XP143系统手册.pdf - 第249页
SYS-XP143-1.0S 4. 机器生产程序 XP-142E/143E 系统手册 237 Part Trans port Spee d 对于较重元件,根据从吸取到贴 装之间的传送速度有可能使吸嘴产生 偏移。为防止因传送 速度过快引起偏移。(0% ~ 100%) 在此设定的速度适用于机器在持 有元件期间的全部的伺服轴的速度。 将输入 “0”时作为 100%,在吸取元件期间,此值和 Soft Pi ck Speed、Slow Place…
4. 机器生产程序 SYS-XP143-1.0S
236 XP-142E/143E 系统手册
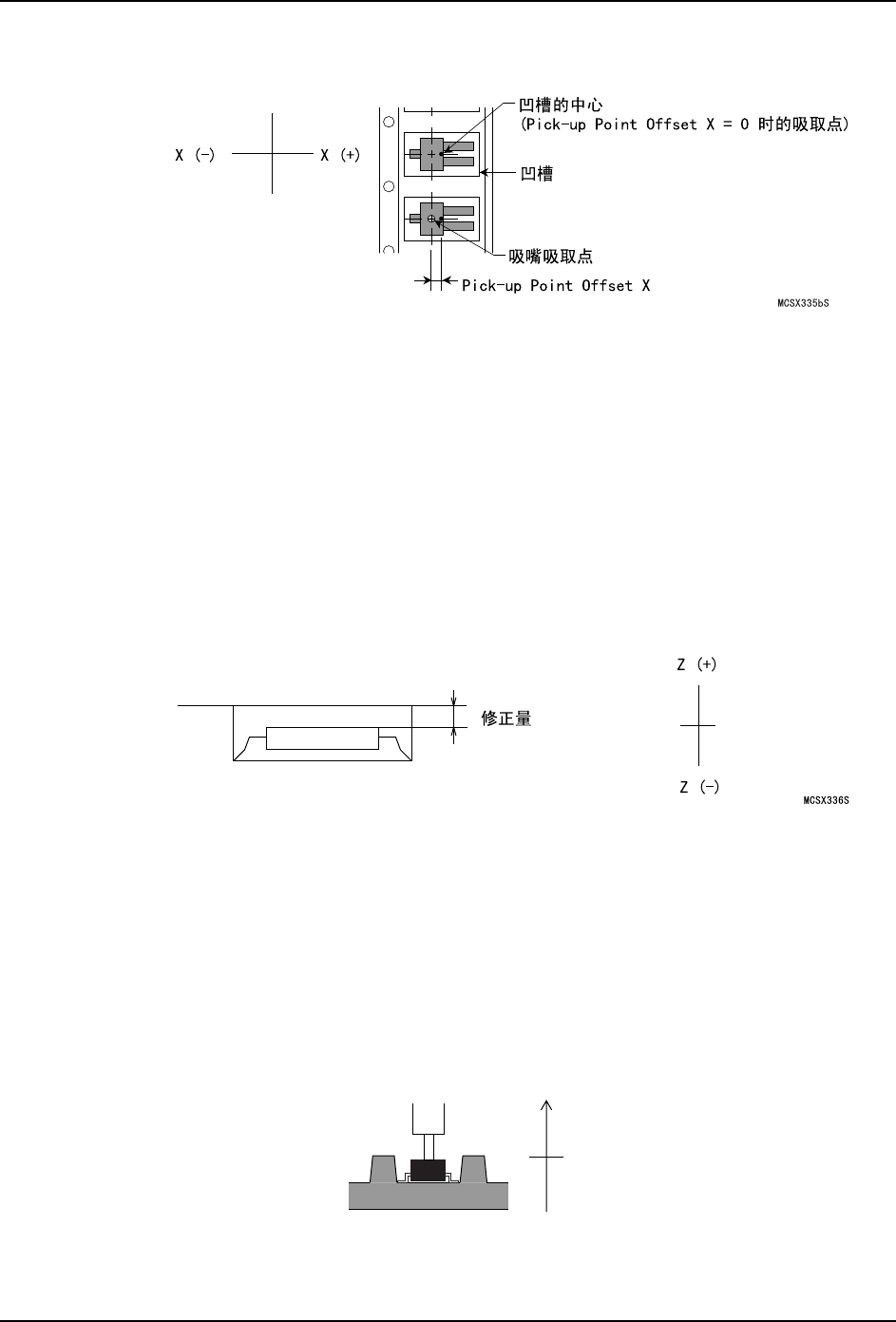
Pick-up Point Offset Y
在供料器供应的元件时不想从指定料站的 Y 方向的中心处吸取元件时用此设定。(-12.7mm
~ 12.7mm)
设定修正量时的元件方向以 Direction 0 为基准。要设定向进深处偏移 5mm 时请输入
“5”。
Pick-up Point Offset Z
在供料器供应的元件时不想从指定料站的通常高度吸取元件时用此设定。(-12.7mm ~
12.7mm)
要向下修正 1mm 时请输入 “-1”。
Soft Pick Speed
为减轻进行吸取动作时对元件造成的冲击,而设定 Z 轴下降和上升的速度。(0.0 ~ 10.0)
值越小速度越慢。输入 0 时,机器判断为 10.0。吸取时取这个输入值和 Slow Place Speed
两者中较慢的数据为有效值。吸取元件期间,Part Transport Speed 也需考虑,取这些数
据中最慢的速度为有效值。
Tray Pick Offset Z
元件的吸取面与料盘上面的高度不同时,设定吸取时的 Z 方向的修正。(-5.0 ~ 1.0mm)
注意 ) 仅仅在单料盘平台 (选项)贴装时显示。
MCSX337
Z (+)
(-)

SYS-XP143-1.0S 4. 机器生产程序
XP-142E/143E 系统手册 237
Part Transport Speed
