XP242E 系统手册 SYS-XP242-1.0S.pdf - 第157页
第 3 部 第 3 章 编辑器 E d i t i o n 1 . 0 3 - 3 - 3 3 X P - 2 4 2 E 系统手册 T ray Pick Offset Z 元件的吸取面与料盘上 表 面的的 高度 不同时, 设定吸取时 Z 方向的修正 量。 (-25.4 ~ 12.7) MCSX337 Z (+) (-) T ray Shuttl e speed 料盘在料盘单元以及料盘 往 复 臂 中的移动 速度 从下列选项中选择。 H…
第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-32 Edition 1.0
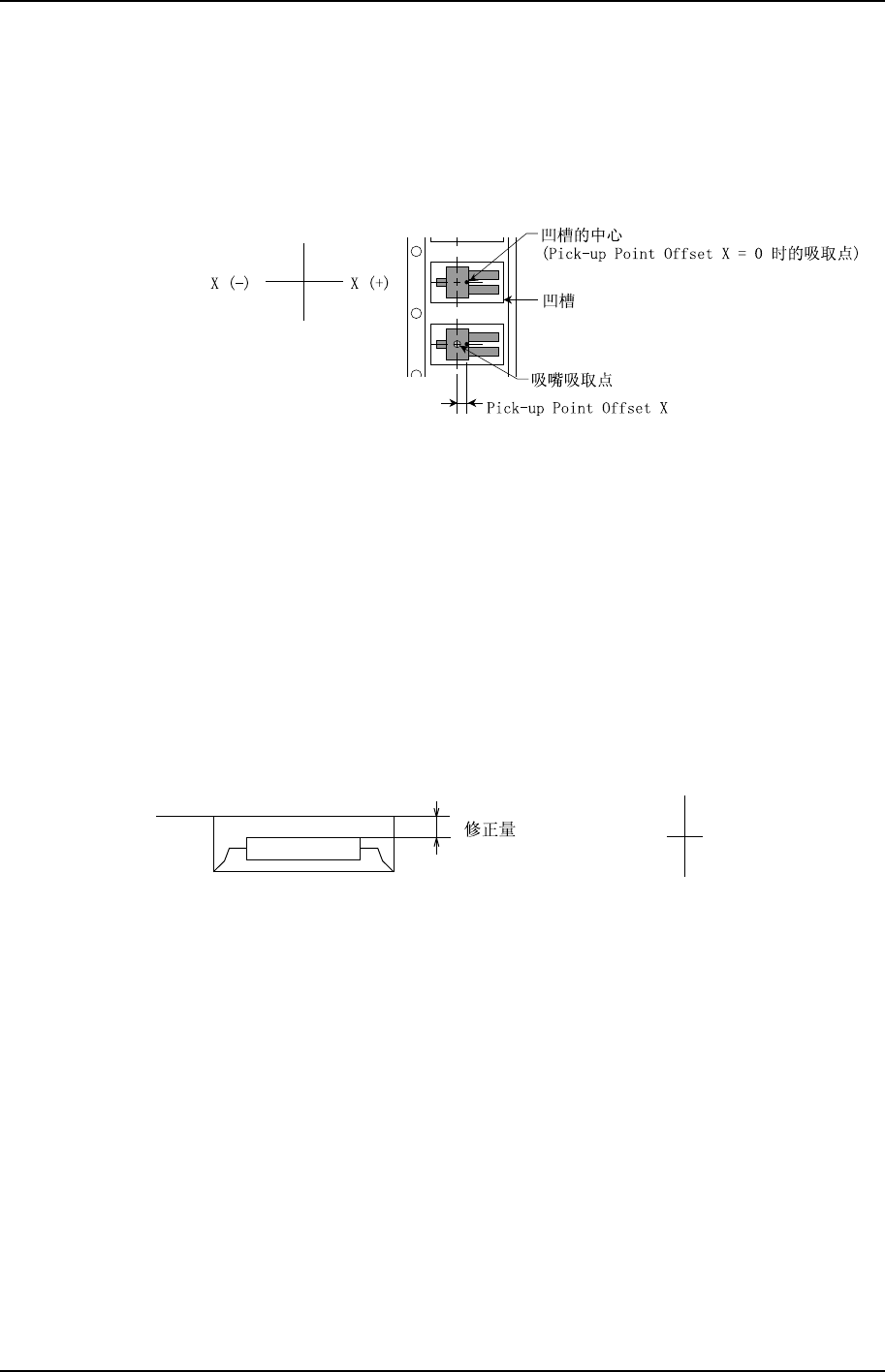
Pick-up Point Offset X
不想从指定料站的 X 方向的中心处吸取供料器供应的元件时用此设定。设定修正量时
的元件方向以 Direction 0 为基准。要设定向右偏移 5mm 时请输入“5”。
(-12.7mm~12.7mm)
MCSX335S
Pick-up Point Offset Y
不想从指定料站的 Y 方向的中心处吸取供料器供应的元件时用此设定。设定修正量时
的元件方向以 Direction 0 为基准。要设定内偏移 5mm 时请输入“5”。
(-12.7mm~12.7mm)
Pick-up Point Offset Z
不想从指定料站的通常高度吸取供料器供应的元件时用此设定。要向下修正 1mm 时请
输入“-1”。(-12.7mm~12.7mm)
MCSX336S
Z (+)
Z (-)
Soft Pick Speed
为减轻进行吸取动作时对元件造成的冲击,而设定 Z 轴下降和上升的速度。值越小速度
越慢。输 入 0 时,机器判断为 10.0。吸取时取这个输入值和 Slow Place Speed 两者中
较慢的数据为有效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数据
中最慢的速度为有效值。(0.0~10.0)
Pick-up Orientation Q
若元件用特殊吸嘴和机械夹 头等吸取时必须预先转动吸嘴的元件,则输入这个数据。
(0.0~359.99)
被吸取的元件基准方向是前述的 Direction 0。

第 3 部 第 3 章 编辑器
Edition 1.0 3-3-33 XP-242E 系统手册
Tray Pick Offset Z
元件的吸取面与料盘上表面的的高度不同时,设定吸取时 Z 方向的修正 量。(-25.4~12.7)
MCSX337
Z (+)
(-)
Tray Shuttle speed
料盘在料盘单元以及料盘往复臂中的移动速度从下列选项中选择。
Hi :4 快
Mid :3 ↑
Lo :2 ↓
Ulo :1 慢
Part Transport Speed
对于较重元件,根据从吸取到贴装之间的传送速度有可能使吸嘴产生偏移。为防止因传
送速度过快引起偏移。在此设定的速度适用于机器在持有元件期间的全部的伺服 轴的速
度。将输入“0”时作为 100%,在吸取元件期间,此 值和 Soft Pick Speed、Slow Place
