XP143系统手册.pdf - 第126页
3. 操作系统 SYS-XP143-1.0S 114 XP-142E/143E 系统手册 · 如果已指定了时间范围,则统计 时间即此时间范围。 · 如果已指定了程序,则统计时间 即此程序从开始项到结束项的时间 。 · 如果已指定了时间范围和程序, 则统计时间即此时间范围。 · 如果已指定了记录文件,则统计 时间即此记录文件从开始项到结束 项的时间。 电源 OFF 时 间 · 表示机器在统计时间内电源 OFF 的状态。 · 电源 OFF …
SYS-XP143-1.0S 3. 操作系统
XP-142E/143E 系统手册 113
操作按键说明
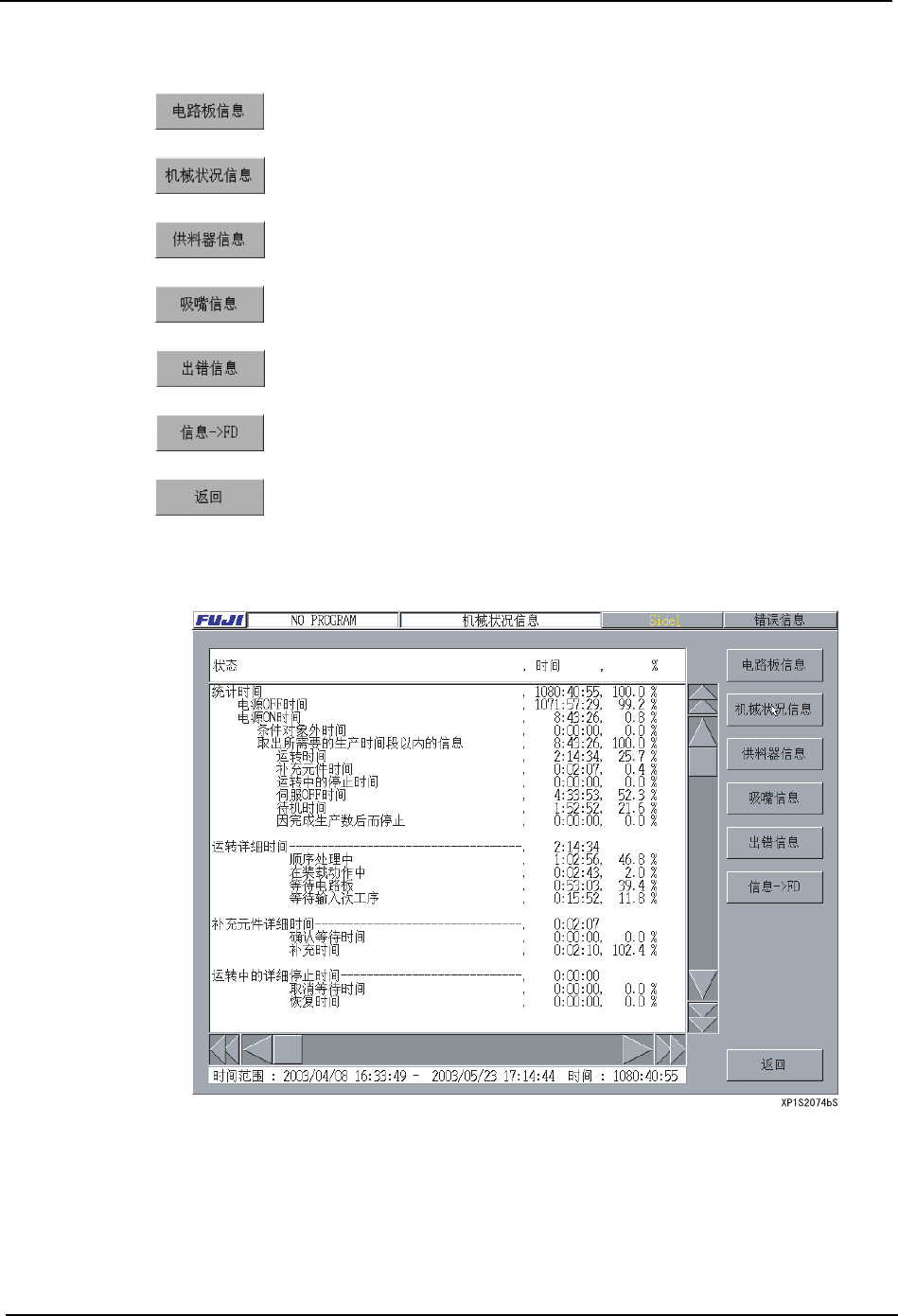
[ 机器状态信息 ] 画面
项目说明
状态
说明中的 “[ ]”内表示比例的计算式。
统计时间
·在当前画面上显示从开始时间到结束时间的统计时间。
移到电路板信息画面。
移到机器状态信息画面。
移到供料器信息画面。
移到吸嘴信息画面。
移到错误信息画面。
将展开的全部的生产信息数据保存到软盘上。
关闭此画面,返回到生产信息显示条件的设定画面或记录文件的选
择画面。

3. 操作系统 SYS-XP143-1.0S
114 XP-142E/143E 系统手册
·如果已指定了时间范围,则统计时间即此时间范围。
·如果已指定了程序,则统计时间即此程序从开始项到结束项的时间。
·如果已指定了时间范围和程序,则统计时间即此时间范围。
·如果已指定了记录文件,则统计时间即此记录文件从开始项到结束项的时间。
电源 OFF 时间
·表示机器在统计时间内电源 OFF 的状态。
·电源 OFF 时间 = 统计时间—展开对象时间—条件对象外时间。%:[ 电源 OFF 时间
/ 统计时间 ]
电源 ON 时间
·表示机器在统计时期内电源 ON 的状态。
·如果已指定了时间范围,则电源 ON 时间即此时间范围内的记录时间。
·如果已指定了程序,则电源 ON 时间即此时间范围内的记录时间。
·如果已指定了时间范围和程序,则电源 ON 时间即指定的程序内的记录时间。
·如果已指定了记录文件,则电源 ON 时间即此记录文件从开始项到结束项的合计
时间。%∶[电源打开时间/统计时间]
条件对象外时间
·显示在时间范围内统计生产信息时未选定的其他的生产程序的开始时间 ~ 结束时
间的合计时间。在时间单位以外统计生产信息时为 0。% ∶ [ 条件对象外时间 /
电源 ON 时间 ]
取出所需要的生产时间段以内的信息
·显示时间范围内统计生产时间时选定生产程序开始时间 ~ 结束时间时间总和。
在时间单位以外统计生产信息时与展开对象时间一致。% ∶ [ 展开对象时间 / 电
源ON的时间]
运转时间
·表示在展开对象时间内机器进行自动运转处理的时间 ([ 自动运转 ] 处于 “ON”
)。
·在画面的中心显示运转的详细时间。%∶[自动运转时间/展开对象时间]
补充元件时间
·展开对象时间内的自动运转中由于断料而使机器自动停止。([ 因料尽而使机器自
