XP242E 系统手册 SYS-XP242-1.0S.pdf - 第54页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-15 XP-242E 系统手册 1.4 启动准备 在机器进行自动运转 之 前,必须 满足 启动 条 件。 启动 条 件的 检查 请按以下步骤进行。 操作步骤 1. 打开 [ 主画面 ] ,依次选择 [ 生产 ] 、 [ 启动 条 件 ] ,显示出如下画面: XP2S2257S
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-14 Edition1.0
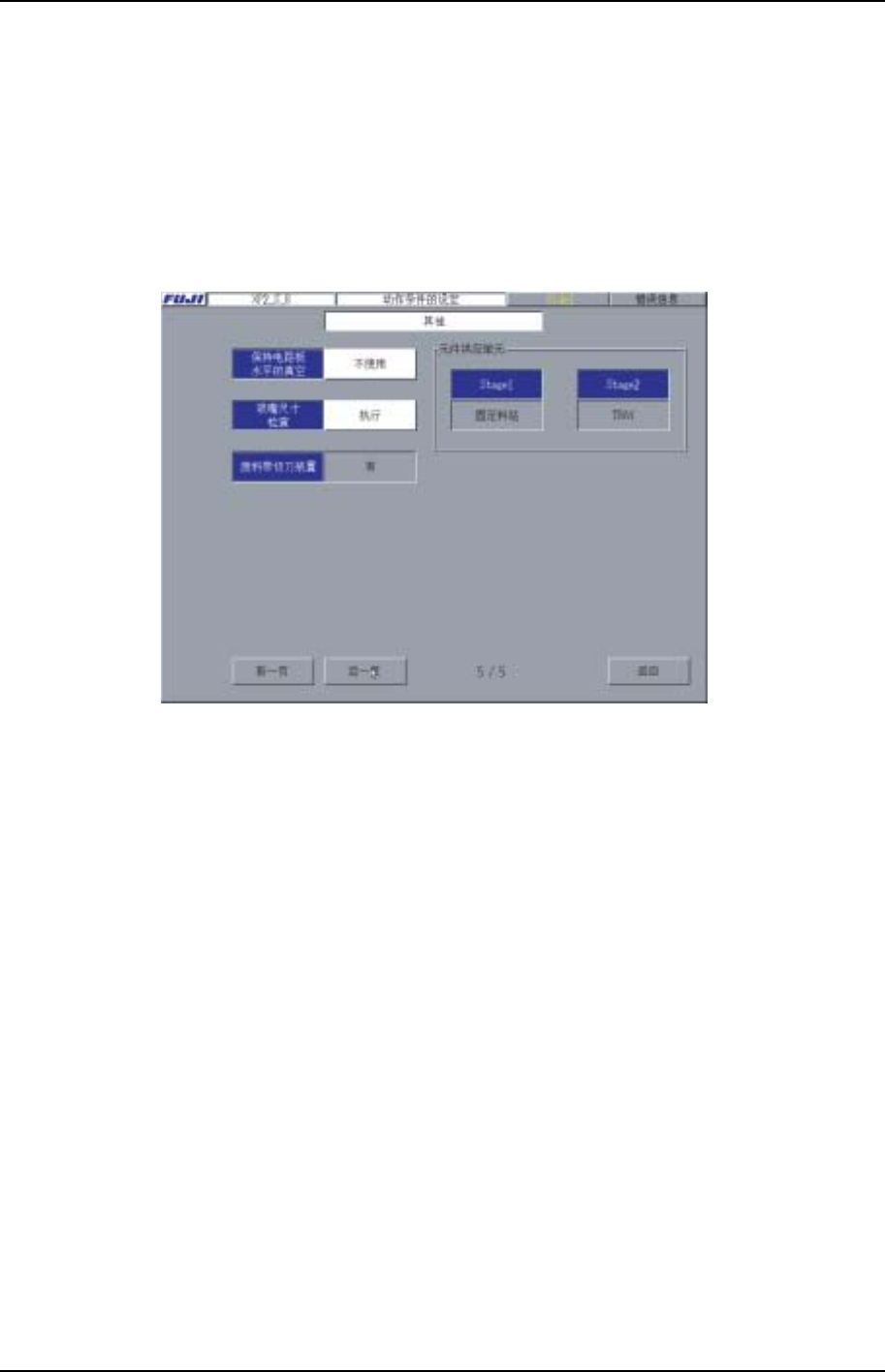
1.3.11 其他的动作条件设定
其他的动作条件设定步骤如下
操作步骤
1. [主画面]上依次选择[维修保养 A][动作条件设定]按键,进入[动作条件设定]画面。
2. 不使用元件检验时,选择[后一页]按键,进入其他画面。
XP2S2238S
3. 选择电路板真空旁边的文本框,设定是否使用电路板 真空。
默认值为“不使用”。
