XP143系统手册.pdf - 第246页
4. 机器生产程序 SYS-XP143-1.0S 234 XP-142E/143E 系统手册 选项功能 ·不检查引脚长度 ( No Length Tolera nce Check):4 在 No Length Toler ance Check 中进行选择。显示出 5。 (1+4=5) 请在因为元件尺寸的偏差很大等 而不想检查引脚的长度时使用。对 于引脚长度有 偏差的元件有效。 ·不检查引脚宽度 ( No Width Toleran ce…

SYS-XP143-1.0S 4. 机器生产程序
XP-142E/143E 系统手册 233
Lead Center Tolerance
请输入引脚弯曲度的公差值。(0.000mm ~ 99.999mm)
但是,只有在 Vision Type 是 20,180,230,231 时使用。
Vision Type 是 19,20,100,180 时,输入 [0] 后,自动地设定为引脚宽度的 30%。
Vision Type 230,231 时,输入 [0] 后,不进行公差检查。
Vision Type 230,231 时,请输入焊球中心位置的公差值。
Vision Type 20,180 是当把固有值 「_ VisionProcessUpgrade」设定为 「1」时起作用。
只有在 Vision Type 是 19,20,100,180,230,231 时使用。
P Pattern
是定义引脚的照射方式的数据。(0 ~ 255)
在 Vision Type 19 上定义引脚要素时请输入 「14」。
引脚较暗背景较亮时请输入 「13」。
Vision Type 是 100 时 ( 前光处理 ) 时,请输入 「14」,引脚较暗背景较亮时请输入 13。
Vision Type 是 230,231 时 (BGA 元件处理 : 前光处理,元件主体黑色 ) 时请输入 「2」。
锡球较暗背景较亮时请输入 「1」。
在 Vision Type20,180 上,可以把固有值 「_ VisionProcessUpgrade」设定为 「1」起作
用。引脚明亮背景黑暗时,请输入 「14」。引脚黑暗背景明亮时,请输入 「13」。固有值
「_ VisionProcessUpgrade」设定为 「0」时,设定为引脚明亮背景黑暗。
除上述以外的 Vision Type 上 P Pattern 不能参考。
Result
设定引脚块的影像处理检查内容或引脚块的定义。
Don't Inspect,Virtual Lead 只对应 Vision Type 19,20,180。
