XP242E 系统手册 SYS-XP242-1.0S.pdf - 第45页
第 1 章 基本操作 第 2 部 XP-242E 系统手册 2-1-6 Edition1.0 1.3 动作 条 件的 设 定 根据 以下 5 点 ( 不使用元件 检验 时是 4 点 ) 来 设 定机器的动作 条 件。 · 模 式选择:关于生产 模 式、运转 模 式 等 机器动作的 设 定。 ·料 带 切 刀 :关于 由 料 卷 供 应 的元件上部料带切 刀 的使用 设 定。 · 统计信息:为取 得 吸嘴 / 料站 发 生 错误 状 况 …
第 2 部 第 1 章 基本操作
Edition1.0 2-1-5 XP-242E 系统手册
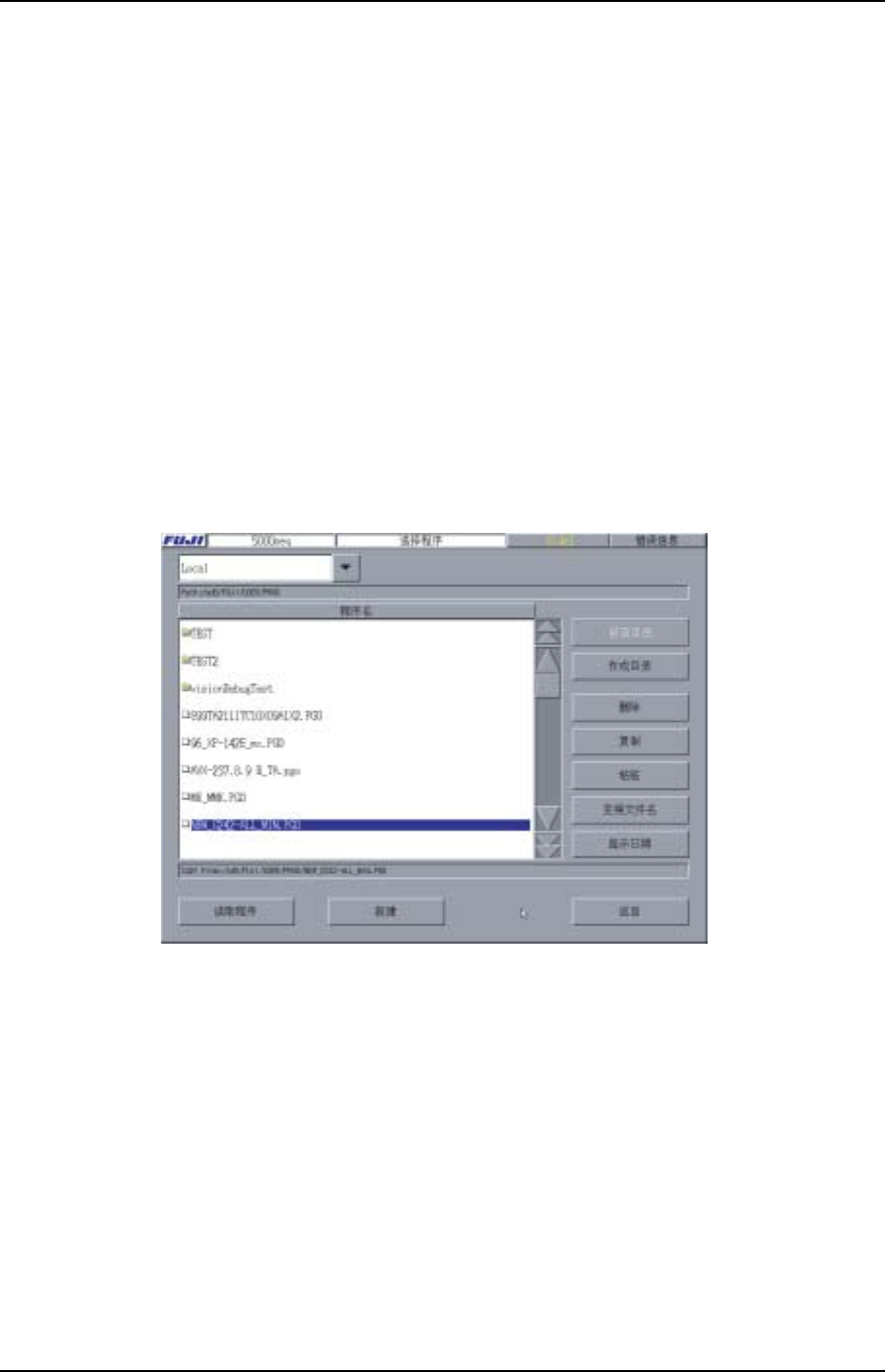
1.2.2 从[程序]画面选择生产程序
也可以从程序菜单中读入程序。
注意) 在此的程序读入是用来编辑程序的。在读取生产中使用的程序时,请从[生产]画面的程序
选项中读取。
操作步骤
1. 打开[主画面],依次选择[生产]、[读取程 序]键,存放在机器的硬盘或是 软盘上的
程顺序表将会显示在对话框中。
2. 从列表中选定所需的生产程序。然后选择[下载]键,安装程序。在画面上方的任务
栏上显示已装载完毕的程序名,表示目前正在使用该程序。
备注) 可从软盘上读取的文件仅限于在 IP-3 或是 XP-241E/XP-242 型的机器上创建的 CCIMF
格式的文件。另外,因为 XP-242 的 MFU 是 1 台(40 个料站/8mm,12mm 宽传送料带)、
料盘单元 1 基(料盘:10 种/最大 276mm×330mm,20 种/最大 138×330mm),所以不
能使用超出此容量的供料器安装数据。
XP1S2101S
第 1 章 基本操作 第 2 部
XP-242E 系统手册 2-1-6 Edition1.0