对于较重元件,根据从吸取到贴装之间的传送速度有可能使吸嘴产生偏移。为防止因传送
速度过快引起偏移。(0% ~ 100%)
在此设定的速度适用于机器在持有元件期间的全部的伺服轴的速度。将输入 “0”时作为
100%,在吸取元件期间,此值和 Soft Pick Speed、Slow Place Speed、Soft Place Speed
中的最慢的速度为有效。
Placing Offset X
以 Direction为0并且贴装角度为0°作为基准设定X方向的贴装修正量。(-100.00mm ~
100.00mm)
Placing Offset Y
以 Direction为0并且贴装角度为0°作为基准设定Y方向的贴装修正量。(-100.00mm ~
100.00mm)
Placing Offset Z
设定贴装时将元件压在电路板上时的冲程量。以 0 输入时仅压下 0.3mm。(-20.00mm ~
0.00mm)
Placing Mode
指定移向元件贴装坐标时各伺服轴的到达精度。当选择重视贴装速度时选 2,重视贴装精
度时选 1。
Slow Place Speed
设定从吸取到贴装过程中 Z 轴上升和下降的速度。(0% ~ 100%)
减轻吸取或贴装时对元件的冲击。值越小速度越慢。输入 0 时,机器判断为 100。吸取时
取这个值和 Soft Pick Speed 两者中较慢的数据为有效值。吸取元件期间、Part Transport
Speed 也需考虑,取这些数据中最慢的速度为有效值。贴装时这个值和 Soft Place Speed
中较慢的速度进入有效状态。吸取元件期间、Part Transport Speed 也需考虑,取这些数
据中最慢的速度为有效值。
Soft Place Speed
设定贴装时 Z 轴下降和上升的速度。(0.0 ~ 10.0)
减轻贴装时对元件的冲击。值越小速度越慢。输入 0 时,机器判断为 10.0。贴装时取这个
值和 Slow Place Speed 两者中较慢的数据为有效值。吸取元件期间、Part Transport