4. 选择吸嘴尺寸检查旁边的文本框,设定在生产模式为“生产”时是否执行“吸嘴
尺寸检查”。
默认值为“不执行”。
5. 本页显示当前正在运行的机器的结构。
· 显示机器是否安装有废料带切刀。
· 显示机器是否安装有元件吸取单元。
如果安装了元件吸取单元则有如下变化。
[MFU] :安装了 MFU 的状态。
[料盘] :安装了料盘的状态。
[无] :是单侧元件供给状态,但未安装元件吸取单元状态。
[固定供料平台] :使用不可装卸的供料平台状态。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-15 XP-242E 系统手册
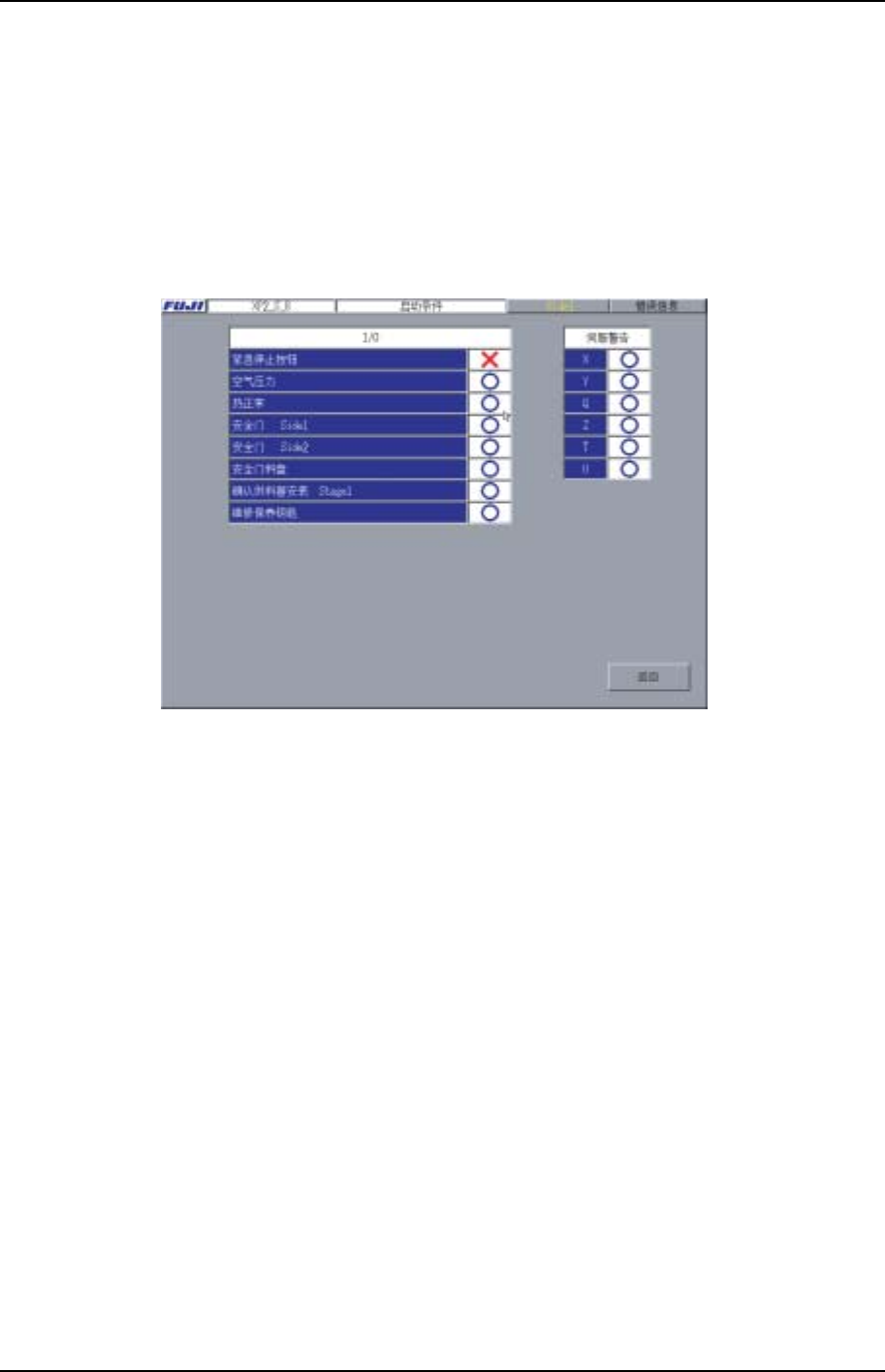
1.4 启动准备
在机器进行自动运转之前,必须满足启动条件。
启动条件的检查请按以下步骤进行。
操作步骤
1. 打开[主画面],依次选择[生产]、[启动条件],显示出如下画面:
XP2S2257S
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-16 Edition1.0