1.3 动作条件的设定
根据以下 5 点 (不使用元件检验时是 4 点) 来设定机器的动作条件。
· 模式选择:关于生产模式、运转模式等机器动作的设定。
·料带切刀:关于由料卷供应的元件上部料带切刀的使用设定。
· 统计信息:为取得吸嘴/料站 发生错误状况时的数据而进行的设定。
·元件检验 (选项):依照条形码读取器对元件位置进行核对操作的设定。
·其他设定:关于电路板真空、吸嘴尺寸检查的设定。
标记说明
XP2S2231S
1. 显示当前打开页的名称。
XP2S2232S
2. 以当前打开页数/最大页数来显示。
单击后退出当前[动作条件设定]画面,返回主画面。
3. 换页键
XP2S2234S
按下[前一页]按键后,前翻 1 页。当前打开页为 1 时,移至最大页。按 下[后一页]
键后,后翻 1 页。当前打开页为最大页时,移至第 1 页。

第 2 部 第 1 章 基本操作
Edition1.0 2-1-7 XP-242E 系统手册
XP1S2133S
1.3.1 生产模式的设定
机器有 4 种生产模式:“生产”、“空转 1”、“空转 2”和“传送”。以下说明这些模式的
区别:
生产: 实际生产中使用的模式。选择此模式后,机器进行元件的吸取和影像处理
以及元件的贴装。
空转 1: 这种模式主要用于机器的试运行。与生产时的动作相同。
空转 2: 这种模式主要用于机器的试运行。在吸取高度比生产时更高的位置上运行。
传送: 仅仅在机器未处在生产状态下使用。当选择此模式时,机器只作为搬运轨
道用来将电路板传送到生产线上的下一道工序的机器上。
操作步骤
1. 在[主画面]里选择[维修保养 A]键和[动作条件设定]键,显示出 [动作条件设定]画
面。
2. 从画面左上方的[生产]、[空转 1]、 [空转 2]或[传送]中,选择 所需的生产模式。
3. 选择[返回]键,返回[主画面]。