不进行影像处理的设定 (Don't Inspect)
4. 机器生产程序 SYS-XP143-1.0S
234 XP-142E/143E 系统手册
选项功能
·不检查引脚长度 (No Length Tolerance Check):4
在 No Length Tolerance Check 中进行选择。显示出 5。(1+4=5)
请在因为元件尺寸的偏差很大等而不想检查引脚的长度时使用。对于引脚长度有
偏差的元件有效。
·不检查引脚宽度 (No Width Tolerance Check):8
在 No Width Tolerance Check 中进行选择。显示出 9。(1+8=9)
请在因为元件尺寸的偏差很大等而不想检查引脚的宽度时使用。对于引脚宽度有
偏差的元件有效。
·检查左边多余引脚 (First pin Check):16
在 First pin Check 中进行选择。显示出 17。(1+16=17)
在将引脚要素从左向右进行影像处理时,最初发现的引脚的左侧是否没有引脚的
确认功能。这个检查对于防止贴装间距的偏差有效。
·检查右边多余引脚 (Last pin Check):32
在 Last pin Check 中进行选择。显示出 33。(1+32=33)
在将引脚要素从左向右进行影像处理时,最初发现的引脚的右侧是否没有引脚的
确认功能。这个检查对于防止贴装间距的偏差有效。
·不检查引脚长度方向的位置偏差 (No Center Length Tolerance Check):256
在 No Center Length Tolerance Check 中进行选择。显示出 257。(1+256=257)
为是否进行 Lead Center Tolerance 的引脚长度方向的检查的设定。请在不想进
行引脚长度方向的位置偏差 (弯曲)时使用。
·不检查引脚宽度方向的位置偏差 (No Center Width Tolerance Check):512
在 No Center Width Tolerance Check 中进行选择。显示出 513。(1+512=513)
为是否进行 Lead Center Tolerance 的引脚宽度方向的检查的设定。请在不想进
行引脚长宽度方向的位置偏差 (弯曲)时使用。
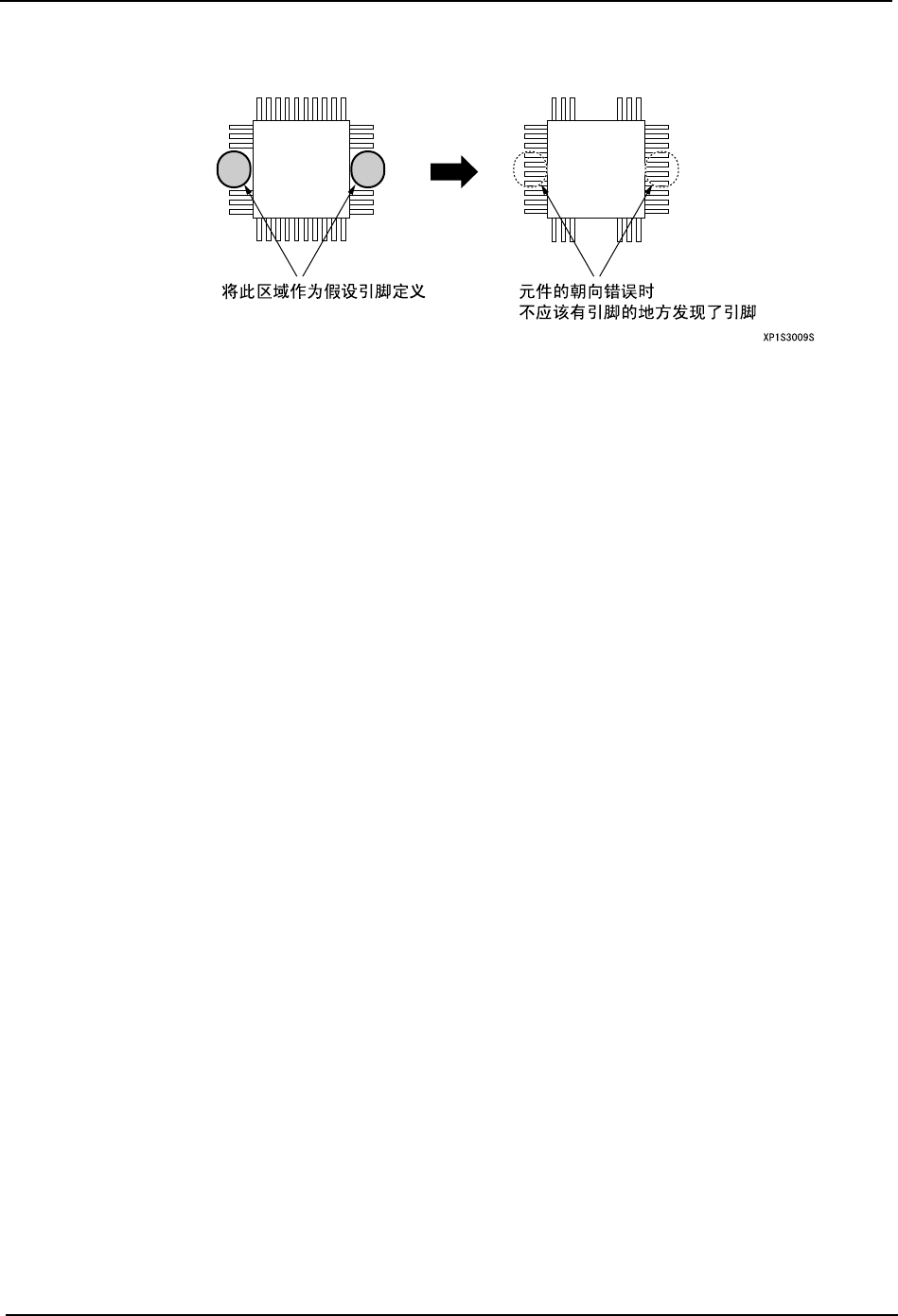
虚拟引脚检查 (Virtual lead)
在 Element Data 中,将引脚 (焊球)不应该存在的范围作为虚拟要素进行记述,进行影像
处理时在其范围内没有引脚 (不识别引脚时)时作为合格品进行判断的检查。元件的供应
