XP143系统手册.pdf - 第81页
SYS-XP143-1.0S 3. 操作系统 XP-142E/143E 系统手册 69 3.3.10 微动 使用微动键来移动轴 在触摸屏上显示出微动键,可以 用手动操作移动各个轴。除了在以下 情况以外,任何时候 都可以进行微动操作。 · 在机器处于等待 [ 启动 ] 的状态时 · 正在运转时 · 在没有解决紧急停止故障原因之前 · 屏幕上没有显示微动画面时 以下画面为微动轴选择画面。 注意 ) 上述画面是 [ 主画面 ]、[ 维修保养 …
3. 操作系统 SYS-XP143-1.0S
68 XP-142E/143E 系统手册
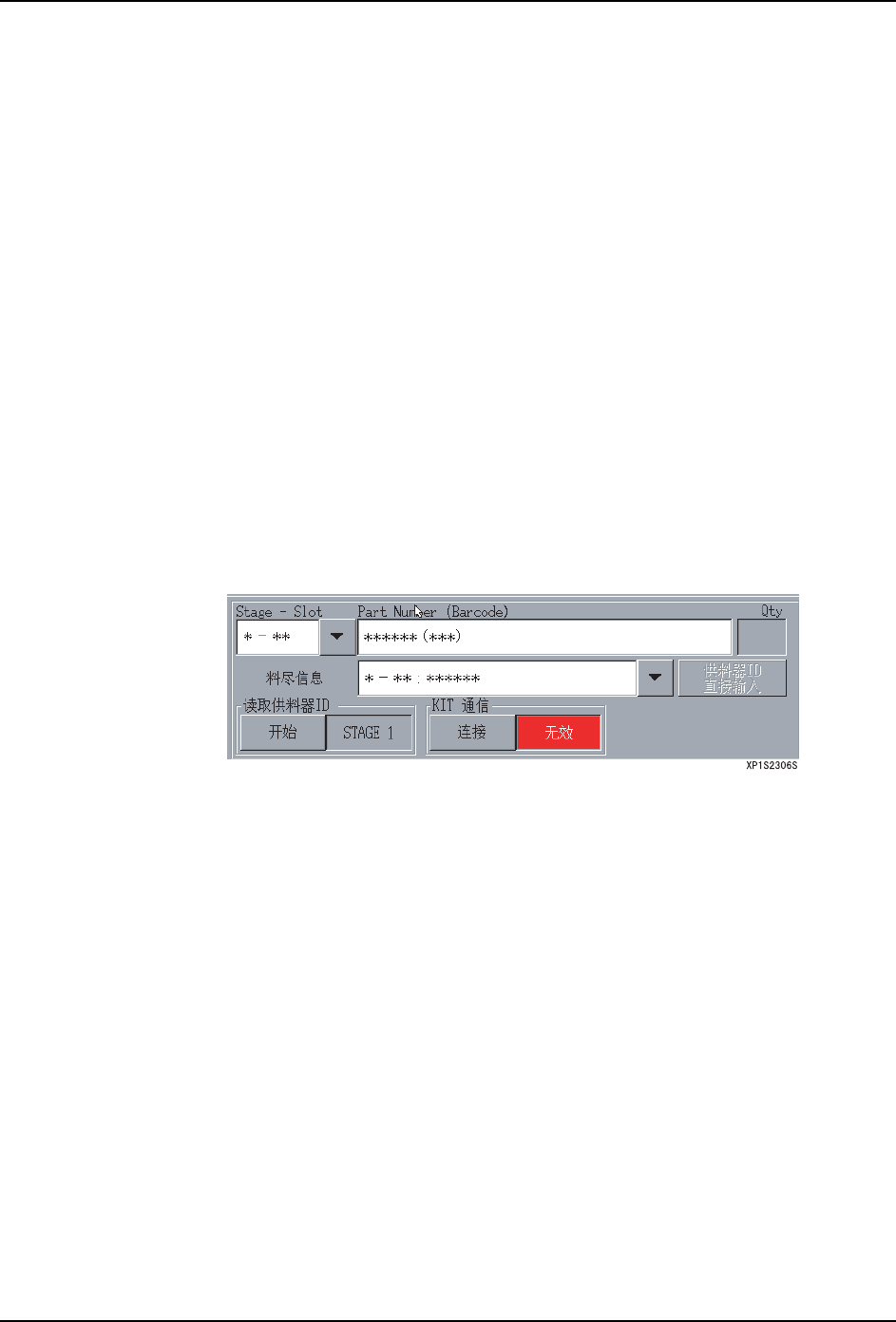
3.3.9 FujitraxVerifier 功能 ( 选项 )
FujitraxVerifier 是为了有效地进行元件供应和更换以及防止操作者的误造成的不良电路
板以及废弃元件的数量而对元件核对功能。
元件核对方法 :
使用红外线条形码读取器,读取在机器的料站上安装的供料器的料卷部分粘贴的条形码,
与所注册的数据进行核对。如果以下两个数据一致则元件核对结果为 OK。
·作为贴在各料盘上的元件 DID 而使用的条形码
·在元件数据的 「Barcode」上注册的元件 ID
备注 ) 「Barcode」未输入时,「Part Number」是核对的对象。
按照以下步骤进行元件检验。
1. 按下自动运转画面中的开始检验键
2. 显示读取的指定元件
3. 读取贴在指定元件的料盘上的条形码
4. 全部使用的料卷核对完成后,就可以自动运转

SYS-XP143-1.0S 3. 操作系统
XP-142E/143E 系统手册 69
3.3.10 微动
使用微动键来移动轴
在触摸屏上显示出微动键,可以用手动操作移动各个轴。除了在以下情况以外,任何时候
都可以进行微动操作。
·在机器处于等待 [ 启动 ] 的状态时
·正在运转时
·在没有解决紧急停止故障原因之前
·屏幕上没有显示微动画面时
以下画面为微动轴选择画面。
注意 ) 上述画面是 [ 主画面 ]、[ 维修保养 A]、[JOG] 的 [ 维修保养 A] 用的微动画面。
操作步骤
1. 在 [ 主画面 ] 上,依次选择 [ 维修保养 A]、[JOG],显示 [JOG] 画面。
2. 选择伺服轴选项 [ ▼ ],选择要想移动的轴。
3. 选择各个轴的箭头键移动轴。

3. 操作系统 SYS-XP143-1.0S
70 XP-142E/143E 系统手册
微动速度的变更
尽管在实行微动操作时,通常以低速移动轴,但为了调整等原因要改变微动速度时可以进
行此操作。
操作步骤
1. 在 [ 主画面 ] 上,选择 [ 维修保养 A]、[JOG] 键。
2. 选择伺服轴选项 [ ▼ ],选择要设定的轴。
3. 在 [ 速度 ] 项上选择 [>]、[>>]、[>>>]、[>>>>] 键,选择速度。
微动移动量的变更
尽管在实行微动操作时,通常连续移动轴,但为了调整等原因要改变移动量时可以进行此
操作。
操作步骤
1. 打开 [ 主画面 ],选择 [ 维修保养 A]、[JOG] 键显示画面。
2. 选择伺服轴选项 [ ▼ ],选择要设定的轴。
3. 在 [ 移动量 ] 项目上选择 [1 μ m]、[0.01mm]、[0.1mm]、[1mm] 微动的移动量,以此选
定微动量。