动停止 ] 处于 ON),即从机器因缺料停止到重新启动运转为止的时间,包括读取
其他程序、关机等。
·在自动运转期间,当机器检测到 “因缺料而使机器停止”的瞬间就会停止生产。
·画面中央显示补充元件时间的详细说明。% ∶ [ 机器因缺料而停止的时间 / 展开
对象时间 ]
运转中的停止时间
·展开对象时间内的自动运转中机器因某种原因停止到重新启动运转为止的时间,
包括读取其他程序、关机等。
·自动运转期间检测到由于影像处理造成的停止的瞬间就会就会停止生产。

SYS-XP143-1.0S 3. 操作系统
XP-142E/143E 系统手册 115
·画面中央显示运转中的停止时间的详细说明。%∶[影像处理造成的停止所引起
的停止时间 / 展开对象时间 ]
伺服 OFF 时间
·展开对象时间内机器因某种原因而使伺服处于 OFF( “因发生异常而使机器停止”
处于 ON) 的状态到重新处于伺服 ON 时间为止的时间。但是,因 “发生异常而使
机器停止”不包括ON元件供应时间、运转中的停止时间。%∶[伺服OFF时间/
展开对象时间 ]
待机时间
·展开对象时间内机器没有运转的状态 ( “待机时间”处于 ON) 到取消此状态 (
“待机时间”处于 OFF) 的时间。% ∶ [ 准备时间 / 展开对象时间 ]
因完成生产数后而停止
·结束设定的生产量的运转到按下在确认完成对话框的 [OK] 键的时间 ( “因完成
生产数后而停止”处于 ON)。
·在自动运转期间,机器检测到生产块数完成而停止的瞬间就会停止生产。% ∶ [
生产块数完成而停止 / 展开对象时间 ]
运转详细时间
顺序处理中
·在按下 [ 启动 ] 按钮后,显示机器的自动运转处理的时间。
·是从 [ 自动运转时间 ] 中减去 [ 载入动作中的时间 ]+[ 等待电路板时间 ] + [ 等
待输入次工序 ] 的时间。
·是在自动运转期间,实际顺序处理时间的比例。% ∶ [ 自动运转时间—( 载入动
作中的时间 + 等待电路板时间 + 等待输入次工序 )/ 运转时间 ]
在加载动作中
·在自动运转中,为搬运电路板的加载运转 ON 时间 ([ 在装载动作中]为ON)。%
∶ [ 载入动作中的时间 / 总操作时间 ]
等待电路板
·在自动运转期间,尽管机器的主搬运轨道处于取入电路板的状态,但前一道工序
没有电路板([等待电路板]处于ON)时的等待时间。%∶[等待电路板时间/总
操作时间 ]
等待输入次工序
·在自动运转期间,尽管机器的主搬运轨道处于排出电路板的状态,但前一道工序
没有电路板 ([ 等待输入次工序 ] 处于 ON) 时的等待时间。% ∶ [ 等待下一步指令
的时间 / 总操作时间 ]
补充元件详细时间
确认等待时间
·显示出影像错误的对话框到按下 [ 料尽 ] 键的时间。% ∶ [ 确认等待时间 / 元件
补充时间 ]
补充时间
·显示从确认等待时间的末端到重新启动运转的一段时间。其间包括读取其他程
序、关机等。% ∶ [ 补充元件中时间 / 元件补充时间 ]