Speed 也需考虑,取这些数据中最慢的速度为有效值。
Alt. Feed Trigger
生产程序中的供料器安装中设定了次料粘时,设定在什么条件下移动至次料站。
这个设定可通过固有值文件的项目 “__ DchangeTrigger”来选择。选择 3 时,元件数据在
Alt. Feeder Trigger 中的设定值进入有效状态。这时从以下选项中选择适当的条件。
Standard:0 Vision Type 不到 100 时,以低精度模式进行贴装。Vision Type 在
100 以上时,以高精度模式进行贴装。
Fine-Slow:1 以高精度模式进行贴装。
Fine-Fast:2 以低精度模式进行贴装。
4. 机器生产程序 SYS-XP143-1.0S
238 XP-142E/143E 系统手册
注意 ) 如果所有补件次数都为吸取错误时,机器判断为料尽,此时 1:No Part、2:Miss 为相同动作。
Recovery Times
机器侧的补件模式设定为自动补件时,以在此设定的补件次数进行补件。(0 ~ 255)
注意 ) 在机器上设定的补件次数仅在元件数据中没有设定补件次数时有效。
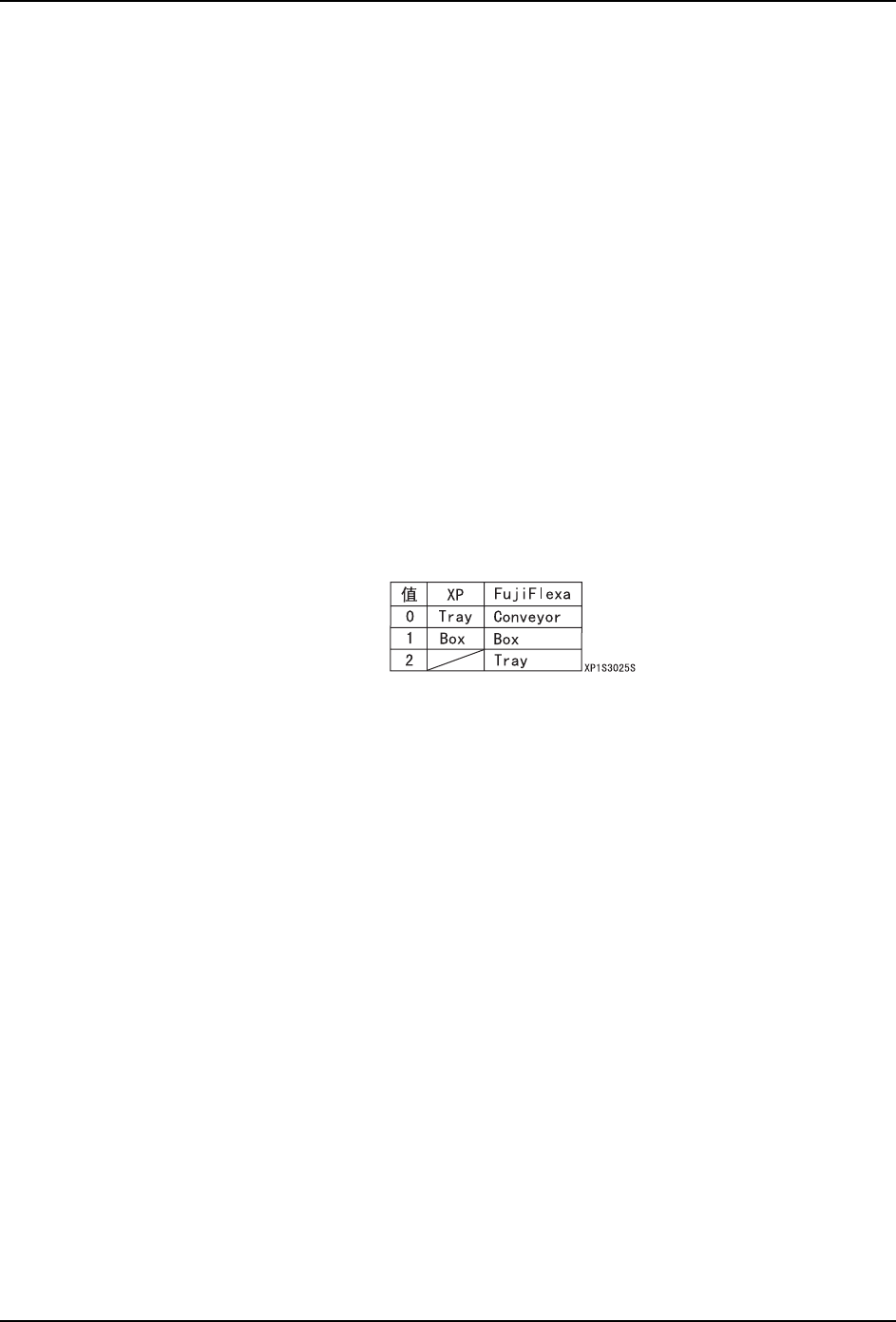
Part Dump Position
对因影像处理错误而排出元件的地方的设定。
FujiFlexa 的外形编辑 (Dump Position)的各个数值的名称不同。
请参考下述的对照表。
Feed Timing
设定吸取时的 FG 轴的送进时机 (Z 轴 mm 下降后 FG 轴开始下降)。在吸取状态不稳定时输
入。(0.0 ~ 10.0)
输入标示
元件尺寸比 1.6 × 0.8 (mm)小:3.5
元件尺寸相当于 1.6 × 0.8 (mm):4.5
元件尺寸比 1.6 × 0.8 (mm)大:2.0
0: Error: 料尽、吸取错误、影像处理错误
1: No Part: 料尽、吸取错误
2: Miss: 料尽、吸取错误
Box: 将不良元件废弃到搬运轨道旁边的不良元件排出箱。
Tray: 将不良元件废弃到搬运轨道旁边的不良元件排出料盘。