Speed、Soft Place Speed 中的最 慢的速度为有效(0%~100%)。
Placing Offset X
以 Direction 为 0 并 且 贴装角度 为 0 ° 作为基准设定 X 方向的贴装修正量。(-
100.00mm~100.00mm)
Placing Offset Y
以 Direction 为 0 并 且 贴装角度 为 0 ° 作为基准设定 Y 方向的贴装修正量。(-
100.00mm~100.00mm)
Placing Offset Z
设定贴装时将元件压 在电路板上时的冲 程量。以 0 输入时仅 压 下 0.3mm 。 (-
20.00mm~20.00mm)

第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-34 Edition 1.0
Placing Mode
指定移向元件贴装坐标时各伺服轴的到达精度。当选择重视贴装速度时选 2,重视贴装
精度时选 1。
Standard:0 Vision Type 不到 100 时,以低精度模式进行贴装。
Vision Type 在 100 以上时,以高精度模 式进行贴装。
Fine-Slow:1 以高精度模式进行贴装。
Fine-Fast:2 以低精度模式进行贴装。
Slow Place Speed
设定从吸取到贴装过程中 Z 轴上升和下降的速度。减轻吸取或贴装时对元件的冲击。值
越小速度越慢。输入 0 时,机器判断为 100。吸取时取这个值和 Soft Pick Speed 两者
中较慢的数据为有效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数
据中最慢的速度为有效值。贴装时这个值和 Soft Place Speed 中较慢的速度进入有效
状态。吸取元件期间、Part Transport Speed 也需考虑,取这些数据中最慢的速度为
有效值。(0%~100%)
Soft Place Speed
设定贴装时 Z 轴下降和上升的速度。减轻贴装时对元件的冲击。值越小速度越慢。输 入
0 时,机器判断为 10.0。贴装时取这个值和 Slow Place Speed 两者中较慢 的数据为有
效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数据中最慢的速度为
有效值。(0.0~10.0)
Alt. Feed Trigger
生产程序中的供料器安装中设定了次料粘时,设定在什么条件下移动至次料站。
供料器元件的时候
这个设定可通过固有值文件的项目“__ DchangeTrigger”来选择。选择 3 时,元件数
据在 Alt. Feeder Trigger 中的设 定值进入有效状态。这时从以下选项中选择适当的条
件。
0:Error:料尽、吸取错误、影像处理 错误
1:No Part:料尽、吸取错误
2:Miss:料尽、吸取错误
注意) 如果所有补件次数都为吸取错误时,机器判断为料尽,此时 1:No Part、2:Miss 为
相同动作。
料盘元件的时候
无论固有值“__ DchangeTrigger”和元件数据 Alt. Feed Trigger 中设定为何值,只
要机器判断为料盘料尽时,就移至次料站。