XP143系统手册.pdf - 第204页
4. 机器生产程序 SYS-XP143-1.0S 192 XP-142E/143E 系统手册 操作键说明 以下所示按键是对位于画面左侧 的选择领域所选择的行进行处理。 将所选择的顺序数据以一个画 面就显示可以编辑的画面。 将顺序数据的编辑用实际的机 器进行指教功能。 备注 ) 此按键只有在伺服接通动力电源时才有效。 从顺序数据内搜索指定的字符 串或数据。 在所选择的行上将参考的定位 点显示在用于编辑的定位点编辑画面 上。 在供料器安装画…
SYS-XP143-1.0S 4. 机器生产程序
XP-142E/143E 系统手册 191
4.3 编辑器
注意 ) 在此处将可以输入的数值范围输入到各个设定项目的文字段中,在括号内进行标记。但是不
一定与机器的规格一致。请确认机器的规格后在范围内进行输入。
4.3.1 编辑画面的显示
进行顺序、电路板、供料器安装、定位点、元件和吸嘴的编辑。
操作顺序
1. 在 [ 主画面 ] 上按下 [ 程序 ]、[ 选择编辑程序 ] 键,选择要进行编辑的程序。
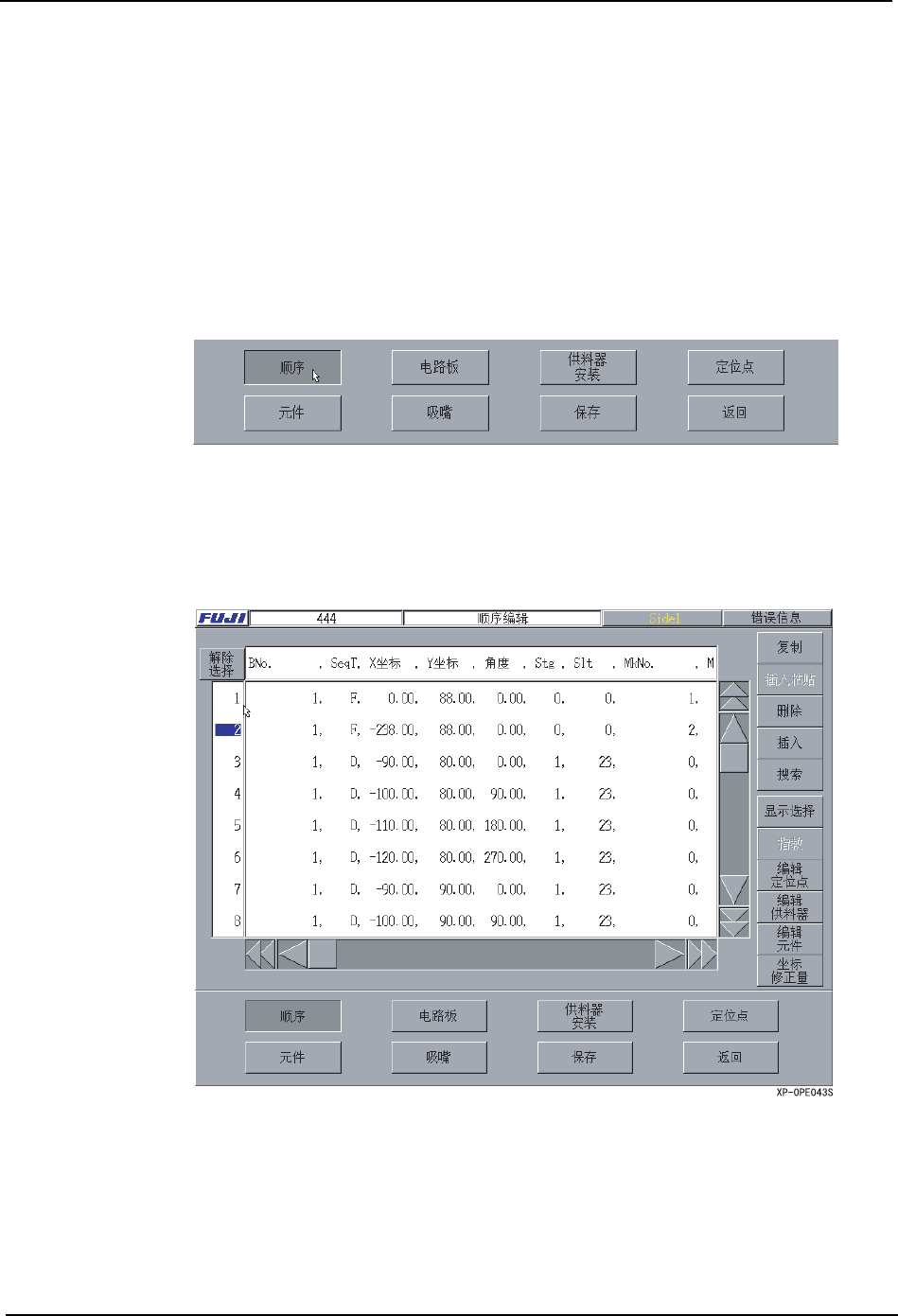
2. 按下 [ 编辑 ] 键,在画面下部显示出以下按键。
4.3.2 顺序编辑
按下 [ 顺序 ] 键后,显示出以下画面 :
※跳过指定行以红色文字显示。
XP2S2157bS
4. 机器生产程序 SYS-XP143-1.0S
192 XP-142E/143E 系统手册
操作键说明
以下所示按键是对位于画面左侧的选择领域所选择的行进行处理。
将所选择的顺序数据以一个画面就显示可以编辑的画面。
将顺序数据的编辑用实际的机器进行指教功能。
备注 ) 此按键只有在伺服接通动力电源时才有效。
从顺序数据内搜索指定的字符串或数据。
在所选择的行上将参考的定位点显示在用于编辑的定位点编辑画面
上。
在供料器安装画面中用所选择的行编辑使用的供料器。
在元件编辑画面中用所选择的行编辑贴装的元件。
以子电路板单位进行坐标修正。
复制所选择行的数据到剪贴板上。
在所选择行之前插入剪贴板上的数据。
删除所选择行并将后面的行自动上移。
在所选择的行之前插入一行新建行。
