XP143系统手册.pdf - 第52页
3. 操作系统 SYS-XP143-1.0S 40 XP-142E/143E 系统手册 3.3 换线 3.3.1 生产程序的选择 生产程序可以存放在机器的 CPU 电路板的内存、机器的硬盘 、软盘或监控电脑上。为使生 产程序可以在生产中使用,其生 产程序有必要处于激活状 态(在C P U电 路 板 的 内 存 上) 。 激活的程序显示在画面上方的任 务栏中。 生产程序的确认 机器启动后,在 [ 主画面 ] 上选择 [ 生产 ]、[ 自动…

SYS-XP143-1.0S 3. 操作系统
XP-142E/143E 系统手册 39
8. 统计的警告: ·因统计处理而发生警告的状态。
·从废料带回收箱发生警告到解除为止的状态。
9. 换线时呼叫操作者: 废料带回收箱的安装确认
自动运转中,在料带切刀计时上从检测出没有废料带箱
到安装废料带箱为止的状态
自动搬运轨道宽度的执行的确认
从显示出自动搬运轨道宽度确认对话框到关闭为止的状
态。
10. 生产程序及影像处错
误:
读生产程序失败时,从显示出错误对话框到关闭时的状
态。
影像处理错误
各种影像处理错误发生后,从显示出错误对话框开始到
关闭为止的状态。
11. 不生产中: 在接通动力电源的状态下,不处于自动运转中,错误对
话框也没有显示出的等待状态。
12. 换线中: 从处理自动变更搬运轨道宽度开始到结束为止的状态。
13. 因全部生产完而停止: 从显示出预定生产块数结束的对话框到关闭对话框、变
更程序、进行结束块数的复位或者输入预定生产块数等
全部生产完的条件不能满足为止的状态。
14. 更换供料平台警告:
(选项)
在对应平台模式的机器上,将平台模式以 AA 使用时有
效。
在单侧的平台上发生了料尽,从移动到其他的平台上开
始到料尽的平台的元件安装结束为止的状态。
在 1 ~ 2,000msec 的范围内可以改变信号塔的闪烁周期
时间。

3. 操作系统 SYS-XP143-1.0S
40 XP-142E/143E 系统手册
3.3 换线
3.3.1 生产程序的选择
生产程序可以存放在机器的 CPU 电路板的内存、机器的硬盘、软盘或监控电脑上。为使生
产程序可以在生产中使用,其生产程序有必要处于激活状态(在CPU电路板的内存上)。
激活的程序显示在画面上方的任务栏中。
生产程序的确认
机器启动后,在 [ 主画面 ] 上选择 [ 生产 ]、[ 自动 ] 后打开 [ 自动 ] 画面,显示出确认读
