安装相应的设备)
操作步骤
1. 从[主画面]上依次选择[维修 保养 A][动作条件设定]按键,进入[动作条件设定]画
面。
2. 选择[后一页]按键,进入元件检验画面。
XP2S2237S
3. 在元件检验旁边的文本框中设定使用/不使用 检验功能。若选择使用,则继续进行
以下设定。
4. 切换生产程序后,通过所显示的某一条件来选择是否检验料站。
与上次的 Barcode 不同的料站:检查对象为与上次使用的生产程序不同的料站。
全料站: 检查对象是所有料站。
5. 若要部分 忽视读取对象的条形码,可使用 1 个 ASCⅡ CODE 字符设定读 取时跳
过该部分即可。
忽视该代码括起来的注解。 :忽视被设定的 1 个字符括起来的部分。
例) 设定为“/”时,将[12345/6789/0123/456]当成[123450123]核对。
忽视该编码后面的注解。 :忽视被设定的 1 个字符后面的部分。
例) 设定为“/”时,将[12345/6789/0123] 当成[12345]核对。
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-14 Edition1.0
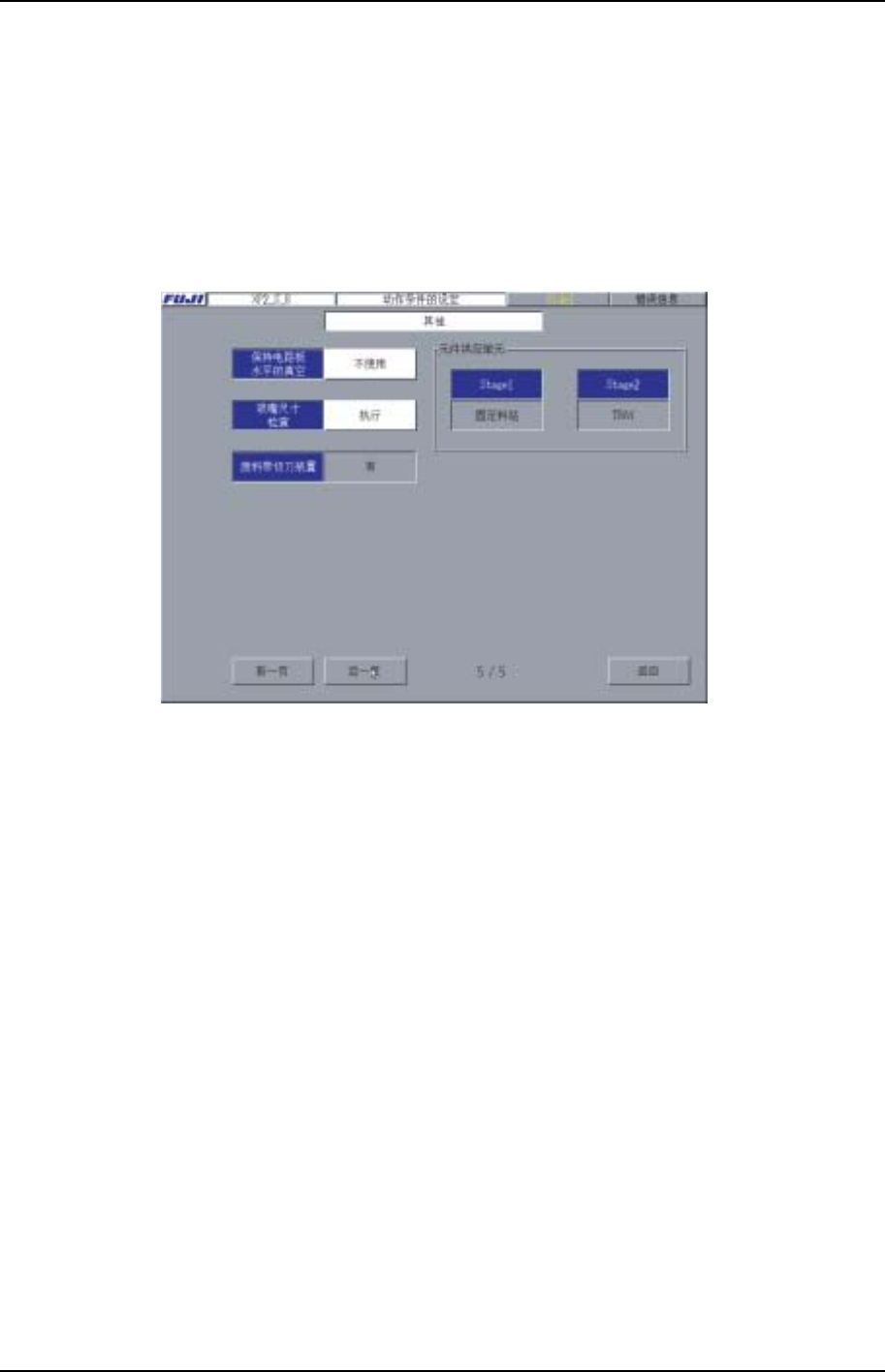
1.3.11 其他的动作条件设定
其他的动作条件设定步骤如下
操作步骤
1. [主画面]上依次选择[维修保养 A][动作条件设定]按键,进入[动作条件设定]画面。
2. 不使用元件检验时,选择[后一页]按键,进入其他画面。
XP2S2238S
3. 选择电路板真空旁边的文本框,设定是否使用电路板 真空。
默认值为“不使用”。
4. 选择吸嘴尺寸检查旁边的文本框,设定在生产模式为“生产”时是否执行“吸嘴
尺寸检查”。
默认值为“不执行”。
5. 本页显示当前正在运行的机器的结构。
· 显示机器是否安装有废料带切刀。
· 显示机器是否安装有元件吸取单元。
如果安装了元件吸取单元则有如下变化。
[MFU] :安装了 MFU 的状态。
[料盘] :安装了料盘的状态。
[无] :是单侧元件供给状态,但未安装元件吸取单元状态。
[固定供料平台] :使用不可装卸的供料平台状态。