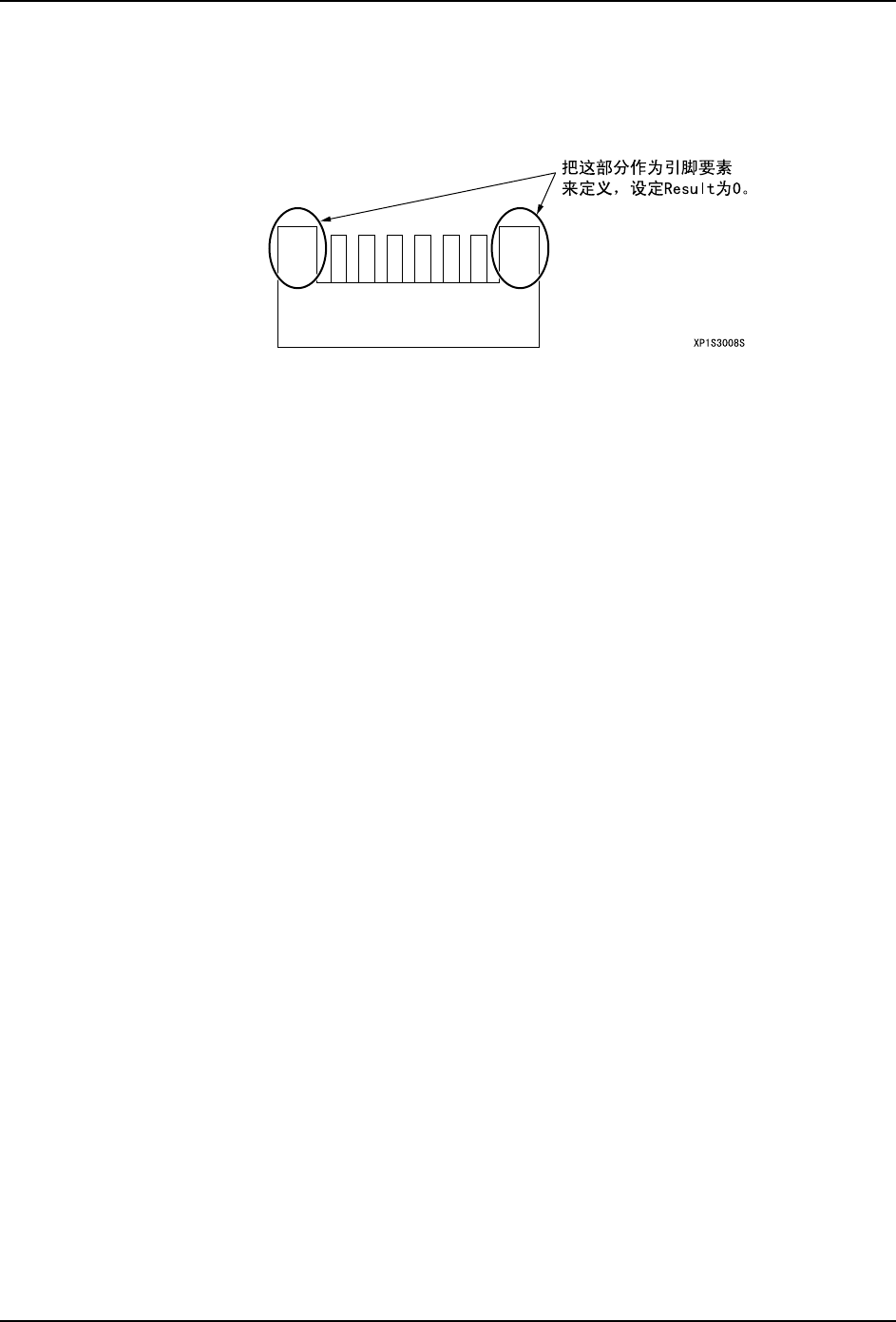
在影像处理中具有不要检测出的部分时,在选择区域中使其显示 [0]。例如,像下图的
接插头一样,在引脚左右有固定的突起部分时,在 Element Data 处记述有其突起的位置
和大小。在 Don't Inspect 处进行选择后,可以不影响相邻的引脚。
进行影像处理的设定 (Inspect)
在进行影像处理的区域中,在 Inspect 处进行选择后,显示出 「1」。
在选项设定时,对使用的功能所分配的值的合计,显示出加 1 的数字。
SYS-XP143-1.0S 4. 机器生产程序
XP-142E/143E 系统手册 235
方向检查时也可以使用。在进行此项检查时,在 Virtual lead 中进行选择。显示出 「2」。
行列输入的第 2 行 (Matrix)
仅仅对应 Vision Type230。
进行 BGA·CSP 元件的焊球矩阵的行列输入时,使用 2 个 Element Data 的组合进行使用。
因此,在第 1 行输入 [1], 在第 2 行为了表示 Element Data 的第 2 行,请输入 [128]。
备注 ) 检查项目的选项使用时的功能输入时,请在 Element Data 的第 1 行输入 (加上 1 的数值)。
Vision Type19 时,有必要定义锡球要素。
Part Positioning Mode
设定将影像处理的结果用模板定位还是用要素定位。
Vision Type19 的时候
0:Template Positioning 仅仅用模板定位。
1:Element Positioning 仅仅用要素定位。
·Process
Maximum Nozzle Diameter
吸取对象元件时使用,输入元件的最大直径。(0.0mm ~ 99.9mm)
Minimum Nozzle Diameter
吸取对象元件时使用,输入元件的最小直径。(0.0mm ~ 99.9mm)
Nozzle Name
要使用特定的吸嘴时,从名称目录中选择。( 最大 15 字符 )
Pick-up Auto Offset
设置是否使用吸取点自动修正功能。
Pick-up Point Offset X
在供料器供应的元件时不想从指定料站的 X 方向的中心处吸取元件时用此设定。(-12.7mm
~ 12.7mm)
设定修正量时的元件方向以 Direction 0 为基准。要设定向右偏移 5mm 时请输入 “5”。
YES: 使用吸取点自动修正功能 :0
NO: 不使用吸取点自动修正功能 :1