消除所有的选择。

SYS-XP143-1.0S 4. 机器生产程序
XP-142E/143E 系统手册 193
项目说明
选择领域 ( 顺序 No.)
将顺序的 No. 自动显示。
子电路板 No. (0 ~ 3000)
是 1 块电路板 (PCB) 由多个具有相同类型的子电路板构成时的各个子电路板的识别号。生
产中使用的电路板不是如上的拼板时请设定为 “0”。生产的电路板是拼板时,按以下方式
中的一种生成顺序数据。
·以特定的子电路板 No. 作为 “1”并以手工输入其子电路板内的顺序后,以其数
据为依据,在机器侧进行扩展,自动生成所需要的其它子电路板的顺序。
·手工输入的子电路板 No. 以及所有子电路板的顺序。
顺序种类
顺序的种类从以下之中选择并指定。
X坐标
请输入电路板上 X 方向的坐标。
当与 FUJI 的程序原点 ( 电路板的右下角开始 X 方向为 -5mm,Y 方向为 -5mm 的坐标 ) 不同
的基准点开始输入坐标时,必须以电路板数据的原点修正量 X 作为修正值输入。(-
650.00mm ~ 650.00mm)
Y坐标
请输入电路板的 Y 方向的坐标。
当与 FUJI 的程序原点 ( 电路板的右下角开始 X 方向为 -5mm,Y 方向为 -5mm 的坐标 ) 不同
的基准点开始输入坐标时,必须以电路板数据的原点修正量 Y 作为修正值输入。(-
650.00mm ~ 650.00mm)
角度
请根据需要以贴装角度 0°为基准输入角度。
所谓贴装角度 0°的方向是指创建元件数据时的方向。
供料平台 No.
装载 MFU、MTU 等的元件供应单元的机器部分称为供料平台。在 XP 系列机器上,前侧是供
料平台 1,后侧是供料平台 2。请输入装载有元件一侧的供料平台 No.。(1 ~ 3333)
注意 ) 3 只有在单料盘平台 (选项)贴装时才可以设定。
料站 No.
是元件供应单元,将装载料带供料器或料盘的地方称为料站。
请输入可以搭载元件的料站 No.。(1 ~ 58)
注意 ) 51 ~ 58 只有在单料盘平台 (选项)贴装时才可以设定。
B: 读取子电路板跳过定位点顺序
D: 贴装顺序
F: 读取基准定位点顺序