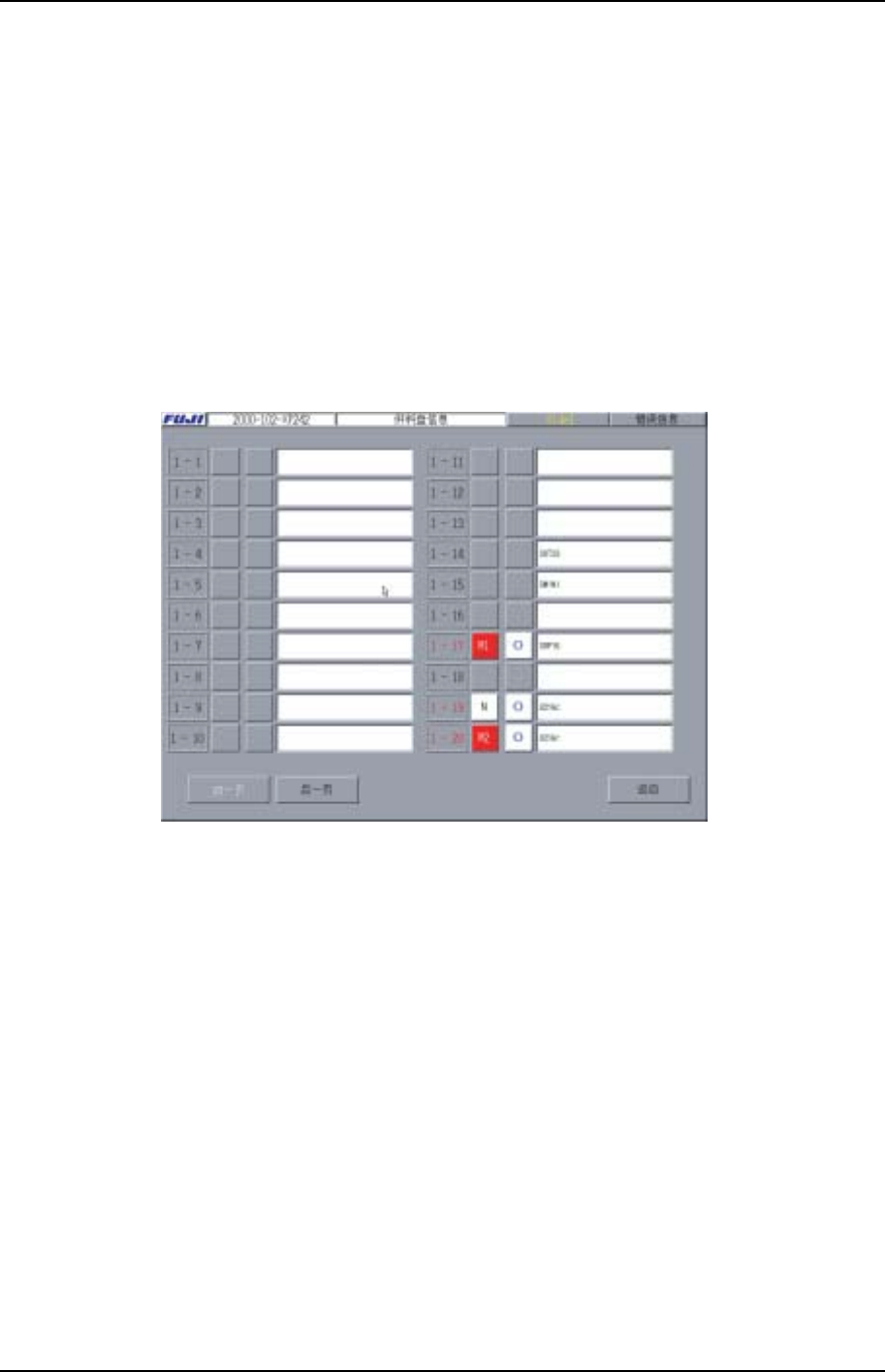
1.5 元件供应单元的功能
1.5.1 供料器信息
依据供料器信息来确认生产程序中使用的料站的种类和料站的位置,并确认料尽等的错
误状况。
操作步骤
1. 打开[主画面],依次选择[生产]、[供料器 信息]键,显示出[供料器数据]画面。
2. 1 个画面的[供料器信息]中,显示出 MFU 的 20 个料站的各个供料器状态的对话
框。各项目的左面的数字是料站号。在下一个对话框中显示“元件数据的注解”。
XP2S2229S
注意)
1. [M]为马达供料器的设定,[N]为马达供料器以外的供料器的设定。使用马达供料器时必
须切换这 个按键。元件的凹槽间距小于 36mm 时选用 M1,凹槽间距大于 40mm 时选
用 M2。(没有凹槽间距在 36mm~40mm 的马达供料器。)
2. 当固有值的_DeviceSetChkUse 设定为“1”时,在自动生产中会显示出发生料尽以及错
误信息的画面。选择[返回]键时显示此画面,则该元件的元件号显示区域左面显示出“╳”。
当供应元件后请点击该部分使其变为[O]再重新开始生产。