取生产程序的对话框。
继续延用前次的程序时请选择 [ 是 ]、变更生产程序时请选择[否]。
备注 ) 在选项框中选择 「从程序库读取元件数据」后,可以将生产程序的元件数据用在机器内编辑
的元件数据进行临时的置换。但是,在生产程序内含有在机器上不存在的元件数据时不能进
行置换。这时,显示出 「生产程序读取错误」的对话框,请选择停止从数据库读取元件数据
后读取生产程序的元件数据或者停止读取生产程序。这是简单的切换功能,不支持对于生产
程序内的各个元件数据的置换。
SYS-XP143-1.0S 3. 操作系统
XP-142E/143E 系统手册 41
从 [ 生产 ] 画面选择生产程序
操作步骤
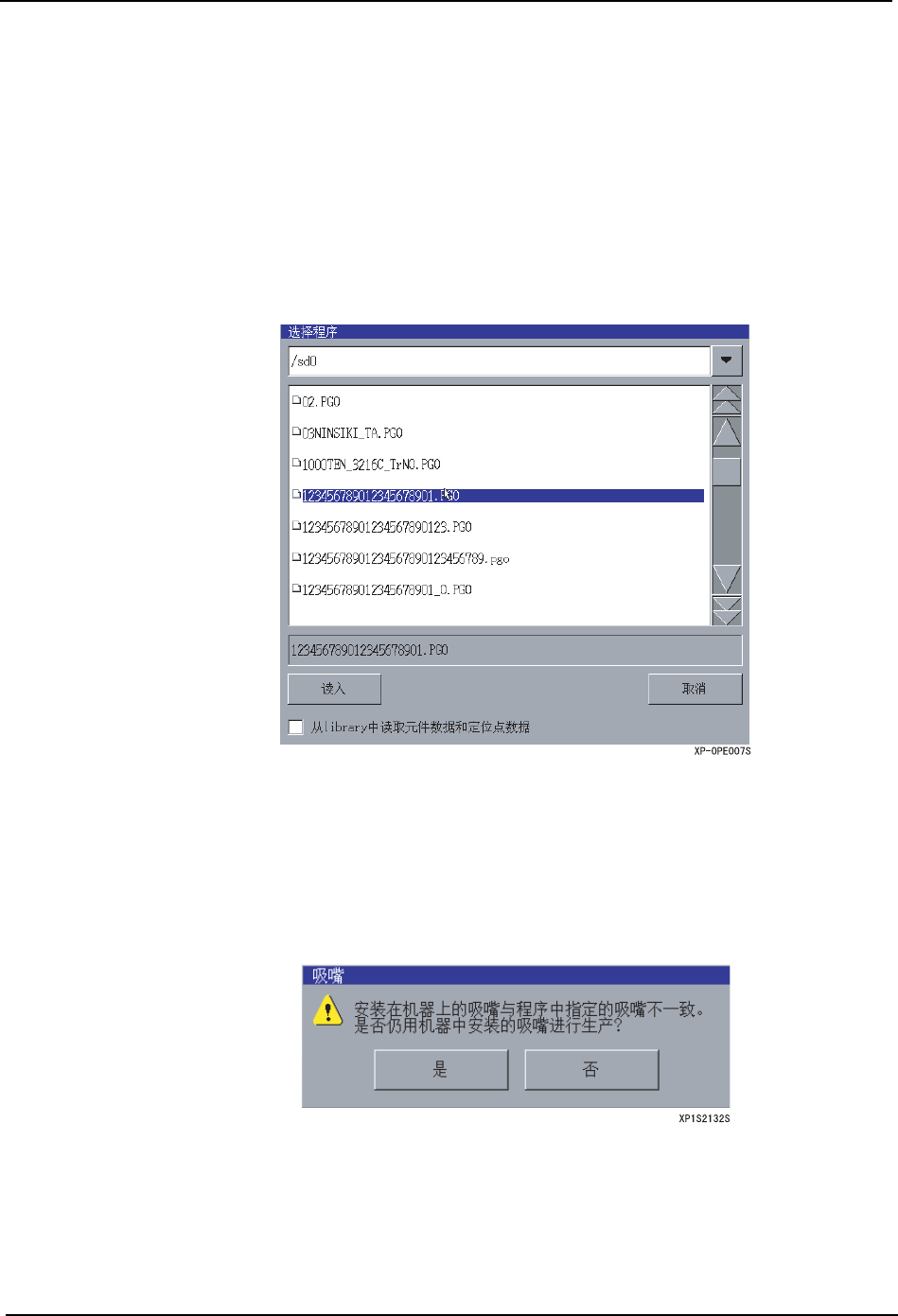
1. 在 [ 主画面 ] 上选择 [ 生产 ]、[ 读取程序 ],显示出保存在机器的硬盘或是软盘上的程
序一览表的 〈程序选择〉对话框。
备注 ) 可从软盘上读取的文件仅限于在 FCP6(M),CP642(M),CP643(M), 或是 XP-141E/XP-142E 型的机
器上创建的 CCIMF 格式的文件。另外,因为 XP-142E 的 MFU 是 2 台 MFU (100 个料站 / 以 8mm
料带宽计算 ),所以不能使用超出这个供料器安装数据。
2. 选择生产中使用的程序。按下 [ 读入 ] 键,读取所选择的程序。在画面上方的任务栏上
会显示装载完毕的程序名,表示该程序被激活。
备注 ) 在选项框中选择 「从程序库读取元件数据」后,可以将生产程序的元件数据或者定位点数据
与 library 内的元件数据和定位点数据进行临时置换。但是,在生产程序内含有在机器上不
存在的元件数据时不能进行置换。这时,显示出 「生产程序读取错误」的对话框,请选择停
止从数据库读取元件数据后读取生产程序的元件数据或者停止读取生产程序。这是简单的切
换功能,不支持对于生产程序内的各个元件数据的置换。
如果在机器上安装的吸嘴和程序与指定的吸嘴不同,会显示出一个询问是否在生产中使用
此吸嘴的对话框。
如果选择 [ 是 ],将对在机器上安装的吸嘴进行编辑,如果所需的吸嘴不存在,将出现错
误信息。
如果选择 [ 否 ],将打开 [ 吸嘴编辑 ] 画面。请根据后述的 「吸嘴编辑」中的步骤更换吸
嘴。在完成更换吸嘴后,选择画面右下方的 [ 吸嘴更换结束 ]。再次读取生产程序。